电线电缆挤塑工艺(2012年12月)
- 格式:ppt
- 大小:1.29 MB
- 文档页数:21
电缆工艺之塑料挤出的基本原理挤塑机的工作原理是:利用特定形状的螺杆,在加热的机筒中旋转,将由料斗中送来的塑料向前挤压,使塑料均匀的塑化(即熔融),通过机头和不同形状的模具,使塑料挤压成连续性的所需要的各种形状的塑料层,挤包在线芯和电缆上。
塑料挤出过程:电线电缆的塑料绝缘和护套使是采用连续挤压方式进行的,挤出设备一般是单螺杆挤塑机。
塑料在挤出前,要事先检查塑料是否潮湿或有无其它杂物,然后把螺杆预热后加入料斗内。
在挤出过程中,装入料斗中的塑料借助重力或加料螺旋进入机筒中,在旋转螺杆的推力作用下,不断向前推进,从预热段开始逐渐的向均化段运动;同时,塑料受到螺杆的搅拌和挤压作用,并且在机筒的外热及塑料与设备之间的剪切摩擦的作用下转变为粘流态,在螺槽中形成连续均匀的料流。
在工艺规定的温度作用下,塑料从固体状态转变为熔融状态的可塑物体,再经由螺杆的推动或搅拌,将完全塑化好的塑料推入机头;到达机头的料流,经模芯和模套间的环形间隙,从模套口挤出,挤包于导体或线芯周围,形成连续密实的绝缘层或护套层,然后经冷却和固化,制成电线电缆产品。
挤出过程的三个阶段:塑料挤出最主要的依据是塑料所具有的可塑态。
塑料在挤出机中完成可塑过程成型是一个复杂的物理过程,即包括了混合、破碎、熔融、塑化、排气、压实并最后成型定型。
大家值的注意的是这一过程是连续实现的。
然而习惯上,人们往往按塑料的不同反应将挤塑过程这一连续过程,人为的分成不同阶段,即为:塑化阶段(塑料的混合、熔融和均化);成型阶段(塑料的挤压成型);定型阶段(塑料层的冷却和固化)。
第一阶段是塑化阶段。
也称为压缩阶段。
它是在挤塑机机筒内完成的,经过螺杆的旋转作用,使塑料由颗粒状固体变为可塑性的粘流体。
塑料在塑化阶段取得热量的来源有两个方面:一是机筒外部的电加热;二是螺杆旋转时产生的摩擦热。
起初的热量是由机筒外部的电加热产生的,当正常开车后,热量的取得则是由螺杆选装物料在压缩、剪切、搅拌过程中与机筒内壁的摩擦和物料分子间的内摩擦而产生的。
电线电缆挤出工艺
电线电缆的挤出工艺是制造电线电缆的重要环节,主要包括以下几个步骤:
塑性加工:首先,将电缆材料进行塑性加工,使其具备一定的可挤出性。
这一过程通常涉及到加热和混合,以确保材料在挤出过程中具有良好的流动性和均匀性。
挤出模具设计:根据所需电线电缆的规格和性能要求,设计合适的挤出模具。
模具设计需要精确控制材料的流动,以确保最终产品的尺寸、形状和性能符合要求。
挤出过程:在挤出过程中,电线电缆材料被加热至熔融状态,然后在挤出机的压力作用下,通过模具口模挤出。
这个过程中,材料会经历从高温高压到低温低压的转变,形成连续的线缆。
冷却定型:挤出的电线电缆在经过冷却水槽进行快速冷却,使材料定型。
这一步对于保证线缆的稳定性非常重要。
收线:经过冷却的电线电缆被收线设备卷绕成盘,以便于储存和运输。
收线设备的张力控制和卷绕方式对电线电缆的几何尺寸和结构有重要影响。
检测与测试:最后,根据相关标准和规格,对电线电缆进行各种检测和测试,以确保其性能和质量满足要求。
在整个挤出工艺中,温度、压力、模具设计和材料特性等因素都会影响到最终产品的质量和性能。
