模具寿命管理明细表【精编】
- 格式:docx
- 大小:24.25 KB
- 文档页数:4
刀模使用寿命记录表
刀模使用寿命记录表是一个用于记录刀模使用寿命的表格,用
于跟踪和管理刀模的使用情况,以便于及时进行维护和更换。
以下是一个可能的刀模使用寿命记录表的示例:
序号刀模编号客户名称刀模类型生产批次使用次
数裂纹/损伤情况维修/更换时间
1 DM001 客户1 模具A 批次1 10 无 -
2 DM002 客户2 模具B 批次2 5 有 2021-01-10
3 DM003 客户3 模具A 批次1 15 无 -
4 DM001 客户1 模具B 批次2 8 有 2021-02-05
5 DM002 客户2 模具A 批次2 12 无 -
在这个示例中,每一行代表一个刀模的使用情况。
每个字段的
含义如下:
- 序号:刀模使用寿命记录的序号
- 刀模编号:刀模的唯一标识符
- 客户名称:使用该刀模的客户名称
- 刀模类型:刀模的类型或模具种类
- 生产批次:使用该刀模进行生产的批次或订单号
- 使用次数:该刀模已经使用的次数
- 裂纹/损伤情况:刀模是否有裂纹或损伤,有则记录“有”,无则记录“无”
- 维修/更换时间:如果刀模需要维修或更换,则记录维修或更换的日期
通过填写和更新刀模使用寿命记录表,企业可以清楚地了解每个刀模的使用情况和损耗情况,以便及时进行维护和更换,减少生产中的损失。
提高模具寿命应用技术实例的评论 5编者按: 随着模具工业的不断发展,模具的应用越来越广泛。
目前国内大多数模具企业,模具的使用寿命还比较低,而且缺乏对模具寿命管理的理论认识和指导依据,这不仅会影响模具冲压生产的产品质量,而且会造成模具材料、加工工时等成本的巨大浪费,增加产品的成本并降低生产效率,严重影响模具企业产品市场的竞争力。
摘要: 本文从模具寿命的概念入手,说明了模具的失效形式及原理,通过对影响模具寿命的各方面因素进行分析,提供了模具寿命管理的有效方法和可靠数据。
关键词: 模具寿命模具使用寿命模具失效模具维修寿命管理一、模具寿命的概念原理模具寿命是指在保证制件品质的前提下,模具所能达到的生产次数(冲压次数、成型次数)。
它包括反复刃磨和更换易损件,直至模具的主要部分更换所成形的合格制件总数。
模具使用寿命:模具已经生产的次数。
模具的失效分为非正常失效和正常失效。
非正常失效(早期失效)是指模具未达到一定的工业水平下公认的寿命时就不能工作。
早期失效的形式有塑性变形、断裂、局部严重磨损等。
正常失效是指模具经大批量生产使用,因缓慢塑性变形或较均匀地磨损或疲劳断裂而不能继续工作。
1.模具正常寿命模具正常失效前,生产出的合格产品的数目,叫模具正常寿命,简称模具寿命,模具首次修复前生产出的合格产品的数目,叫首次寿命;模具一次修复后到下一次修复前所生产出的合格产品的数目,叫修模寿命。
模具寿命是首次寿命与各次修复寿命的总和。
2.模具失效形式及原理模具种类繁多,工作状态差别很大,损坏部位也各异,但失效形式归纳起来大致有三种,即磨损、断裂、塑性变形。
①.磨损失效模具在工作时,与成形坯料接触,产生相对运动。
由于表面的相对运动,接触表面逐渐失去物质的现象叫磨损。
磨损失效可分以下几种:a. 疲劳磨损两接触表面相对运动时,在循环应力(机械应力与热应力)的作用下,使表面金属疲劳脱落的现象称为疲劳磨损。
b. 气蚀磨损和冲蚀磨损金属表面的气泡破裂,产生瞬间的冲击和高温,使模具表面形成微小麻点和凹坑的现象叫气蚀磨损。
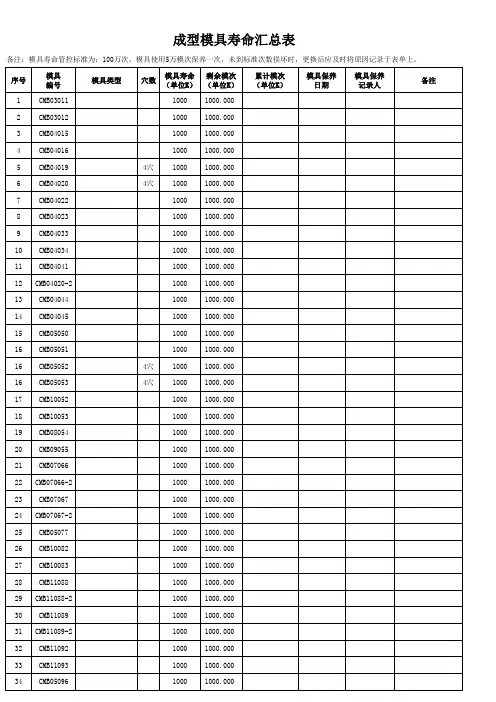

模具使用寿命标准表因各种因素而异,例如模具材料、模具结构、产品形状和尺寸、生产环境等。
以下是一些常见的模具使用寿命标准表,供您参考:
1.塑料模具使用寿命标准表:
●热流道系统:100万次以上
●大型注塑模具:30万次以上
●中小型注塑模具:10万次以上
●透明制品注塑模具:5万次以上
2.铝合金压铸模具使用寿命标准表:
●短周期模具:50万次以上
●中长周期模具:100万次以上
●长周期模具:200万次以上
3.冲压模具使用寿命标准表:
●钣金冲压模具:5-20万次
●塑性成形模具:20-50万次
●气动模具:100万次以上
需要注意的是,以上标准表只是一个大致的参考值,实际的模具使用寿命还需要根据具体情况进行评估。
在使用模具时,应定期检查和保养模具,及时发现和解决问题,以延长模具的使用寿命。
刀具涂层有哪些
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
涂层刀具是在强度和韧性较好的硬质合金或高速钢(HSS)基体表面上,利用气相沉积方法涂覆一薄层耐磨性好的难熔金属或非金属化合物(也可涂覆在陶瓷、金刚石和立方氮化硼等超硬材料刀片上)而制备的。
涂层作为一个化学屏障和热屏障,减少了刀具与工件间的扩散和化学反应,从而减少了基体的磨损。
涂层刀具具有表面硬度高、耐磨性好、化学性能稳定、耐热耐氧化、摩擦系数小和热导率低等特性,切削时可比未涂层刀具寿命提高3~5倍以上,提高切削速度20%~70%,提高加工精度0.5~1级,降低刀具消耗费用20%~50%。
现状
涂层刀具已成为现代切削刀具的标志,在刀具中的使用比例已超过50%。
切削加工中使用的各种刀具,包括车刀、镗刀、钻头、铰刀、拉刀、丝锥、螺纹梳刀、滚压头、铣刀、成形刀具、齿轮滚刀和插齿刀等都可采用涂层工艺来提高它们的使用性能。
类别
涂层刀具有四种:涂层高速钢刀具,涂层硬质合金刀具,以及在陶瓷和超硬材料(金刚石或立方氮化硼)刀片上的涂层刀具。
但以前两种涂层刀具使用最多。
在陶瓷和超硬材料刀片上的涂层是硬度较基体低的材料,目的是为了提高刀片表面的断裂韧度(可提高10%以上),可减少刀片的崩刃及破损,扩大应用范围。
新型涂层技术
Ti-Al-X-N新型涂层技术是利用气相沉积方法在高强度工具基体表面涂覆几微米高硬度、高耐磨性难熔Ti-Al-X-N涂层,从而达到减少刀具磨损,延长寿命,提高切削速度的目的。
它是高档数控机床与基础制造装备国家重大专项课题取得的重要成果。
涂层方法
生产上常用的涂层方法有两种:物理气相沉积(PVD) 法和化学气相沉积(CVD) 法。
前者沉积温度为500℃,涂层厚度为2~5μm;后者的沉积温度为900℃~1100℃,涂层厚度可达5~10μm,并且设备简单,涂层均匀。
因PVD法未超过高速钢本身的回火温度,故高速钢刀具一般采用PVD法,硬质合金大多采用CVD法。
硬质合金用CVD法涂层时,由于其沉积温度高,故涂层与基体之间容易形成一层脆性的脱碳层(η相),导致刀片脆性破裂。
近十几年来,随着涂覆技术的进步,硬质合金也可采用PVD法。
国外还用PVD/CVD 相结合的技术,开发了复合的涂层工艺,称为PACVD法(等离子体化学气相沉积法)。
即利用等离子体来促进化学反应,可把涂覆温度降至400℃以下(涂覆温度已可降至180℃~200℃),使硬质合金基体与涂层材料之间不会产生扩散、相变或交换反应,可保持刀片原有的韧性。
据报道,这种方法对涂覆金刚石和立方氮化硼(CBN)超硬涂层特别有效。
涂层材料
涂层材料须具有硬度高、耐磨性好、化学性能稳定、不与工件材料发生化学反应、耐热耐氧化、摩擦因数低,以及与基体附着牢固等要求。
显然,单一的涂层材料很难满足上述各项要求。
