橡胶压延
- 格式:ppt
- 大小:881.50 KB
- 文档页数:36

一、压延工艺流程
由于加工设备和生产情况不同,采用的压延工艺路线各有差异。目前国内压延成型以生产聚氯乙烯制品为主,故本节重点介绍聚氯乙烯压延成型。
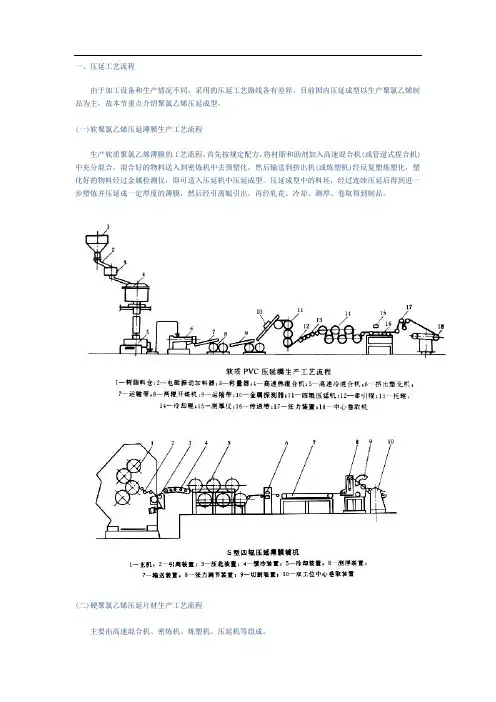
(一)软聚氯乙烯压延薄膜生产工艺流程
生产软质聚氯乙烯薄膜的工艺流程,首先按规定配方,将材脂和助剂加入高速混合机(或管道式捏合机)中充分混合,混合好的物料送入到密炼机中去预塑化,然后输送到挤出机(或炼塑机)经反复塑炼塑化,塑化好的物料经过金属检测仪,即可送入压延机中压延成型。压延成型中的料坯,经过连续压延后得到进一步塑炼并压延成一定厚度的薄膜,然后经引离辊引出,再经轧花、冷却、测厚、卷取得到制品。
(二)硬聚氯乙烯压延片材生产工艺流程
主要由高速混合机、密炼机、炼塑机、压延机等组成。
1-辅料混合吸附器 2-旋风分离器 3-储罐 4-风机 5-布袋过滤器 6-风机 7-文氏管
8-螺旋加料器 9-储仓 10-高速混合机 11-密炼机 12-炼塑机 13-压延机 14-冷却装置 15-光电器 16-切割装置 17-片材
二、影响压延制品质量的因素
影响压延制品质员的因素很多,一般说来,可以归纳为四个方面。即压延机的操作因素,原材料因素,设备因素和辅助过程中的各种因素。所有这些因素对各种塑料的影响都是相同的,但以压延软聚氯乙烯制品最为复杂。下面以此为例来说明各种因素的影响。
(一)、压延机的操作因素
1、辊温与辊速
物料在压延成型时所需的热量,一部分是辊筒提供的,另一部分来自物料与辊简间的摩擦以及物料本身的剪切作用产生的热量。产生摩擦热的大小除与辊速有关外,还与物料的增塑程度有关,也即与其粘度有关。因此,不同的物料,在相同的辊速条件下,其温度控制就不同,同样,相同配方不同的转速时,其控制温度也不同。
压延时,物料常粘于高温或高速辊简上,为了使物料能依次贴于辊筒上,避免空气夹入,各辊简的温度一般是依次递增的,但三、四辊温度较接近,这样便于薄膜从三辊上引离下来。各辊的温度差为5—10℃。

第35卷第3期高分子材料科学与工程Vol.35,No.3
2019年3月POLYMERMATERIALSSCIENCEANDENGINEERINGMar.2019
天然橡胶混炼胶的四辊压延粘辊问题分析
张梦洁1,智杰颖1,林文俊2,乔从德3,王海庆1,贾玉玺1
(1.山东大学材料液固结构转变与加工教育部重点实验室,山东济南250061;2.山东玲珑轮胎股份有限公司技术中心,山东烟台265406;3.齐鲁工业大学材料科学与工程学院,山东济南250353)
摘要:天然橡胶(NR)混炼胶的流变性能影响后续的挤出、压延等工艺过程。文中分析了轮胎带束层的四辊压延行为,介
绍了压延粘辊问题,使用门尼黏度仪和RPA2000橡胶加工分析仪分别测试了由不同产地、不同批次天然生胶所制混炼胶的门尼黏度和动态黏弹性能。结果表明,不同产地、不同批次天然生胶所制混炼胶的门尼黏度接近,难以分辨辊筒操作性能的差异;而损耗模量可以作为关键指标衡量NR混炼胶的辊筒操作性能,在条件相同时易粘辊的混炼胶表现出更高的损耗模量。此外,RPA2000橡胶加工分析仪测得的复数黏度可以用于分辨不同产地、不同批次天然生胶所制混炼胶的辊筒操作性能。降低压延速度能有效改善粘辊问题,这是因为NR混炼胶的储能模量和损耗模量均随加工频率的降低而减小。
关键词:天然橡胶混炼胶;粘辊;损耗模量;门尼黏度;动态黏弹性能中图分类号:TQ330.6+3 文献标识码:A 文章编号:1000-7555(2019)03-0119-05
doi:10.16865/ki.1000-7555.2019.0082收稿日期:2018-03-11基金项目:973计划资助项目(2012CB821505)通讯联系人:贾玉玺,主要从事复合材料多尺度建模与表征研究,E-mail:jia-yuxi@ 轮胎带束层是轮胎主要的受力部位之一,由钢丝
帘线与橡胶混炼胶采用四辊压延技术[1]进行双面敷胶

