立磨加压系统使用说明
- 格式:pdf
- 大小:589.88 KB
- 文档页数:12
立磨液压系统的正确使用与维护本文结合立磨液压系统的液压原理,具体介绍了该类型的液压系统的安装、使用和维护1.0前言随着我国经济的快速飞升,高速公路、高速铁路等大型工程项目的不断上马,市场对高质量水泥的需求量不断增加,这给水泥制造厂家带来了巨大的商机,设备基本上是满负荷24小时连续运转,特殊是设备中的重要环节之一的磨机,由于其主要动力是由液压系统供应的,而液压系统相对较为娇贵,正确使用和维护,是保障其正常工作的前提。
笔者依据实际工作经验,在此就立磨液压系统的使用和维护浅加论述,仅供同行们借鉴和参考。
2.0液压系统的原理以及组成2.1液压原理图2.2液压系统的组成:1)油位油温计 2)吸油滤油器 3)空气滤清器 4)电动机 5)液压泵 6)高压滤油器 7)溢流阀 8手动换向阀9)截止阀(板式) 10)液控单向阀11)压力表12)压力表开关13)安全阀14)截止阀(管式)15)主拉油缸16)修理油缸17)蓄能器18)双向平衡阀2.3工作原理:通过电机带动液压油泵,将电能转换成液压能,通过换向阀等掌握元件驱动执行机构——液压缸转换成机械能驱动负载,在蓄能器的保压下,为立磨磨辊供应较为长久的驱动力。
3.0液压系统主要液压元件的作用和功能:3.1油位油温计:通过它可以精确的了解系统油箱内液面的高度,便于随时加油,防止油泵吸空。
温度计可以近似了解油箱内油液的温度。
3.2吸油滤油器:油泵通过它吸取油箱内的油液,可以将油液中较大的颗粒物滤掉,保护油泵,和整个液压系统不受污染。
3.3空气滤清器:向油箱内加油的装置,通过它加油可以将油液中的较大的颗粒物滤掉,防止污染系统油液。
同时是系统工作时油箱与大气的联通口。
3.4液压泵:系统的动力元件,吸进油液,排出高压油液。
将电能转化为液压能的元件。
本类型的系统一般均采用高压齿轮泵。
3.5高压滤油器:油泵通过它将清洁度标准很高的油液泵人各掌握元件和系统的执行元件。
保证系统的清洁度,延长系统各掌握元件和执行元件的使用寿命。
立磨液压系统使用手册解读12020年4月19日立式磨机加压液压系统使用说明书北京中冶迈克液压有限责任公司12月22日用户手册前言本手册是用来让用户熟悉立磨液压系统并正确的使用该系统。
如从事以下作业的人员:现场电气操作人员,液压站维护人员及现场调试人员需仔细阅读。
对于使用本设备的人员,在其运行相关作业前,该液压系统的用户必须告知其本手册的内容,特别是安全说明。
包括有关本元件/液压22020年4月19日系统安全、正确和经济运行的重要信息。
仔细阅读这些内容将有助于避免危险的发生。
降低维修成本并缩短检修所造成的停工期。
提高元件液压系统的可靠性并延长其使用寿命。
说明LMJ-11Y型液压站是为实现液压弹簧作用的机械提供稳定、可靠的压力。
该系统采用间歇工作制。
LMJ-11Y型液压系统由三部分组成:加压液压站、润滑液压站和锁风液压站一立磨加压液压站1.1主要技术参数系统额定压力:15MPA额定流量:67L/min电机功率:22WK/1460rpm/380V/60Hz电磁铁电压:AC220V介质清洁度:NAS 9级适用介质:抗磨液压油VG4632020年4月19日1.2工作原理LMJ-11Y型立磨加压液压站有油箱、高压油泵装置、油路控制块、蓄能器装置、过滤器、仪表装置、管道、阀门等组成。
本LMJ-11Y型立磨加压液压站工作时,油液由高压泵(13.1从油箱(6.1吸出,经高压油滤器(17.1过滤,当压力超过15MPA时压力有起保护作用的15MPA的溢流阀(22.1)泄掉。
1.过滤时:电机启动所有电磁阀不通电,油经高压过滤器(17.1)换向阀(21.1)和9.1处的单向阀回油箱,起到循环过滤作用。
(高压滤芯是一次性不可清洗,应定期更换新的滤芯)2.抬辊时:Y1(21.1)通电(P通B),油经节流阀23.1单向阀24.1和截止阀35.2去无杆腔,(活塞杆伸出)Y6(26.1)通电关闭充液阀,同时Y4(29.1)通电使液控单向阀打开,有杆腔的油经液控单向阀(30,1)回油箱。
立磨操作流程一.开机流程1.在接到生产处的开机指令后,在确认所有设备,计算机DCS系统处于备妥状态。
2.开启原料除铁→原料皮带→原料倒料皮带。
待料到90T,停止上料。
3.暖磨,通知热风炉升温,待温度到730°C→780°C,拉风暖磨。
调节冷热风阀门开度,控制热风炉负压,待进磨温度达到250°C左右,出磨温度105°C。
暖磨成功i,暖磨时,开启油站→密封风机→系统风机。
4.开启设备:(1)收尘机组,开启库顶收尘→斜槽风机→入库提升机→斜槽风机→主收尘器。
(2)立磨机组,开启二道锁风阀→选粉机开启给定数值→入磨除铁→入磨三号皮带→入磨二号皮带。
(3)排渣组,开启排渣提升机→排渣除铁器→排渣皮带。
(4)启动主电机,龙门阀提起到100%位置。
5.投料生产开启皮带秤→待料以30T台时入磨150秒形成15厘米厚料层→开启喷水→落辊加压→迅速拉风,调节各个阀门开关度,密切关注排渣皮带上的料多少,调节选粉机转速,待磨正常运行后,增加产量,调节选粉机转速。
二.关机流程1.在接到生产处的停机命令后。
2.通知热风炉压火→降温。
3.停水,通知现场工人,关水阀,止料。
