金属切削的基本要素
- 格式:pptx
- 大小:2.84 MB
- 文档页数:106


金属切削过程的三个要素
切削加工是一种常见的金属加工方法,其三要素是切削速度、进给量和切削深度。
它们分别代表如下含义:1. 切削速度:是指在单位时间内切削刃与工件接触的线速度。
切削速度的大小直接影响材料的切削热,对切削加工质量、刀具的使用寿命、切削力等都有重要影响。
2. 进给量:是指在单位时间内切削刃向工件进给的距离。
进给量的大小影响切屑的形态、切削力和表面粗糙度等。
3. 切削深度:是指刀具在一次切削中切削刃进入工件的深度。
切削深度的大小影响切屑的形态、表面质量、加工时间和切削力等。
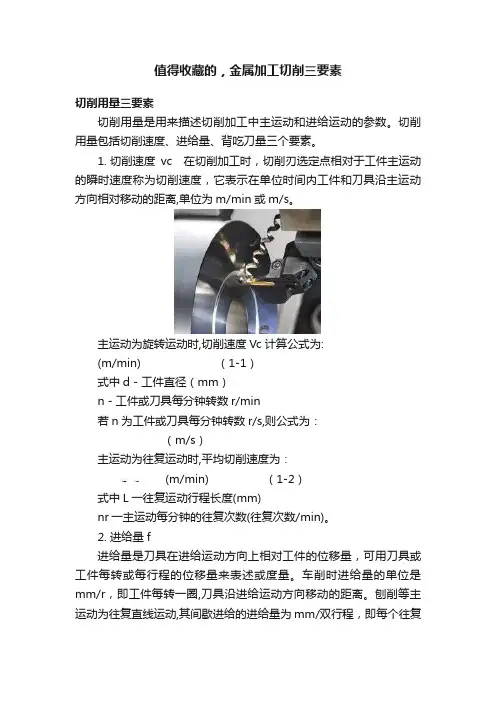
值得收藏的,金属加工切削三要素切削用量三要素切削用量是用来描述切削加工中主运动和进给运动的参数。
切削用量包括切削速度、进给量、背吃刀量三个要素。
1.切削速度vc 在切削加工时,切削刃选定点相对于工件主运动的瞬时速度称为切削速度,它表示在单位时间内工件和刀具沿主运动方向相对移动的距离,单位为m/min或m/s。
主运动为旋转运动时,切削速度Vc计算公式为:(m/min) (1-1)式中d-工件直径(mm)n-工件或刀具每分钟转数r/min若n为工件或刀具每分钟转数r/s,则公式为:(m/s)主运动为往复运动时,平均切削速度为:(m/min) (1-2)式中L一往复运动行程长度(mm)nr一主运动每分钟的往复次数(往复次数/min)。
2. 进给量f进给量是刀具在进给运动方向上相对工件的位移量,可用刀具或工件每转或每行程的位移量来表述或度量。
车削时进给量的单位是mm/r,即工件每转一圈,刀具沿进给运动方向移动的距离。
刨削等主运动为往复直线运动,其间歇进给的进给量为mm/双行程,即每个往复行程刀具与工件之间的相对横向移动距离。
单位时间的进给量,称为进给速度,车削时的进给速度vf 计算公式为:(mm/min或mm/s) (1-3)铣削时,由于铣刀是多齿刀具,进给量单位除mm/r外,还规定了每齿进给量,用az表示,单位是(mm/z),vf、f、az三者之间的关系为:(1-4)z为多齿刀具的齿数。
3. 背吃刀量(切削深度)ap背吃刀量ap是指主刀刃工作长度(在基面上的投影)沿垂直于进给运动方向上的投影值。
对于外圆车削,背吃刀量ap等于工件已加工表面和待加工表面之间的垂直距离(见图1-4),单位为mm 。
即图1-4 切削层参数(1-5)式中 dw-待加工表面直径dm-已加工表面直径切削用量三要素对刀具寿命影响的大小,按顺序为Vc、f、ap。
因此,从保证合理的刀具寿命出发,在确定切削用量时,首先应采用尽可能大的背吃刀量ap;然后再选用大的进给量f;最后求出切削速度Vc。
第一章金属切削加工的根本学问教学方法导入课:金属切削加工,通常又称为机械加工,是通过刀具与工件之间的相对运动,从毛坯上切除多余的金属,从而获得合格零件的加工方法。
切削加工的根本形式有:车、铣、刨、磨、钻等,包括钳工加工〔錾、锉、锯、刮削、钻孔、铰孔、攻丝、套丝等〕一般状况下,通过铸造、锻造、焊接及轧制的型材毛坯精度低和外表粗糙度大,必需进展切削加工才能成为零件。
本章主要介绍金属切削加工中的根本规律和现象。
讲授课:第一节金属切削加工的根本概念一、切削运动和切削要素1、切削运动切削运动是为了形成工件所必需的刀具和工件之间的相对运动。
切削运动按其作用不同,分为主运动和进给运动。
(1)主运动是切削运动中速度最高、消耗功率最大的运动;一般切削运动中,主运动只有一个。
各种机械加工的主运动:车削:工件的旋转铣削:铣刀的旋转刨削:刨刀〔牛头刨〕或工件〔龙门刨〕的往复直线运动钻削:刀具〔钻床上〕或工件〔车床上〕的旋转。