所以硬质涂层材料已由最初只能涂单一的TiC、TiN、Al2O3,进入到开发厚膜、复合和多元涂层的新阶段。
新开发的TiCN、TiAlN、TiAlN多元、超薄、超多层涂层与TiC、TiN、Al2O3等涂层的复合,加上新型的抗塑性变形基体,在改善涂层的韧性、涂层与基体
的结合强度、提高涂层耐磨性方面有了重大进展。
又突破了在硬质合金基体上涂覆金刚石薄膜技术,全面提高了刀具的性能。
工艺最成熟和应用最广泛的硬质涂层材料是TiN,但TiN与基体结合强度不及TiC涂层,涂层易剥落,且硬度也不如TiC高,在切削温度较高时膜层易氧化而被烧蚀。
TiC涂层有较高的硬度与耐磨性,抗氧化性也好,但其性脆,不耐冲击。
TiCN兼有TiC和TiN两种材料的优点,它在涂覆过程中可通过连续改变C、N的成份控制TiCN性质,并形成不同成份的多层结构,可降低涂层的内应力,提高韧性,增加涂层的厚度,阻止裂纹的扩展,减少崩刃。
所以,生产的一些刀片,如瑞典Sandvik公司推荐用于加工钢料的GC4000系列刀片、中国株洲硬质合金厂生产的CN系列刀片、日本东芝公司的T715X和T725X涂层刀片中均有TiCN涂层成份。
TiCN基涂层适于加工普通钢、合金钢、不锈钢和耐磨铸铁等材料,用它加工工件时的材料切除率可提高2~3倍。
硬质涂层
TiAlN、CrN、TiAlCrN是开发的硬质涂层新材料。
TiAlN涂层刀片已商品化。
它的化学稳定性和抗氧化磨损性能好,用其加工高合金钢、不锈钢、钛合金和镍合金时的刀具寿命可比TiN涂层高3~4倍。
此外,TiAlN涂层中如果有合适的铝浓度,切削时在刀具前刀面和切屑的界面上还会产生一层硬质的惰性保护膜,该膜有较好的隔热性,可更有效地用于高速切削。
例如,美国Kennametal公司推出的H7刀片,系TiAlN涂层,是专为高速铣削合金钢、高合金钢和不锈钢等高性能材料而设计的。
CrN是一种无钛涂层,适于切削钛和钛合金、铜、铝以及其它软材料,化学稳定性好,不产生粘屑。
TiAlCrN是一种梯度结构涂层,不仅具有高的韧性和硬度,而且摩擦因数也较小,适用于铣刀、滚刀、丝锥等多种刀具,切削性能明显优于TiN。
氮化钛涂层
德国某公司开发了Supernitride涂层系列,其中超级氮化钛涂层有很高的含铝量,可形成稳定的氧化层(氧化温度达1000℃),它比一般的TiAlN涂层更硬、更致密、更耐高温,适用于高速切削、干式切削和硬切削的刀具,可加工硬度高达58HRC以上的淬火钢。
纳米涂层
此外,纳米超薄膜涂层工艺已日趋成熟。
据报道,日本某公司推出了一种高速强力型钻头,它是在韧性好的K类(WC+Co)硬质合金基体上交互涂覆了1,000层TiN和AlN超薄膜涂层,涂层厚度约2.5微米。
使用表明,该钻头的抗弯强度与断裂韧性可大幅度提高,其硬度则与CBN相当,刀具寿命可提高2倍左右。
该公司还开发出ZX涂层立铣刀,超薄膜镀层数达2,000层,每层厚度约1nm,用该立铣刀加工60HRC的高硬度材料,刀具寿命远高于TiCN和TiAlN涂层刀具。
第八届中国国际机床展览会(CIMT2003)上,瑞士某公司推出的纳米结构涂层(AITiN/SiN) 立铣刀,其涂层硬度为45GPa,氧化温度1100℃,切削对比试验表明,其寿命比TiN涂层立铣刀高3倍,比TiAlCN涂层立铣刀高2倍。
除上述AITiN/SiN、TiAlCN新涂层外,还有特定功能的涂层,如MoS2、DLC润滑涂层,其摩擦因数小(0.05),适于涂覆丝锥、钻头等刀具,可改善排屑性能,或者作为复合涂层的表面涂层,减少切屑的粘结。
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.。