4.待入磨皮带没有料时→停二号皮带和除铁器→停三号皮带和除铁器→减压,降风,降选粉机,保持比例与稳定,待振动后抬辊至高限位。
5.待回渣皮带没有料后→关回渣皮带及除铁器→回渣提升机。
6.关闭二道锁风阀→关系统风机→关闭选粉机→关闭主电机。
7.待入库提升机电流降至最低时→停主收尘器→斜槽风机→入仓提升机→库顶斜槽风机→库顶收尘风机→库顶收尘器。


高压辊式立磨的液压系统简介
立式磨机是广泛使用的粉磨设备,具有能耗低、效率高、铁损少等优点。
其基本工作原理是通过磨辊与磨盘间的高压与相对运动将颗粒物料研磨成粉末。
液压系统是立磨的重要组成部分,磨辊对物料的研磨压力主要由液压系统提供。
本文主要介绍高压辊式立磨的液压加压系统。
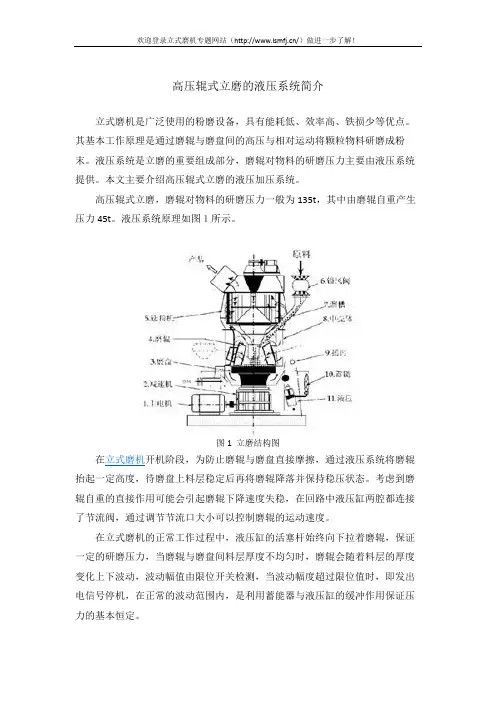
高压辊式立磨,磨辊对物料的研磨压力一般为135t,其中由磨辊自重产生压力45t。
液压系统原理如图1所示。
图1 立磨结构图
在立式磨机开机阶段,为防止磨辊与磨盘直接摩擦,通过液压系统将磨辊抬起一定高度,待磨盘上料层稳定后再将磨辊降落并保持稳压状态。
考虑到磨辊自重的直接作用可能会引起磨辊下降速度失稳,在回路中液压缸两腔都连接了节流阀,通过调节节流口大小可以控制磨辊的运动速度。
在立式磨机的正常工作过程中,液压缸的活塞杆始终向下拉着磨辊,保证一定的研磨压力,当磨辊与磨盘间料层厚度不均匀时,磨辊会随着料层的厚度变化上下波动,波动幅值由限位开关检测,当波动幅度超过限位值时,即发出电信号停机,在正常的波动范围内,是利用蓄能器与液压缸的缓冲作用保证压力的基本恒定。
本文转自立式磨机专题网站:/,欢迎您登录本网站对立式磨机做进一步了解。
立磨液压系统使用手册解读————————————————————————————————作者: ————————————————————————————————日期:立式磨机加压液压系统使用说明书北京中冶迈克液压有限责任公司2010年12月22日用户手册前言本手册是用来让用户熟悉立磨液压系统并正确的使用该系统。
如从事以下作业的人员:现场电气操作人员,液压站维护人员及现场调试人员需仔细阅读。
对于使用本设备的人员,在其运行相关作业前,该液压系统的用户必须告知其本手册的内容,特别是安全说明。
包括有关本元件/液压系统安全、正确和经济运行的重要信息。
仔细阅读这些内容将有助于避免危险的发生。
降低维修成本并缩短检修所造成的停工期。
提高元件液压系统的可靠性并延长其使用寿命。
说明LMJ-11Y型液压站是为实现液压弹簧作用的机械提供稳定、可靠的压力。
该系统采用间歇工作制。
LMJ-11Y型液压系统由三部分组成:加压液压站、润滑液压站和锁风液压站一立磨加压液压站1.1主要技术参数系统额定压力:15MPA额定流量:67L/min电机功率:22WK/1460rpm/380V/60Hz电磁铁电压:AC220V介质清洁度:NAS 9级适用介质:抗磨液压油VG461.2工作原理LMJ-11Y型立磨加压液压站有油箱、高压油泵装置、油路控制块、蓄能器装置、过滤器、仪表装置、管道、阀门等组成。
本LMJ-11Y型立磨加压液压站工作时,油液由高压泵(13.1从油箱(6.1吸出,经高压油滤器(17.1过滤,当压力超过15MPA时压力有起保护作用的15MPA的溢流阀(22.1)泄掉。
1.过滤时:电机启动所有电磁阀不通电,油经高压过滤器(17.1)换向阀(21.1)和9.1处的单向阀回油箱,起到循环过滤作用。
(高压滤芯是一次性不可清洗,应定期更换新的滤芯)2.抬辊时:Y1(21.1)通电(P通B),油经节流阀23.1单向阀24.1和截止阀35.2去无杆腔,(活塞杆伸出)Y6(26.1)通电关闭充液阀,同时Y4(29.1)通电使液控单向阀打开,有杆腔的油经液控单向阀(30,1)回油箱。
HY17-22-350MD立式磨机液压站使用说明书目录一、摘要二、液压站原理图及说明三、安装说明书四、试车运行准备五、检修、维护说明书北京中冶力通液压环保设备有限公司一、摘要一种立式磨机磨辊加压液压站,主要用于立式磨机磨辊加压油缸及检修油缸加压及运动方向的控制,其液压站的主要部分是由油箱、泵电机组、液压油路控制阀组、液压表、滤油器及液压油管组成。
本液压站是手动控制液压站,液压站油泵在工作中采用间歇工作制,立式磨机由于采用了液压系统间歇工作控制所以立式磨机在工作中大大的节约能源。
二、液压站原理图及说明立式磨机磨辊加压液压站,其特征在于包括油箱1、电机5、齿轮泵6、滤油器2、液位仪3、空气滤清器4、压力过滤器7、溢流阀8、手动换向阀9、液控单向阀10、板式球阀11、球芯截止阀12.1、球芯截止阀12.2、球芯截止阀12.3、球芯截止阀12.4、球芯截止阀12.5、球芯截止阀12.6、球芯截止阀12.7、球芯截止阀12.8、球芯截止阀12.9、球芯截止阀12.10、压力表13(元件序号以液压站原理图为准)。
附图一立式磨机磨辊加压液压站原理示意图附图二立式磨机磨辊加压液压站外形示意图请参阅附图一所示,立式磨机磨辊加压液压站其工作原理是电机5通过联轴器带动齿轮泵6经过滤油器2从油箱1内吸油,齿轮泵6输出的高压油进入压力过滤器7,经过压力过滤器7过滤后高压油经高压油管进入控制阀块,进入控制阀块的高压油进入溢流阀8的P口,溢流阀8的作用是调节液压站的工作压力,另一路高压油进入手动换向阀9的P 口,从手动换向阀9的A口出来进入液控单向阀10从控制阀块出来经过球芯截止阀12.1进入高压油管,通过球芯截止阀12.2、球芯截止阀12.3进入液压系统油管到主油缸的有杆腔及蓄能器,此时磨辊在主油缸活塞杆的拉动下开始工作。