论文
课 题 橡胶四辊压延机自动控制系统
学 院
教育中心
专 业
年 级
学 号
姓 名
导 师
定稿日期: 年 月 日橡胶四辊压延机自动控制系统
第 I 页
摘 要
本文介绍了国内四辊压延机的发展现状,以及存在问题,同时介绍了可编程控制器的工作原理,选型依据。设计了一种基于PLC的全自动四辊压延机,介绍了工作原理,并设计了电路,并根据直流电动机具有良好的起、制动性能,宜于在大范围内平滑调速,在许多需要调速或快速正反向的电力拖动领域中得到了广泛的应用。近年来,在电力电子变换器中以晶闸管为主的可控器件已经基本被功率开关器件所取代,因而变换技术也由相位控制转变成脉宽调制(PWM);交流可调拖动系统正逐步取代直流拖动系统。然而,直流拖动控制毕竟在理论上和实践上都比较成熟,而且我国早期的许多工业生产机械都是采用直流拖动控制系统,所以它在工业生产中还占有相当大的比重,短时间内不可能完全被交流拖动系统所取代。
而调速系统按照不同的标准又可分为不同的控制系统。但是,从一定角度上来说,可以把调速系统笼统的分为开环调速系统和闭环调速系统。开环调速系统结构简单、容易实现、维护方便,但是它的静态和动态性能往往不能满足生产和控制要求。而闭环控制系统可以很好的解决这些问题,因此在实际生产中得到了广泛的应用。其中,转速、电流双闭环控制直流系统是性能最好、应用最广的直流调速系统。
本次课程设计是关于对基于PLC的四辊压延机系统的设计说明。
该系统具体主要关于1.四辊压延机的结构参数说明.2.PLC的介绍。3.PLC的选型方案设计。4.调速系统方案进行比较论证,包括主电路方案和控制回路方案。

刘勇·立式橡胶两辊压延机的开发
·47·2013年 第39
卷立式橡胶两辊压延机的开发刘勇(大连橡胶塑料机械股份有限公司,辽宁 大连 116036)摘要:简述了目前国内环保阻燃橡胶地板的发展现状及生产的工艺流程,对我公司研发的应用于该领域的一种新型橡胶两辊压延机作了介绍。在研发过程中重点对压延机中的关键零件辊筒与机架进行了受力分析,采用了一些新技术并对以往压延机中存在的问题作了改进。关键词:环保阻燃橡胶地板;橡胶两辊压延机;辊筒受力分析中图分类号:TQ330.44 文章编号:1009-797X(2013)01-0047-05 文献标识码:B
作者简介:刘勇(1979—),男,本科,工程师,2002年毕业于哈尔滨理工大学机械设计专业,现主要从事橡胶与塑料机械的研发工作。收稿日期:2012-06-25环保阻燃橡胶地板具有低烟、低毒、低腐蚀、阻燃性能好、拉伸强度高、防滑和回弹性能好等特点,广泛应用于列车、船舶、学校、医院、娱乐场所等具有防火要求较高的公共场所,市场前景广阔。其生产原料与一般橡胶制品有较大不同,主要由橡胶、氢氧化铝(镁)、补强填充剂、硫磺、氧化锌、硬脂酸、促进剂、防老剂、磷系阻燃剂、硼酸盐和颜料等组成。目前国内此产品的生产工艺主要由塑炼静置→混炼静置→热炼软化→压延出片→硫化等工序组成。其中的工序“热炼软化→压延出片”还是采用传统的生产方法:由开炼机对胶料进行热炼,将热炼好的胶团由人工送入三辊压延机的辊缝中压制橡胶薄片。此种工艺方法由于现场使用人工搬运胶团,整个生产过程耗时、费力,而且由于压延机的喂胶方式为胶团供胶,因此种胶料成分特殊,填充物较多,使得胶料特性较硬,从而导致压延机辊筒工作时受力不均匀、变形较大使得制品质量及精度不高。现在随着国内销钉式冷喂料挤出机技术的逐渐成熟,挤出压延法生产设备的发展越来越迅速,适用范围越来越广,胶料经挤出机充分的混炼与塑炼后,再经鱼尾式机头向压延机辊缝连续提供均匀厚度的片胶,其对制品质量及生产效率提高的效果逐渐得到人们的认可,现在已有很多生产厂家决定采用挤出压延法的生产设备生产橡胶地板。我公司为了适应蓬勃发展的中国城市轨道建设市场需要,解决国内生产橡胶地板厂家在生产新型环保阻燃橡胶地板这一领域的迫切生产需求及改进生产工艺的强烈愿望,根据用户的要求开发了可用于挤出压延法生产新型环保阻燃橡胶地板的Φ710×2130立式橡胶两辊压延机。该产品用于挤出压延法生产橡胶地板的压延工序,配合销钉式冷喂料挤出机的鱼尾式机头使用,所生产制品的最大宽度可达1 800 mm,是目前国内生产橡胶地板规格最大的压延机(国内厂家生产的最大制品宽度为1 500 mm)。1 设备主要参数最大制品厚度 0.5~6 mm制品厚度误差 ±0.05 mm制品最大宽度 1 800 mm橡塑技术与装备CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT