销钉孔加工标准
- 格式:docx
- 大小:6.30 MB
- 文档页数:3
销钉规格标准尺寸销钉是一种常见的固定连接件,通常用于固定木材、金属或其他材料。
它的规格标准尺寸对于不同的使用场景和需求有着重要的意义。
在选择销钉时,了解其规格标准尺寸是非常重要的,这不仅可以确保其使用效果,还可以提高工作效率和安全性。
首先,我们需要了解销钉的规格标准尺寸包括哪些方面。
销钉的规格标准尺寸通常包括直径、长度、头部形状和表面处理等方面。
这些尺寸的选择与具体的使用场景和材料有着密切的关系。
在选择销钉的直径时,需要考虑被固定材料的厚度和硬度。
一般来说,直径越大的销钉,其承载能力和抗拉力就越强,因此在需要固定较厚或较硬材料时,可以选择直径较大的销钉。
而销钉的长度则取决于被固定材料的厚度和需要的固定深度。
如果销钉长度不够,就无法有效地固定材料;而如果长度过长,不仅会增加成本,还可能对固定效果产生负面影响。
因此,在选择销钉长度时,需要根据具体情况进行合理的选择。
此外,销钉的头部形状也是需要考虑的因素之一。
不同形状的头部可以提供不同的固定效果,例如平头、圆头、尖头等。
在不同的使用场景中,需要根据具体的固定需求来选择合适的头部形状。
最后,销钉的表面处理也是影响其规格标准尺寸的重要因素之一。
常见的表面处理方式包括镀锌、热浸镀锌、镀铜等,这些处理可以提高销钉的耐腐蚀性能,延长其使用寿命。
总的来说,销钉的规格标准尺寸选择需要综合考虑被固定材料的特性、固定需求和使用环境等因素。
合理选择规格标准尺寸可以提高销钉的使用效果,确保固定的牢固和安全,同时也可以提高工作效率和节约成本。
在实际使用中,我们还需要注意以下几点,首先,在选择销钉规格标准尺寸时,需要根据具体的使用需求和环境来进行合理的选择,避免出现尺寸不合适的情况;其次,在使用过程中,需要严格按照规格标准尺寸来进行固定,避免出现固定不牢固或者损坏材料的情况;最后,在存放和使用销钉时,需要注意保持其干燥和清洁,避免出现生锈和损坏的情况。
综上所述,销钉的规格标准尺寸对于其使用效果和安全性有着重要的影响。
钻床工艺要求与质量标准
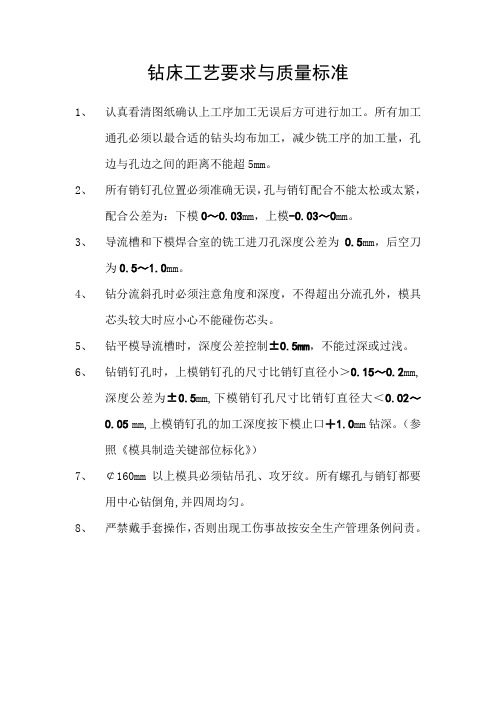
1、认真看清图纸确认上工序加工无误后方可进行加工。
所有加工
通孔必须以最合适的钻头均布加工,减少铣工序的加工量,孔
边与孔边之间的距离不能超5mm。
2、所有销钉孔位置必须准确无误,孔与销钉配合不能太松或太紧,
配合公差为:下模0~0.03mm,上模-0.03~0mm。
3、导流槽和下模焊合室的铣工进刀孔深度公差为0.5mm,后空刀
为0.5~1.0mm。
4、钻分流斜孔时必须注意角度和深度,不得超出分流孔外,模具
芯头较大时应小心不能碰伤芯头。
5、钻平模导流槽时,深度公差控制±0.5mm,不能过深或过浅。
6、钻销钉孔时,上模销钉孔的尺寸比销钉直径小>0.15~0.2mm,
深度公差为±0.5mm,下模销钉孔尺寸比销钉直径大<0.02~
0.05mm,上模销钉孔的加工深度按下模止口+1.0mm钻深。
(参
照《模具制造关键部位标化》)
7、¢160mm以上模具必须钻吊孔、攻牙纹。
所有螺孔与销钉都要
用中心钻倒角,并四周均匀。
8、严禁戴手套操作,否则出现工伤事故按安全生产管理条例问责。
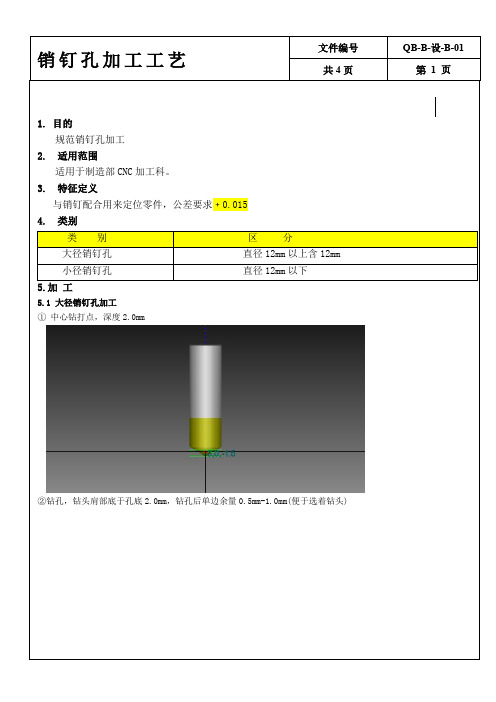
1、点孔,用60度中心钻,根据孔大小选择合适中心钻,如下图2、所点的孔必须锥壁四周光滑,中心锥尖清晰没有凸点孔径中心钻转速进给点孔深度Ø6—Ø8Ø81000 80 3Ø10—Ø12Ø81000 80 5Ø16—Ø20Ø101000 100 54、铰孔销钉孔径铰刀转速进给单啄量有效深度Ø6Ø6200 50 1.5 30Ø8Ø8150 50 1.5 35Ø10Ø10120 60 2 40Ø12Ø12120 60 2 40Ø16Ø16100 80 3 45Ø20Ø20100 80 3 455、铰孔时必须检测所使用的铰头的摆动,公差在0.02mm以内时方可加工;铰孔时必须加切削油,当第一个销钉孔铰5-10mm深后必须执行“单节操作”,用销钉试配。
模座销钉紧配,其它板件销钉滑配。
不合格现象不合格原因解决方法太紧、太松铰刀摆动,拿错铰刀,铰刀磨损更换铰刀,更换刀头,夹头有一点紧加工时转速太慢,进给太快加大转速,减小进给有一点松加工时转速太快,进给太慢减小转速,加大进给2、钻孔,选用小于销钉孔直径0.3mm的钻头,(用卡尺测量钻头直径),钻孔深度大于销钉深度10mm,转速、进给如下表:销钉孔径钻头转速进给单啄量有效深度Ø6Ø5.71200 60 1.2 40Ø8Ø7.71000 60 1.5 45Ø10Ø9.7800 80 2 50Ø12Ø11.7600 100 2 50Ø16Ø15.7500 120 2 55Ø20Ø19.7400 150 2 553、钻孔时必须检测所使用的钻头的摆动,公差在0.05MM内时方可加工;当第一个销钉孔钻5-10深后必须执行“单节操作”,用销钉试配,销钉不能放入为合格。
有关模具设计人员选用螺钉、销钉的一些规定为进一步优化模具设计,规范设计人员的工作,尽可能地减轻经营科的工作量,提高模具标准化的程度,特对模具上有关螺钉及销钉的选用做出以下规定。
要求设计人员严格按照以下规定执行。
1.内六角螺钉通过孔尺寸及过孔深度一览表
对钢件而言,螺纹拧入深度L为其公称直径的1倍。
圆柱销的配合长度为其公称直径的2倍。
具体尺寸见下图示例
2.优选的螺钉、销钉规格如下表所示
3.对于选用QB1001所导板紧固用的螺钉统一选用M10*30。
上、下模镶块紧固用的螺钉统一选用M12*40或M16*45,销钉统一选用φ12*40或φ16*50。
级进模模座上数控点孔底孔直径
以上是参照米思米标准内六角螺钉底孔直径.深度做成20就好。
钻床工艺要求与质量标准
1、认真看清图纸确认上工序加工无误后方可进行加工。
所有加工
通孔必须以最合适的钻头均布加工,减少铣工序的加工量,孔
边与孔边之间的距离不能超5mm。
2、所有销钉孔位置必须准确无误,孔与销钉配合不能太松或太紧,
配合公差为:下模0~0.03mm,上模-0.03~0mm。
3、导流槽和下模焊合室的铣工进刀孔深度公差为0.5mm,后空刀
为0.5~1.0mm。
4、钻分流斜孔时必须注意角度和深度,不得超出分流孔外,模具
芯头较大时应小心不能碰伤芯头。
5、钻平模导流槽时,深度公差控制±0.5mm,不能过深或过浅。
6、钻销钉孔时,上模销钉孔的尺寸比销钉直径小>0.15~0.2mm,
深度公差为±0.5mm,下模销钉孔尺寸比销钉直径大<0.02~
0.05mm,上模销钉孔的加工深度按下模止口+1.0mm钻深。
(参
照《模具制造关键部位标化》)
7、¢160mm以上模具必须钻吊孔、攻牙纹。
所有螺孔与销钉都要
用中心钻倒角,并四周均匀。
8、严禁戴手套操作,否则出现工伤事故按安全生产管理条例问责。
圆锥销钉孔的配合公差1. 引言圆锥销钉孔的配合公差是机械工程中的一个重要概念,它涉及到零件的尺寸和形状的控制,对于确保零件的装配和工作性能具有重要意义。
本文将对圆锥销钉孔的配合公差进行详细介绍,包括定义、分类、计算方法、应用等方面的内容。
2. 圆锥销钉孔的定义和分类圆锥销钉孔是指用于安装和定位圆锥销钉的孔。
圆锥销钉是一种常用的机械连接元件,它通过锥形的形状和配合孔的配合公差,实现了零件的连接和定位。
根据零件的要求和使用环境的不同,圆锥销钉孔可以分为以下几种类型:1.H7/g6型配合:圆锥销钉孔的公差为H7,圆锥销钉的公差为g6。
这种配合适用于要求较高的连接和定位精度的场合,如精密仪器、精密机械等。
2.H8/h7型配合:圆锥销钉孔的公差为H8,圆锥销钉的公差为h7。
这种配合适用于一般要求的连接和定位,如普通机械设备、汽车零部件等。
3.H9/h8型配合:圆锥销钉孔的公差为H9,圆锥销钉的公差为h8。
这种配合适用于要求较宽松的连接和定位,如一些低精度的机械设备、家电产品等。
3. 圆锥销钉孔配合公差的计算方法圆锥销钉孔的配合公差可以通过以下方法进行计算:1.基本偏差法:基本偏差法是根据零件的尺寸和公差等级,通过查表或计算得出配合公差的方法。
具体步骤如下:–确定零件的基本尺寸和公差等级。
–查表或计算得到基本偏差。
–根据基本偏差和公差等级,得到配合公差。
2.限制公差法:限制公差法是根据零件的功能和使用要求,通过确定最大和最小公差限制来确定配合公差的方法。
具体步骤如下:–确定零件的功能和使用要求。
–根据要求确定最大和最小公差限制。
–根据最大和最小公差限制,得到配合公差。
3.经验公差法:经验公差法是根据实际经验和类似零件的配合公差,通过类比和调整得出配合公差的方法。
这种方法适用于没有明确规定的情况,但需要注意不同材料和工艺的差异。
4. 圆锥销钉孔配合公差的应用圆锥销钉孔的配合公差在机械工程中有广泛的应用,主要包括以下几个方面:1.连接和定位:圆锥销钉孔的配合公差可以确保圆锥销钉与零件的连接和定位精度,保证零件的装配和工作性能。
销钉孔加工标准
The manuscript was revised on the evening of 2021
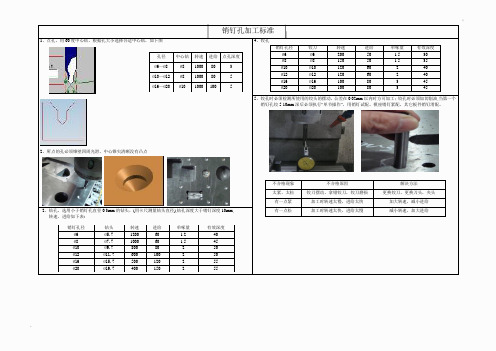
1、点孔,用60度中心钻,根据孔大小选择合适中心钻,如下图
2、所点的孔必须锥壁四周光滑,中心锥尖清晰
没有凸点
孔径
中心
钻
转速
进
给
点孔深
度
6—
8
81000 80 3
10—
12
81000 80 5
16—
20
101000 100 5
4、铰孔
销钉孔径铰刀转速进给单啄量有效深度
66200 50 30
88150 50 35
1010120 60 2 40
1212120 60 2 40
16 16 100 80 3 45
2020100 80 3 45
5、铰孔时必须检测所使用的铰头的摆动,公差在以内时方可加工;铰孔时必须加切削油,当
第一个
销钉孔铰5-10mm深后必须执行“单节操作”,用销钉试配。
模座销钉紧配,其它板件销钉
滑配。
不合格现象不合格原因解决方法
太紧、太松铰刀摆动,拿错铰刀,铰刀磨
损
更换铰刀,更换刀头,夹头
有一点紧加工时转速太慢,进给太快加大转速,减小进给
有一点松加工时转速太快,进给太慢减小转速,加大进给
2、钻孔,选用小于销钉孔直径的钻头,(用卡尺测量钻头直径),钻孔深度大于销钉深度10mm,
转速、进给如下表:
销钉孔径钻头转速进给单啄量有效深度
61200 60 40
81000 60 45
10800 80 2 50
12600 100 2 50
16 500 120 2 55
20400 150 2 55
3、钻孔时必须检测所使用的钻头的摆动,公差在内时方可加工;当第一个销钉孔钻5-10深后必须执
行“单节操作”,用销钉试配,销钉不能放入为合格。
钻孔时必须加水,水管对准钻头。
不合格原因1、拿错钻头2、钻头摆动大3、钻头中心偏,钻头磨损
解决方法1、更换正确钻头目2、更换夹头,重新检测3、更换钻头,重
新研磨。
6、加工完每一类销钉后,必须要用销钉实配检测最后一个孔。
模座销钉紧配,(左手放直导向,用公斤重铜棒用力敲入,如下图左)
其它板件销钉滑配(用手按入1/3用公斤重铜棒轻轻敲入不晃动为合格,如下图右)。