因此,对于电线电缆制造商来说,掌握和控制这些因素是至关重要的。
此外,随着科技的进步和市场的变化,电线电缆的挤出工艺也在不断发展和优化,以提高生产效率和产品质量。
电线电缆挤塑工艺第一章,绪论 5 第一节电线电缆在社会生活中的作用第二节电线电缆产品的分类一,电线电缆产品的应用领域二,电线电缆产品的分类方法三,电线电缆的产品型号第三节,电线电缆产品制造工艺特点第四节,塑料绝缘电线电缆一、塑料绝缘电线电缆的分类二、塑料绝缘电线电缆的基本结构三、塑料绝缘电线电缆的发展趋势第二章,挤出用材料和半成品 15第一节,塑料材料一、聚氯乙烯二、聚乙烯三,交联聚乙烯四,泡沫聚乙烯五,氟塑料六,聚丙烯七,热塑性聚氨酯塑料八,聚酰胺第二节、导体一,电工圆铜线二,塑料电线电缆用导电线芯三、半成品缆芯第三章,挤塑设备和辅助设备 25 第一节,塑料挤出生产线一,塑料挤出机二,放线装置三,校直装置四,预热装置五,定型冷却系统六,火花试验机七,外径测量系统和电缆干燥装置八,计米印字装置九,牵引装置十,收排线装置十一,其它辅助装置十二,控制系统第二节,塑料挤出机螺杆一,螺杆的类型二,螺杆的主要参数三,挤出机螺杆的分段及各区段的基本职能四,螺杆的维护保养五,几种新型螺杆第四章,工装模具和选择 40 第一节,挤塑模具设计和选配一,挤出模具的组合类型二,模具尺寸的选用三,挤管模具配模系数和拉伸比第二节,盘具选用第五章,挤出理论和工艺 46第一节,热塑性塑料的三态变化第二节,塑料在挤出机中的运动过程一,塑料挤出过程二,挤出过程的三个阶段三,塑化阶段塑料流动的变化四.挤出过程中塑料的流动状态五,挤出量六,挤出质量七,挤出理论的研究第三节物理发泡绝缘工艺一.发泡机理二.工艺设备及工艺设计三.挤制中容易出现的问题及解决方法四.物理发泡绝缘的隔层挤出技术第四节高速绝缘生产线一. 拉线二. 韧炼三. 挤塑四. 检测五. 收线第六章,塑料挤出的质量控制 74 第一节,生产设备能力选择第二节,原材料处理第三节,挤出温度控制第四节,塑料挤出的速度第五节,冷却第六节,各阶段的质量控制要点一,准备阶段的质量控制二,绝缘和护套挤出运行阶段的质量控制三,挤出完工阶段的质量控制第七章,塑料挤出质量检验和缺陷预防 85 第一节,常用检查量具一,游标卡尺二,外径千分尺第二节,外观检查第三节、结构尺寸检查一、外径的测量二、厚度的测量三、厚度偏差率和偏心度的测定第四节,电气性能检查第五节,常见的质量缺陷第一章,绪论自1836年世界上制造出第一根低电压的电力用电线(铜线外用橡皮带包绕)以来,随着人类文明的发展,电线电缆已经发展成为用途广泛、品种繁多、门类齐全的一大产品类别。

电线电缆挤塑工艺电线电缆挤塑工艺是一种重要的制造工艺,用于将金属、合金、塑料等材料挤压成各种形状的电线电缆产品。
挤塑工艺已经被广泛应用于各个行业,包括电子、电气、通讯、建筑、汽车、航空等领域。
本文将详细介绍电线电缆挤塑工艺的基本原理、工艺步骤和发展趋势。
一、电线电缆挤塑工艺的基本原理挤塑是一种通过施加高压将材料注入模具中,以形成所需的形状的加工方法。
电线电缆挤塑工艺就是利用挤塑工艺将金属、合金、塑料等材料挤压成各种电线电缆产品。