(2)进给运动是使的切削层金属不断地投入切削,从而切出整个外表的运动;进给运动可以是一个或多个。
各种机械加工的进给运动:车削:刀具的移动铣削:工件的移动钻孔:钻头沿轴向移动内外圆磨削:工件旋转和移动切削加工过程中,为实现机械化和自动化,提高效率,除切削运动外,还需要关心运动。
如切入运动,空程运动,分度转位运动、送夹料运动及机床掌握运动等。
切削过程中形成三个外表:待加工外表、加工外表、已加工外表2、切削要素包括切削用量和切削层横截面要素。
(1)切削用量三要素1)切削速度v是主运动的线速度〔m/s 或m/min 〕a = d w旋转主运动:2) 进给速度 v f 或进给量 fv f :单位时间内刀具对工件沿进给方向的相对位移〔 mm/s或 mm/min 〕进给量 f :工件或刀具每转一周,刀具对工件沿进给方向的相对位移。
〔mm/r 〕切削时间 t = L/v f = L/nf3〕背吃刀量 a p 〔切削深度〕工件已加工外表和待加工外表的垂直距离〔mm 〕 教学方法 外圆车削: - d p 2钻孔: a = d mp 2合成切削运动 :v e = v +v f 〔向量的关系〕(2) 切削层横截面要素切削层是指刀具与工件相对移动一个进给量时,相邻两个加工外表之间的金属层,切削层的轴向剖面称为切削层横截面。
金属切削的基础知识金属切削是一种通过切削工具在金属工件上施加力量,使其产生剪切应力,从而剥离所需形状的金属层的加工方法。
它是目前最常用和广泛应用的金属加工方式之一。
以下是金属切削的基础知识:1. 切削工具:切削工具通常由硬质材料制成,如高速钢、硬质合金等。
常见的切削工具包括刀片、钻头、铣刀等。
刀具的选择根据加工材料、加工形状和加工质量要求等因素进行。
2. 切削速度:切削速度是指在单位时间内切削刀具工作部分对工件的相对运动速度。
它是影响切削加工效果和刀具寿命的重要因素。
通常以米每分钟(m/min)作为单位。
3. 进给速度:进给速度是指切削刀具沿工件表面移动的速度。
它决定了每分钟进给长度。
进给速度的选择需要考虑切削深度、加工精度和刀具强度等因素。
4. 切削深度:切削深度是指切削刀具在每次切削中从工件表面剥离金属的厚度。
切削深度越大,切削力也会增加,刀具磨损加剧。
因此,切削深度的选择要根据材料性质、刀具强度和加工要求等综合考虑。
5. 切削力:切削力是指在切削过程中作用在切削刀具上的力。
它是切削加工过程中的重要力学参数,会影响刀具的磨损和加工精度。
切削力的大小与切削厚度、切削速度、切削角度和材料硬度等因素密切相关。
6. 刀具磨损:切削刀具在切削过程中会不可避免地发生磨损。
刀具磨损会使切削力增加、切削质量下降,并且降低了刀具的寿命。
因此,定期更换和修磨切削刀具是保证加工质量和生产效率的重要措施。
7. 切削液:切削液是指在金属切削过程中加入的一种液体。
它主要用于降低切削温度、润滑切削表面、冲洗切削区域,以减少金属切削时产生的摩擦和热量。
良好的切削液选择能够有效地提高加工质量和刀具寿命。
金属切削是工业生产中广泛应用的加工方式之一,掌握金属切削的基础知识对于提高加工质量、降低生产成本具有重要意义。
因此,对于从事金属加工的工作者来说,了解切削工具、切削速度、进给速度、切削深度、切削力、刀具磨损以及切削液等基础知识是十分必要的。
第1章金属切削基本要素1.1 切削运动及切削用量1.2 刀具角度1.3 切削层参数1.4 刀具材料1.1 切削运动及切削用量1. 零件表面的形成及切削运动2. 切削用量1. 零件表面的形成及切削运动机器零件的形状虽很多,主要由下列几种表面组成,即外圆面、内圆面(孔)、平面和成形面。