同时主油缸无杆腔的油通过液压系统油管进入球芯截止阀12.6、球芯截止阀12.7进入手动换向阀9的B口,从手动换向阀9的T口出来到油箱1,这个过程就是立式磨机在磨料时液压站的工作过程。
立磨操作使用说明(MPS3150立式辊磨机)目录1、前言MPS立式辊磨机系我厂引进西德非凡兄弟公司的先进粉磨技术。
是目前公认的节能型高效粉磨设备。
该磨机是在精心监测下制造的新型产品,如能很好地安装、维护和使用,将会带来满意的效果。
为使磨机正常的工作,其基本条件即是严格遵守使用说明书。
在设备安装,调试前要熟悉说明书是极为重要的。
根据销售订货须知条件。
用户要遵守使用操作说明书,制造厂可承担应有的保证。
对于不内行的处理,使用不适合的设备以及安装错误等所引起的故障,将不予任何保证。
对错误的进行操作,所造成的设备损坏事故,我厂将不承担任何义务。
2、MPS辊磨机(以下简称磨机)主要技术参数及设备数据2、1磨机主要技术参数小时生产能力:150T╱H给料粒度:<80MM给料水份:<12%残留水份:<1%可磨性:TKWH╱MT(联轴器端)细度:<14%R0.09MM转速:25R╱MIN慢转速:0.53R╱MIN主电机功率:1120KW主电机型号:YP560-11-6转速:980R╱MIN电压:6000V辅助电机功率:30KW辅助电机型号:Y200L-4转速:1470R╱MIN电压:380V 2、2设备数据名称:产式辊磨机型号:MPS3150磨机质量:246497 KG 2、2、1磨辊磨辊数量:3磨辊直径:2300MM磨辊宽度:751MM磨辊研磨力:810KN磨辊拉紧力:570磨辊衬板材料:硬镍铸铁Ⅳ磨辊衬板数量:36块磨辊衬板质量:14400KG磨辊质量:17580KG 2、2、2磨盘磨盘转速:25R╱MIN磨盘扇形衬板数量:48磨盘扇形衬板材料:硬镍铸铁Ⅳ磨盘扇形衬板质量:6720KG磨盘座材料:ZG35I磨盘座质量:55900KG 2、2、3张紧装置液压缸与蓄能器数量:3组液压缸结构型式:双向作用缸工作压力:13.5MPA缸径╱半径:Φ250╱125MM蓄能器氮气预压力:最小:0.33*13.5MPA最大:0.66*13.5MPA液压站液压站型号:DY8639-00液压泵型号:10SCY14-1B液压泵压力:3.2*9.8MPA液压泵流量:10L╱MIN电机型号:Y132S-4B35电机功率:5.5KW电机转速:1440R╱MIN 2、2、4传动装置主减速器名称:圆锥行星齿轮减速器型号:KPA V160R(西德)输出转速:25R╱MIN输入转速:980R╱MIN平面推力轴承:12个减速器重量:33400KG减速器液压站高压泵型号(4腔径向柱塞泵):R7.0-7.0-7.0-7.0╱Z11BABSL 高压泵电机功率:9.5KW低压泵型号(齿轮泵):R65╱400FL-Z低压泵电机功率:5KW油加热器数量:10个油加热器功率:10*980W冷却水(15℃)量:7.8M3╱H冷却压力:3*100000 PA辅助减速器型号:输入转速:1470R/MIN输出转/速:21R/MIN减速器重量:550KG超越离合器名称:超越离合器控制:气动或手动拉杆啮合型式:端向爪形啮合2、2、5分离器叶片数量:36驱动装置:液压无级变速调速范围:0-80R/MIN工作转速:66R/MIN(4900孔筛余量6%时)斜轴式定量马达型号:PGM-13J传动比:20功率:35KW出轴转速:0-80R/MIN液压站型号:MPS3150F-SY变量泵型号:200DGY14-1B电机型号:Y250M-6功率:37KW转速:1000R/MIN电压:380V 2、2、6磨辊轴承空气密封密封风机型号:9-19离心通风机NO5.6风量:2700M3/H压力:7400PA转速:2900R/MIN电机型号:Y160M1-2功率:11KW 2、2、7磨机喷水装置数量:3个喷水量:25L/MIN(3KG/CM2时)3.磨机的用途MPS3150产式辊磨机适用于粉磨水泥生料,亦可用于化工陶瓷等工业粉磨适宜的原料。
尊敬的用户:欢迎使用本厂产品,当您要安装、调试系统前,详细阅读说明书,并严格按照说明书中的要求使用,谢谢合作!Dear Customers,Welcome to use products of our factory. Before you install and adjust the system, please read the operation manual carefully and operate the system strictly according to requirements in the manual. Thanks for your cooperation!另敬用户:1:用户在使用油液的清洁度是液压系统当前工作的关键!2:用户正确使用维护与保养是延长使用寿命的关键。
3:本系统自调试正常交付使用后由于元件质量问题引起的故障,本公司包修六个月,由于用户使用不当引起的故障,可以负责修理,酌情收取修理费用。
Attention:1. The cleanness of hydraulic oil what customer uses is the key of currentwork of the hydraulic system!2. Customer’s correct maintenance and service are the key to prolong theservice life of the hydraulic system.3. The warranty period of the system for any troubles caused by quality problem of elements is six months from the date the normal system is delivered after adjustment. The company is responsible for repair of any trouble caused by customer’s improperapplication with reasonable cost.目录 CONTENTS1. 磨机加压装置 ROLLER PRESSURE UNIT1.系统概述------------------------------------------------------- 5 General Introduction to the System2.系统运行说明--------------------------------------------------- 7 Description of Operation of the System3.技术参数------------------------------------------------------- 13 Technical Data4.液压系统调试--------------------------------------------------- 14 Adjustment of Application of the Hydraulic System2.翻辊装置 ROLLER SWING OUT DEVICE1.系统概述-------------------------------------------------------17 General Introduction to the System2.技术规格-------------------------------------------------------17Technical Data3. 液压系统调试 ---------------------------------------------------17Adjustment of Application of the Hydraulic System3.磨辊润滑装置 ROLLER LUBRICATION UNIT1. 系统概述--------------------------------------------------------18General Introduction to the System2.技术参数--------------------------------------------------------19Technical Data3. 液压系统调试----------------------------------------------------19Adjustment of Application of the Hydraulic System4.综合 COLLIGATE1.维护与保养------------------------------------------------------20 Maintenance and Service2.常见故障及排除方法----------------------------------------------25 Normal Troubles and Remedies3.管路安装规范----------------------------------------------------27 Installation Standard of Pipelines4.液压缸的装配----------------------------------------------------29Assembling of Hydraulic Cylinder5.附件------------------------------------------------------------- Attachmentsi.液压系统原理图和外观布置图Schematic Drawing of Hydraulic System and Layout Drawing ii.油缸总装图Assembly Drawing of Oil Cylinderiii.接线盒端子图Terminals Drawing of Wiring Box1.系统概述本系统是根据原系统实际使用情况,简化设计制造的一套新型立磨加压系统。
- . HRM3400原料立式磨使用手册**水泥研究**二○○七年四月目录第一局部概述第二局部构造介绍及安装一、构造及工作原理二、技术参数及性能三、设备安装四、液压及润滑系统的酸洗安装第三局部HRM3400立式磨调试及使用一、前言二、磨机分部件试运行三、立式磨整机空负荷试运行四、立式磨带负荷试运行五、人员培训六、磨机操作七、可能出现的问题及解决方法八、系统操作第四局部HRM3400立式磨维护及检修一、前言二、磨机的维护保养及检修三、润滑表四、易损件表第五局部图纸1. HRM3400立式磨总图2. HRM3400立式磨根底图3. HRM3400立式磨外形图4. HRM3400立式磨别离器检修图5. HRM3400立式磨磨辊装置检修图6. HRM3400立式磨磨盘装置检修图7. HRM3400立式磨传动臂检修图8. HRM3400立式磨上壳体检修图9. HRM3400立式磨下壳体安装图10. HRM3400立式磨机架安装图11. HRM3400立式磨加压及限位安装图12.HRM3400立式磨液压系统原理图13. 液压管路连接示意图(见液压说明书)第一局部概述HRM3400立式磨是**中亚建材装备**公司荣誉产品。
是为日产2500吨水泥熟料生产线配套设计的大型原料立式磨。
为**水泥研究**在设计、制造大型原料立式磨及其工艺系统的开发研究工程中树立了一个新的里程碑。
该型立式磨经多年生产实践考验,产品性能不断提高,逐步跨入国际同类产品先进展列,深得广阔国内外用户青睐。
HRM3400立式磨是一种技术性能优异的烘干兼粉磨设备,主要用于水泥生料的粉磨,可广泛应用于建材、轻工、化工、火力发电等行业。
该型立式磨具有粉磨效率高、电耗低、入料粒度大、产品细度易于调节、设备工艺流程简单、占地面积小、噪音低、扬尘小、使用维护简单、运行费用低、耐磨材料消耗少等优点。
除此之外,该型立式磨还具有如下独特性能:1.磨辊可用液压装置翻出机外,更换辊套衬板及磨机检修空间大,检修作业十分方便,五个工作面同时操作。
矿渣立磨系统操作作业指导书矿渣立磨系统操作作业指导书一、操作说明1. 立磨系统的工作原理立磨系统是一种利用压力和摩擦力来研磨物料的设备。
其研磨辊与研磨盘之间造成的压力和摩擦力,可将物料研磨成不同粒度的产品。
具体工作原理为:物料经过给料机进入磨盘,经过磨辊磨制后,经过风机排出磨机,成为粉状物料。
2. 立磨系统的操作流程①启动前检查设备安全情况,检查电器控制相关设备接线是否牢固,检查设备的油压、空气压力等。
②开机前应按程序调整机械设备的位置,防止在工作时发生抖动或振动。
③开机后先启动风机,对风量进行调节。
④启动磨辊进行研磨。
⑤观察产品粒度,合理调整出料量,负荷、电流等参数。
⑥当需要更换磨辊时,先将油压缸松开,卸下老磨辊,同时润滑液也需要加注,接着固定新磨辊,调整位置。
⑦关闭磨机后,清理和清洗设备,以确保下次使用时没有杂物和残渣。
3. 注意事项①操作前应检查电器设施和软件的正常工作,检查是否损坏,特别是油压缸,是否夹住。
②操作者必须戴用防护装置,如眼镜、耳塞等,以避免机器运转时对身体的伤害。
③如果用户发现设备有异常情况,应及时关闭机器。
同时要确保设备工作面积内的人员的安全。
④无经验的人员不得蓄意拆卸或调整机器。
如果出现故障时,请及时按照使用说明书上的流程来处理。
二、操作流程1.准备工作①检查电源和电气设备是否正常,安全地连接。
②接通空气和油压管路。
③检查润滑系统。
2.启动设备①按开机键启动机器。
②启动风机。
③设备进入工作状态。
3. 加载物料①启动给料机。
②将物料投入磨盘。
4. 开始研磨①确定研磨需求和参数,对研磨范围进行调整。
②根据需要调整出料量、颗粒度、负荷和电流等参数。
③设备必须按照设定时间运行,同时检查电器设备的数据。
5. 取出并检查物料①停止进料。
②关掉风机。
③打开控制阀门排放磨机内的压力。
④根据需要将物料放到指定位置,检查质量和颗粒度。
6. 关闭清理设备①关闭主机前,应先将空气和液压系统关闭。
HY34-37-1000AI立式磨机液压站使用说明书北京中冶力通液压环保设备有限公司目录一、摘要二、液压站原理图及说明三、安装说明书四、试车运行准备五、检修、维护说明书一、摘要一种立式磨机磨辊加压液压站,主要用于立式磨机磨辊加压油缸及检修油缸加压及运动方向的控制,其液压站的主要部分是由油箱、泵电机组、液压油路控制阀组、液压表、滤油器和液压油管组成。
本液压站是由PLC可编程序控制器控制的自动控制液压站,液压站的压力控制是由比例溢流阀远程调定,液压站油泵在工作中采用间歇工作制,立式磨机由于采用了液压系统自动控制,所以立式磨机的产能相应得到了很大提高。
二、液压站原理图及说明立式磨机磨辊加压液压站,其特征在于包括油箱1、电机5、齿轮泵6、滤油器4、液位仪2、空气滤清器3、压力过滤器7、比例溢流阀9、电磁换向阀11、液控单向阀14、电磁球阀15、回油过滤器8、电磁球阀18.1、电磁球阀18.2、电磁球阀18.3、电磁球阀18.4、电磁锥阀10、板式球阀17.1、板式球阀17.2、板式球阀17.3、板式球阀17.4、板式球阀17.5、板式球阀17.6、板式球阀17.7、板式球阀17.8、板式球阀17.9、板式球阀17.10、板式球阀17.11、板式球阀17.12、压力表13.1、压力表13.2、压力传感器16(元件序号以液压站原理图为准)。