挤塑工艺基本上分为单挤塑和双挤塑两种形式。
单挤塑是将材料加热至软化温度,然后注入模具中,通过模具的形状来决定最终产品。
而双挤塑则需要预先制造一个内芯,然后将预热的材料包围在外面,再进行挤压。
这种挤塑工艺相对费时费力,但更加精细,制造出来的产品更加规整。
二、电线电缆挤塑工艺的工艺步骤电线电缆挤塑工艺的工艺步骤主要包括原材料准备、挤出、冷却、后处理和包装等五个步骤。
下面将逐步进行介绍:1、原材料准备:根据所需产品的材料特性,在生产线前段的料筒中添加相应材料,如聚乙烯、聚氯乙烯、聚酯等。
2、挤出:料筒中的材料由螺杆带动,在加热的环境下被挤出,通过挤压机头排出预定形状的产品。
3、冷却:挤出后的产品经过冷却装置冷却,以保持其形态和尺寸。
4、后处理:在产品冷却后,进行切断、拉伸和其他后处理操作。
这些操作可以根据具体产品的不同要求而有所不同。
5、包装:根据产品规格和要求进行包装,以便运输或储存。
三、电线电缆挤塑工艺的发展趋势随着科技进步和市场需求的日益增长,电线电缆挤塑工艺的发展正朝着更加智能、高效的方向发展。
1、自动化程度的提高:在挤塑生产线中,集成化与机械化设备的使用将使得挤塑工艺的效率、精度和稳定性更高。
2、新材料的应用:为了满足市场对新型电线电缆材料的需求,工艺中将逐渐引入具有特殊材质和具有特殊功能的材料,如防火、防水、抗电磁干扰等材料。
3、工艺的创新:采用新技术和新工艺,可以提高生产效率和产品质量,如挤出柔性电缆、挤出光导纤维等。
电线电缆挤塑工艺电线电缆挤塑工艺是一种制造电线和电缆的重要工艺,也是目前电线电缆制造业最为主流的工艺之一。
它通过对导体和绝缘材料进行挤塑加工,使得电线电缆具有优良的电性能和机械性能,而且生产效率高,可靠性好,被广泛应用于电力、通信、交通、建筑、石油化工等各个领域。
本文将从电线电缆挤塑工艺的原理、流程、设备和优势等方面进行详细介绍。
一、挤塑工艺原理电线电缆挤塑工艺是将金属导体和绝缘材料同时送入同一台挤出机内,在一定的温度和压力下经过塑化、挤压、冷却和收线等工序,制成所需规格的电线或电缆。
该过程中,电线和电缆表面受到的热量和力量都会进行一定的调节,以保障产品的质量和性能。
具体的挤塑工艺原理包括以下几点:1. 挤出机:挤塑过程中的核心设备,通过外加能量将材料加热熔化,通过螺杆挤出压力将熔化的材料挤压成型,然后进行定径和冷却等后续处理。
挤出机的运转精度和可控性对产品的质量起着决定性作用;2. 电缆材料:挤塑过程中所用的电缆材料包括导体、绝缘层、护套等。
导体用于传输电流,一般采用纯铜、纯铝等电性能优良的材料。
绝缘层用于隔离导体和物质的接触,通常采用聚乙烯、聚氯乙烯等材料。
护套用于保护电缆,一般采用聚氯乙烯、聚氨酯等材料。
3. 应用温度:挤塑过程中所需要的温度和压力会根据布线长度、导体粗细、制品规格和材料的特性等进行调整。
过高或过低的温度都会对电线电缆产生负面影响,降低其使用寿命和性能。
二、挤塑工艺流程挤塑工艺的流程一般分为四个主要阶段:预处理、挤出成型、冷却定型和质量测试。
具体的流程如下:1. 预处理:在挤出之前,需要对金属导体和绝缘材料进行预处理。
通常包括切割、剥皮、划线等步骤,以确保导体和绝缘材料的规格、质量和长度均符合要求;2. 挤出成型:将导体和绝缘材料送入挤出机中,经过挤压、塑化和挤出等作用,将其形成所需规格的电线电缆;3. 冷却定型:在挤出后的电线电缆通过水浴和风冷等手段降温,使其得到定型,并确定其尺寸精度;4. 质量测试:通过高压测试、漏电测试、耐磨性测试等手段,来确定电线电缆的绝缘强度、电性能和使用寿命等指标。

电线电缆挤塑工艺培训学习1. 引言挤塑是电线电缆制造中常用的工艺之一,它通过将熔化的塑料材料挤压至模具中,形成所需的电线或电缆外壳。
本文将介绍电线电缆挤塑工艺的基本原理、设备和操作流程,以提供一个全面的培训学习资源。
2. 挤塑工艺基本原理挤塑工艺基于热塑性塑料软化变形的特性,通过加热和压力将熔化的塑料挤入模具中,然后冷却成型。
以下是挤塑工艺的基本原理:2.1 材料准备挤塑工艺中使用的材料主要是热塑性塑料,如聚氯乙烯(PVC)、聚乙烯(PE)等。
材料需粉碎并混合,以获得均匀的成分和适合挤塑的颗粒状料。
2.2 加热和熔化将混合好的颗粒状料投入挤塑机的料斗中,通过加热和搅拌使其熔化。
挤塑机内部设置有加热器和搅拌器,可控制材料的温度和熔化状态。
2.3 挤出和冷却熔化的材料从挤塑机的挤出口挤压出来,进入模具中。
模具通常具有所需产品的截面形状和尺寸。
挤出过程中,材料被压力推向模具出口,并经过冷却装置冷却,形成固态的产品。
2.4 切割和包装冷却后的产品经过切割机进行切割,然后进行包装和标签贴附等后续工序。
3. 挤塑工艺设备挤塑工艺中使用的设备主要包括挤塑机、模具、加热器和冷却装置。
以下是对这些设备的简要介绍:3.1 挤塑机挤塑机是挤塑工艺中最关键的设备,它负责将熔化的材料挤压至模具中。
挤塑机通常由进料系统、挤出系统、加热系统和控制系统等组成。
3.2 模具模具是挤塑成型的关键部件,它的设计决定了最终产品的形状和尺寸。
模具一般由金属制成,具有高强度和耐磨损的特性。
3.3 加热器加热器用于加热和熔化塑料颗粒,以使其达到挤塑工艺所需的温度。
加热器通常使用电热管或热风循环系统,可根据需要进行温度控制。
3.4 冷却装置冷却装置用于快速冷却挤出的熔化材料,使其迅速固化成形。
冷却装置常使用冷却水或气流等方式进行冷却。
4. 挤塑工艺操作流程挤塑工艺的操作流程可以分为材料准备、挤出成型和后续处理等步骤。
以下是挤塑工艺的一般操作流程:4.1 材料准备1.将原料材料进行粉碎,并按一定比例混合均匀。
电缆挤塑工艺讲义1.常用绝缘材料1.1聚氯乙烯(PVC)聚氯乙烯塑料是以聚氯乙烯树脂为主要原料,根据各种电缆的不同使用要求,加入各类配合剂,如增塑剂、稳定剂、填充剂等经混合塑化、造粒而制得电线电缆用的聚氯乙烯塑料。
聚氯乙烯塑料的机械性能优越,耐化学腐蚀、耐气候、老化性能好,并且不延燃,有一定的电绝缘性能及良好的加工性能,成本低所以被广泛地用作电线电缆的绝缘和护套材料。
但是聚氯乙烯因C—Cl极性键的存在,使树脂具有较大的极性它的介电常数和介质损耗角正切较大;由于氯原子的存在耐热性较低,耐寒性差,在加工过程中,聚氯乙烯受热分解放出HCl有毒气体。
因此现在聚氯乙烯绝缘电缆正逐渐被聚乙烯绝缘电缆所取代。
绝缘、护套常用PVC塑料分类及性能见表1和表2。
表1 绝缘用PVC塑料分类及性能类型性能要求使用温度主要用途绝缘级电绝缘性能较好,有一定的耐热性、柔软性70℃通信、控制、信号及低压电力电缆绝缘普通绝缘级有一定的电绝缘性能,有较好的柔软性及耐大气性、价廉。
70℃室内固定敷设的电线、护套软线、500V农用电缆以及仪表安装线绝缘耐热绝缘级有较佳的耐热老化性能笔耐变形,电绝缘性能较好。
90℃105℃要求耐热较高的船用电缆、航空导线、电力电缆及安装用电线的绝缘。
高电性能绝缘级较佳的电绝缘性能,绝缘电阻高、介电性能好,有一定的耐热性。
70℃电压为6kV—10kV级的电力电缆的绝缘。
耐油耐溶剂绝缘级具有较好的耐油性、耐溶剂性和柔软性,电绝缘性能较好。
70℃用于接触油类和化学物质的电线缆的绝缘级。
阻燃绝缘级电绝缘性能较好,有较高的耐火焰燃烧性,柔软性较好。
70℃固定敷设的电力电缆、矿用电缆、安装用电线的绝缘。
表2 护套用PVC塑料分类及性能类型性能要求使用温度主要用途普通护层级有足够的机械强度、耐热、光老化性及耐寒性较邹。
70℃塑料电线电缆的外护层及其他电缆的外护层。
耐寒护层级有较高的耐地寒性,低温柔软性好。
70℃户外及耐寒电线电缆护层。
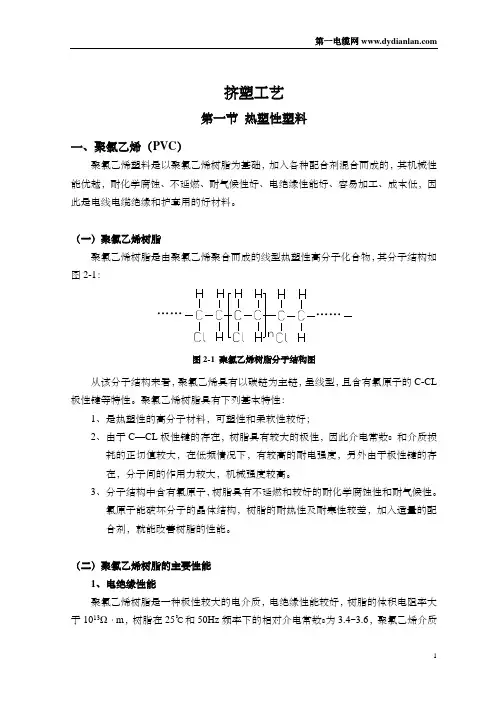
挤塑工艺第一节热塑性塑料一、聚氯乙烯(PVC)聚氯乙烯塑料是以聚氯乙烯树脂为基础,加入各种配合剂混合而成的,其机械性能优越,耐化学腐蚀、不延燃、耐气候性好、电绝缘性能好、容易加工、成本低,因此是电线电缆绝缘和护套用的好材料。
图在,分子间的作用力较大,机械强度较高。
3、分子结构中含有氯原子,树脂具有不延燃和较好的耐化学腐蚀性和耐气候性。
氯原子能破坏分子的晶体结构,树脂的耐热性及耐寒性较差,加入适量的配合剂,就能改善树脂的性能。
(二)聚氯乙烯树脂的主要性能1、电绝缘性能聚氯乙烯树脂是一种极性较大的电介质,电绝缘性能较好,树脂的体积电阻率大于1013Ω〃m,树脂在25℃和50Hz频率下的相对介电常数ε为3.4~3.6,聚氯乙烯介质损耗角的正切tgδ为0.006~0.2,树脂击穿场强不受极性影响。
聚氯乙烯的介质损耗较大,因此不适用于高频或高压的场合,而通常广泛应用在6KV以下低压电线电缆的绝缘和护套材料。
2、老化稳定性能从分子结构来看,氯原子都与仲碳原子相连,因而具有较高的耐老化稳定性,但在生产过程中,由于温度的直接影响和机械力的作用,易放出氯化氢,在氯的作用下,产生降解或交联,导致材料变色发脆,物理机械性能显著下降,电绝缘性能恶化。
因此聚氯乙烯老化,为改善聚氯乙烯的老化性能,应添加适量的稳定剂。
3、机械性能聚氯乙烯树脂为无定型聚合物,在不同温度下具有玻璃态、高弹态和粘流态,为了满足使用要求,加入适量的增塑剂,就能调节其玻璃化程度,增加塑性,达到柔软性要求,使机械性能增强。
(三)树脂的种类和技术要求氯乙烯的聚合方法有:悬浮聚合、乳液聚合、本体聚合和溶液聚合四种。
聚氯乙烯树脂的制造目前主要采用悬浮聚合方法,电线电缆用聚氯乙烯树脂就是采用悬浮聚合法制造的。
聚氯乙烯悬浮聚合过程中所用树脂的结构形状有:疏松型树脂(XS型)和紧密型树脂(XJ型)。
疏松型树脂质地疏松,吸油性大,易于塑化,加工操作控制方便,品种少,因此电线电缆用的树脂均是疏松型。