外圆面和内圆面(孔)是以某一直线为母线,以圆为轨迹,作旋转运动时所形成的表面。
平面是以一直线为母线,以另一直线为轨迹,作平移运动时所形成的表面。
成形面是以曲线为母线,以圆或直线为轨迹,作旋转或平移运动时所形成的表面。
l切削运动包括主运动(图中Ⅰ)和进给运动(图中Ⅱ)。
1) 主运动是切下切屑最基本的运动;2) 进给运动是使金属层不断投入切削的运动。
图1-1 零件不同表面加工时的切削运动图1-2 车外圆的切削要素2. 切削用量(1)切削速度υ在单位时间内,工件和刀具沿主运动方向的相对位移。
单位为m/s或m/min。
(2)进给量工件或刀具运动在一个工作循环(或单位时间)内,刀具与工件之间沿进给运动方向的相对位移。
(3)切削深度a p待加工表面与已加工表面间的垂直距离,单位为mm。
1.2 刀具角度1. 刀具切削部分的结构要素2. 刀具角度参考系3. 刀具的标注角度图1-3各种刀具切削部分的形状1. 刀具切削部分的结构要素图1-4刀具切削部分的构造要素2. 刀具角度参考系(1)刀具切削角度的参考平面1)切削平面2)基面(2)刀具标注角度的参考系图1-5 刀具切削角度的示意图图1-6 横车的基面和切削平面图1-7 刀具标注角度的参考系图1-8 纵(横)剖面参考系图1-9 各参考系的参考平面图1-10 车刀的标注角度3. 刀具的标注角度图1-11 横向进给运动对工作角度的影响图1-12 外圆车刀的工作角度图1-13 刀尖安装高低对工件角度的影响1.3 切削层几何参数切削层是指工件上正被切削刃切削的一层材料,即两个相邻加工表面之间的那层材料。
第十一章金属切削加工的基础知识金属切削加工是指在机床上,利用刀具,通过刀具与工件之间的相对运动,从工件上切下多余的余量,从而形成已加工表面的加工方法。
第一节切削运动和切削要素一、切削运动为了切除工件上多余的金属,以获得形状精度、尺寸精度和表面质量都符合要求的工件,刀具与工件之间必须作相对运动——切削运动(图11-1)。
根据这些运动对切削加工过程所起作用的不同,可分为主运动和进给运动。
1、主运动主运动是切下切屑所需要的最基本的运动。
它可以是旋转运动,也可以是直线运动。
它是切削运动中速度最高、消耗功率最大的运动。
任何切削过程必须有一个,也只有一个主运动。
它可由工件完成,也可由刀具完成。
2、进给运动进给运动是使金属层不断投入切屑,从而加工出完整表面所需要的运动。
进给运动可能有一个或几个。
运动形式有平移的、旋转的,有连续的、间歇的。
如图11-1所示为典型的切屑运动。
二、切削要素切削要素包括切削用量要素和切削层尺寸平面要素。
下面以车削加工为例介绍这些要素。
1、切削用量要素车削加工时形成三种表面:待加工表面、已加工表面和过渡表面。
如图11-2所示。
以上三种表面的形成,涉及到三个基本参数,即切削速度、进给量、背吃刀量。
此三个基本参数称为切削用量三要素。
(1)切削速度 在进行切削加工时,刀具切削刃选定点相对于工件主运动的瞬时速度,称为切削速度,单位为/m s 。
车削加工时主运动为旋转运动,切削速度为最大线速度。
100060c dnV π=⨯式中:d ——工件待加工表面直径,mm ;n ——工件转速, /min r ;(2)进给量 刀具在进给方向上相对工件的位移量,称为进给量,用“f ”表示,单位为/mm r 。
车削加工时刀具的进给量为工件每转一转刀具沿进给运动方向移动的距离。
(3)切削深度(旧称背吃刀量) 指待加工表面与已加工表面的垂直距离,用“P a ”表示,单位mm 。
车削圆柱时:2w m P d d a -= 式中 w d ——待加工表面直径,mm ;m d ——已加工表面直径,mm 。