附图一立式磨机磨辊加压液压站原理示意图附图二立式磨机磨辊加压液压站外形示意图请参阅附图一所示,立式磨机磨辊加压液压站其工作原理是电机5通过联轴器带动齿轮泵6经过滤油器4从油箱1内吸油,齿轮泵6输出高压油经高压油管进入控制阀块,进入控制阀块的高压油经压力过滤器7过滤后一路进入比例溢流阀9的P口,比例溢流阀9的作用是通过比例放大器远程调控液压站的工作压力,另一路高压油进入电磁换向阀11的P口,从电磁换向阀11A口出来进入液控单向阀14经过电磁球阀15、控制阀块出口通过高压油管进入截止阀块,经过板式球阀17.5、板式球阀17.6、板式球阀17.7、板式球阀17.8、通过液压系统进入主油缸的有杆腔及蓄能器,此时磨辊在主油缸活塞杆的拉动下开始工作。
使用说明书产品名称:MLS4531A立式辊磨机定货号:237104,4531,00,00,00,00SM沈阳重型机械集团有限责任公司2007年3目录1 机器用途 (4)2 技术参数 (4)2.1 主机技术参数 (4)2.2 各部分技术性能 (5)3.磨机的工作原理及结构 (7)3.1工作原理 (7)3.2磨机的结构 (9)4.磨机的操作 (13)4.1磨机启动前的准备 (13)4.2主要检查项目 (13)4.3开机顺序(一):抬起磨辊起动(见联锁图) (14)4.4 开机顺序(二):利用辅助传动装置启动 (17)4.5监测 (19)4.6停机顺序 (21)4.7 压力框架在磨机维护过程中的提升和下降 (22)5 磨机的安装 (23)5.1 地基部的安装 (23)5.2磨机部件的安装 (26)5.3架体的安装 (27)5.5张紧杆架及架体法兰的安装 (30)5.6磨盘衬板的安装 (30)5.7喷口环的安装 (30)5.8囊式蓄能器及液压缸总成的安装 (31)5.9磨辊组的安装 (31)5.10 扭距支承的安装 (34)5.11张紧杆挂入压力框架内 (35)5.12 密封空气管路的安装 (35)5.13 张紧装置液压管路的安隙要求。
(36)5. 14 分离器的安装 (36)5.15 磨机驱动装置的安装 (38)5. 16刻度盘的安装 (39)5. 17磨辊测温装置的安装 (39)5.18 磨机的机械调整 (40)6.磨机的调试 (41)6.1 调试人员 (41)6. 2 调试和性能试验所用的器具(用户自备) (41)6.3调试步骤 (42)MLS4531A立磨调试项目 (45)7.磨机的故障排除 (49)7.1 一般说明 (49)7.2常见故障表 (49)8.磨机的维修 (51)8.1磨机的检查 (51)8.2维修 (52)9.安全操作规程 (65)9.1设备的基本操作和制定用途 (65)9.2机构措施 (65)9.3 工作人员的选择和资格 (66)9.4 正常阶段的安全指南 (67)9.5 电能 (69)9.6 气体、灰尘、蒸汽和烟尘 (69)9.7液压和气动设备 (70)9.8 噪音 (70)9.9 油、油脂和其他化学物质 (70)9.10 用户的安全规程 (70)10磨机的润滑 (72)10.1 磨机减速机润滑 (72)10.2磨辊轴承润滑 (72)10.3其它各润滑点 (73)11.滚动轴承目录 (74)12.易损件目录 (75)13液压系统、气路原理图、磨机系统示意图 (76)1 机器用途MLS4531A立式辊磨机用于粉磨水泥生料及其他建筑、化工、陶瓷等工业原料。
立磨液压系统介绍1.工作原理该系统除了为立磨提供稳定的研磨压力之外,还用于磨机大中修时压力框架的起吊和降落,以及液压油添加、排放和循环过滤等,系统流程见图1。
1.油箱;2.高压泵;3.电机;4.单向阀;5.电子压力开关;6.高压过滤器;7.安全阀;8.透气罩;9.电磁换向阀;10.节流阀;11.蓄能器;12.节流阀;13.油位开关;14.球阀;15.四通球阀;16.节流阀;17.溢流阀;18.压力表;19.带蓄能器的液压缸;20.安全阀;21.循环泵;22.球阀;23.单向阀;24.压力表;25.过滤器;26.软管图1 MPS3750B立磨液压系统研磨压力功能(1)系统加压系统开机前:手动把四通球阀扳到图所示的正常位置;带限位开关的球阀扳到常开位置;结合说明书和生产要求设定电子压力开关及各安全阀的压力值(设定方法在第二节中介绍),为蓄能器充加氮气。
这时候可以起动电机)为系统加压,液压油经高压过滤器, 和球阀进入液压缸活塞杆侧,当压力升到设定工作压力区间的上限值时,压力开关动作,电机) 断电,高压泵停止。
立磨具备开机条件,系统靠蓄能器稳压,为三个磨辊提供稳定的研磨压力。
当系统泄漏量很小时,研磨压力能长时间地保持,除立磨启动瞬间因料层波动造成压力波动较大外,正常研磨时压力波动范围仅,油泵可长时间停机。
当系统中液压元件出现泄漏,特别是液压缸密封件磨损后泄漏加大时,系统压力便会逐渐降低,当下降到设定值的下限值时,电子压力开关动作,使高压油泵电机重新起动升压,当压力上升到上限值时,开关又动作使高压泵停机,如此反复使磨辊实现对磨盘上物料持续的挤压与研磨。
2)系统卸压卸压的方法有两种,一是中央控制室由操作员在停止高压泵电机后,打开电磁阀9,活塞杆侧液压油便会通过节流阀10和电磁阀9流回油箱;另一种方法是由现场人员扳动球阀15,使该阀位置处于T,活塞杆侧的液压油会通过球阀15、节流阀16回油箱,使系统卸压。
2.2压力框架的提升与降落液压系统为满足检修需要设计了下述两项功能:当立磨进行更换衬板或磨辊等大中修作业时,压力框架与磨辊分离后,需要在磨内提升并悬挂起来,使磨内留出足够的空间位置以便将磨辊提升摆动到磨外;磨辊复位后,又需要安全地将压力框架落回原位。
立磨加压系统使用说明书用户手册前言本手册是用来让用户熟悉立磨液压系统并正确的使用该系统。
如从事以下作业的人员:现场电气操作人员,液压站维护人员及现场调试人员需仔细阅读。
对于使用本设备的人员,在其运行相关作业前,该液压系统的用户必须告知其本手册的内容,特别是安全说明。
包括有关本元件/液压系统安全、正确和经济运行的重要信息。
仔细阅读这些内容将有助于避免危险的发生。
降低维修成本并缩短检修所造成的停工期。
提高元件液压系统的可靠性并延长其使用寿命。
说明LMJ-11Y型液压站是为实现液压弹簧作用的机械提供稳定、可靠的压力。
该系统采用间歇工作制。
LMJ-11Y型液压系统由三部分组成:加压液压站、润滑液压站和锁风液压站一立磨加压液压站1.1主要技术参数系统额定压力:16MPA额定流量:67L/min电机功率:22WK/1460rpm/380V/60Hz电磁铁电压:AC220V介质清洁度:NAS 9级适用介质:抗磨液压油VG461.2工作原理LMJ-11Y型立磨加压液压站有油箱、高压油泵装置、油路控制块、蓄能器装置、过滤器、仪表装置、管道、阀门等组成。
为整体式小型液压站。
本LMJ-11Y型立磨加压液压站工作时,油液由高压泵(12.1)从油箱(5.1)吸出,经高压油滤器(16.1)过滤,当没有电磁阀打开时,当压力超过16MPA时压力有起保护作用的16MPA的溢流阀(25.2)泄掉。
1.过滤时:Y3打开,油经16MPA的溢流阀和7.1处的单向阀回油箱,起到过滤作用。
2.抬辊时:Y1得电(P通B),油油单向阀24.1和截止阀29.2去无杆腔,同时有杆腔的油经Y4,Y5得电,回油箱。
当抬辊完成停后若保不了压,通常情况下是阀卡造成的。
首先检查截止阀是否为关闭状态,检查电磁阀得电情况是否正确。
再检查Y6,Y7,是否卡死,清洗电磁阀,后在检查单向阀22.2是否卡死,能否正常复位,清洗。
(若停后电机反转基本上可确定为单向阀卡),若抬辊没压力,看泵出口是否有压力,如没压力说明溢流阀或Y6Y7或26.2不正常,若有压说明Y1没打开。
3.落辊加压时:Y2,Y6,Y7打开。
Y2(P通A)打开油有22.1和29.1进入油缸有肝腔(油缸上端)压力增加,同时Y6,Y7打开无杆腔的压力经Y6Y7泄入油箱。
若加压过程加不上压首先检查26.1是否关闭,电磁阀得电情况是否正确。
若保不了压检查22.1,Y4,Y5是否卡,26.1是否打开。
SP1,SP2为压力传感器。
在工作过程中当压力传感器SP1检测到有杆腔压力相对较高时,电磁阀Y4,Y5得电泄压,当压力传感器SP1检测到有杆腔压力相对较低时,高压泵(12.1)启动,电磁阀Y2,得电开始向相应的蓄能器供高压油。
传感器SP2工作情况与SP1相同.注意事项:高压腔范围设定为正负一,(例如:如果工作压力设定为8MPA,当压力低于7时补压,当压力高于9时卸压),低压腔范围为正负0.5.(6.1)为液位继电器。
(4.1)为加热器。
(33.1-33.4)为蓄能器起缓冲作用。
(19.1-19.4)和(30.1-30.2)为机械压力表1.3图解。
1.4LMJ-11Y型立磨加压液压站的结构有如下特点:a.液压站设有一台高压油泵,正常情况下工作泵不运行,当系统压力低于现场设定压力时,高压泵开始工作给系统补压,保证液压缸有足够的涨紧力。
b.因磨机工况要求,工作辊由液压缸施加稳定压力,把原料压扁磨碎。
当突然进入较大,较硬的物料或其它原因使工作辊退让造成油缸回缩时,多余的流量由蓄能器吸收。
工作辊恢复正常时,蓄能器快速释放油液至液压缸,可保证工作辊的作用力,又可使其非钢性连接。
注意:蓄能器的压力除以工作压力一定要小于75%,否则传感器容易损坏。
其实比值越小越好,但小了动作反应比较慢(建议在50-70%)c.采用单筒滤油器,该滤油器设有旁通单向阀,当过滤器堵时旁通单向阀打开保证过滤器的安全。
d.该液压系统,采用较先进的技术及我国成熟的控制技术和经实践检验的自产元件组合,关键部分的元件使用瑞士万福乐公司产品。
e.仪表盘定位安装在液压站正面左上方,三只耐震压力表可直接观察油站系统压力及油缸两端的压力;压差发讯器用来检测回油滤油器的压差,当压差高时报警过滤器堵。
f.电控箱可实现自动控制及机旁操作,同时该系统采用压力传感器对液压系统的压力进行检测,当压力低于设定值时系统启动电机对低压油缸补压。
油站温度由温控仪进行控制,当油温>55℃时,主机停机并报警。
当油箱油温低于15℃时,不能启动电机并报警。
油温低于20℃时接通电加热器,当油温升至40℃时,自动切断加热器。
g.油站电加热器采用带护套式的加热器,直接避免了加热温度过高造成液压油变质而影响液压油的性能。
h.如果需要要拆液压站上元件时,要把压力先卸掉,然后把29.2和29.1处的截止阀,否则漏油,但是开机之前一定要将其打开。
26.1和26。
2为手动卸压阀,只有在万不得以时在用,若经常使用可能出现不保压。
记得正常状态为关闭状态1.5安装、调试及试运转(安装具体见后面介绍)a.整体式稀油站安放在地面上,无须地脚坚固。
b.接管前,先将管子酸洗、除锈、中和,再用净水冲洗,最后用压缩空气吹干。
c.整体式稀油站已在制造厂进行性能试验。
帮在现场安放平衡,即可连接出油管、回油管、水管等,现场安装完毕后,用滤油车过滤加油,经试运转正常后即可投入工作。
d.在调试时,首先把所有安全阀的压力设定值调到最小,确定好电机转向后,正常启动电机,把油路出口的截止阀关闭,然后慢慢旋转溢流阀的调压旋钮,按顺时针方向;同时目光注意仪表盘上相应的压力表,直到表针指到参数表内所提供的数值时锁紧旋钮;此时压力调整完毕,最后停止电机再重复启动几次待确认压力值设定无误的情况下把所有阀门按正常工作时打开。
1.6操作规范(初次使用前)a.检查油箱油位(3.1)及(2.1)温度是否正常(冬季油温一般先加热到30-40度左右)。
b.检查油质是否正常,有无变质。
c.将截止阀(9.1)打开到常通位置。
d.蓄能器充氮气压力是否合理。
e.点动油泵电机,观察电机转动方向是否正确(电机尾端顺时针旋)二立磨润滑液压站2.1主要技术参数a.油泵输出油量:120L/minb.供油量:12-15L/min(3-5L/辊)c.工作压力:0.45-0.6MPAd.电机功率:4KW/480V/60HZ/1800rpme.油箱使用容积:500Lf.冷却水:水温<30℃耗量:110Lmin 压力:0.6MPAg.介质:ISO VG3202.2工作原理LMJ-11Y型立磨润滑液压站有油箱、油泵装置、冷却器、过滤器、仪表装置、管道、阀门等组成。
为整体式小型液压站。
本LMJ-11Y型立磨润滑液压站工作时,齿轮泵(3.1)将油液由油箱(1.1)吸出,经高压油滤器(6.1)过滤、溢流阀(27.1)控制、冷却器(5.1)、冷却到供油控制装置(18.1)分配至磨辊润滑处。
磨辊内油由洪吸阀(8.1-4)经回油观察口(25.1-4)和回油过滤器(7.1-4)吸回油箱。
调节(18.1-18.4)可控制出油量大小,可通过(24.1-4)观察。
调节(22.1-4)可控制回油量大小,通过(25.1-4)观察。
调节(21.1)可控制系统工作压力。
2.3图解2.4LMJ-11Y型立磨润滑液压站的结构有如下特点:a.液压站设有一台高压油泵,状态为连续运转式。
b.根据磨机磨辊的特殊要求,油泵要持续提供温度低,清洁度高的润滑油对每个磨辊进行润滑和冷却,其冷却的意义更大一些。
c.每个磨辊的供油量、回油量均可按实际需要进行调整。
d.冷却器的投入可实现手动与自动两种模式。
e.采用单筒滤油器,该滤油器设有旁通单向阀,当过滤器堵时旁通单向阀打开回游保证回油过滤器的安全。
f.该液压系统,采用较先进的技术及我国成熟的控制技术和经实践检验的自产元件组合。
g.压差发讯器用来检测回油滤油器的压差,当压差高时报警过滤器堵。
h.油站温度由温控仪进行控制,当油温>55℃时,主机停机并报警。
当油箱油温低于15℃时,不能启动电机并报警。
油温低于20℃时接通电加热器,当油温升至40℃时,自动切断加热器。
i.油站电加热器采用带护套式的加热器,直接避免了加热温度过高造成液压油变质而影响液压油的性能。
2.5安装、调试及试运转(安装具体见后面介绍)a.整体式稀油站安放在地面上,无须地脚坚固。
b.接管前,先将管子酸洗、除锈、中和,再用净水冲洗,最后用压缩空气吹干。
c.整体式稀油站已在制造厂进行性能试验。
帮在现场安放平衡,即可连接出油管、回油管、水管等,现场安装完毕后,用滤油车过滤加油,经试运转正常后即可投入工作。
d.在调试时,首先把所有安全阀的压力设定值调到最小,确定好电机转向后,正常启动电机,把油路出口的截止阀关闭,然后慢慢旋转溢流阀的调压旋钮,按顺时针方向;同时目光注意仪表盘上相应的压力表,直到表针指到参数表内所提供的数值时锁紧旋钮;此时压力调整完毕。
打开供油口流量调节阀并进行调整,让三路出口流量基本相同,打开吸油口流量调节阀并进行调整,调整到供吸平衡为止。
2.6操作要点立磨磨辊润滑关键在于供油与吸油的平衡,因为采用了虹吸模式压力与流量会有为调节带来不便。
a.完全打开(21.1),全部打开(18.1-18.4 22.1-22.4)b.调整(21.1)使压力下降至(0.45-0.6MPA)c.当磨辊油快满时关闭18.1-18.4,然后慢慢增大d.适时调整18.1-18.4即可实现供吸平衡。
三三道锁风阀液压站3.1图解四液压设备管道的安装和冲洗指导4.1管道安装首先确定管道的走向和布置,管路的连接必需和图纸对应,尤其是比例阀的A、B腔和油缸的无杆腔和有杆腔的对应。
切割:管子切割的表面必须平整,不得有裂纹、重皮,管端的切削粉末、毛刺、熔渣、氧化皮等必须清除干净。
弯管:液压系统的管子一般采用冷弯焊接:必须用氩弧焊焊接或至少用氩弧焊打底,且必需打坡口,焊接处要能耐高压31.5MPa至少30s。
施焊前应对坡口及附近宽20mm范围内的内外管壁进行清理,除净其上的油、水、漆、锈及毛刺等。
焊接完后要对焊接处内外侧(尤其内侧)进行清理,除净熔渣和大块焊肉。
管夹固定:通常在直管路上,间隔1000MM-2000MM,当管道振动较大或弯曲点过多的情况下,管夹间距尽可能小一些;应有足够的耐压力:是工作压力的1.25-1.5倍。
4.2管道酸洗在管路安装之后,酸洗之前再一次对照原理图等检查管路的正确走向。
然后拆下管子,并把管子浸入酸洗槽中并保持足够的时间。
当管子完全清理至近白色金属时,把管子取出放入中和槽中,一段时间后用净水冲洗,最后用压缩空气吹干。
吹干后必需马上注满工作介质液压油或在液压油中浸泡,防止二次生锈。