高档类不锈钢制品表面处理方法_苗彦民
- 格式:pdf
- 大小:1.65 MB
- 文档页数:3
不锈钢的七种表面处理工艺作为一位设计师,对材质的深入把握可以让自己的设计作品锦上添花,而不锈钢则是产品中经常应用到的一种材料。
不同的不锈钢表面处理工艺,能够让同样的材质凸显不同的视觉效果及手感特征。
从设计的角度出发,需要了解下面这7种不锈钢的表面处理工艺。
1 PVD工艺PVD(Physical Vapor Deposition)---物理气相沉积:指利用物理过程实现物质转移,将原子或分子由源转移到基材表面上的过程。
它的作用是可以使某些有特殊性能(强度高、耐磨性、散热性、耐腐性等)的微粒喷涂在性能较低的母体上,使得母体具有更好的性能。
PVD基本方法:真空蒸发、溅射、离子镀(空心阴极离子镀、热阴极离子镀、电弧离子镀、活性反应离子镀、射频离子镀、直流放电离子镀)。
iPhone X不锈钢加PVD工艺的顺利量产,标志着不锈钢加塑胶中框PVD技术方案已经成熟,为手机厂商表面处理方案多增加一项选择。
而小米6 不锈钢中框也是采用了PVD镀膜工艺2 喷砂(喷丸)处理喷砂是采用压缩空气为动力,以形成高速喷射束将喷料(铜矿砂、石英砂、金刚砂、铁砂、海砂)高速喷射到需处理工件表面,使工件表面的外表或形状发生变化。
喷砂在工程与表面工艺方面都有很强的应用,如:提高粘接件粘度、去污、优化机加工后的表面毛刺、表面哑光处理。
喷砂工艺比手工打磨要均匀而高效,这种方法的不锈钢处理,打造出产品的低调、耐用的特征。
下面举几个例子直观看看喷砂工艺的效果:3 化学处理化学处理是采用化学或电化学处理使不锈钢表面生成一层稳定化合物方法的统称。
像我们常说的电镀便是用电化学处理的。
单独或混合使用酸溶液、阳极溶解(电解)等进行除锈,使用磷酸盐处理、铬酸盐处理、发黑、阳极氧化等使金属表面生成一层保护膜,均属于此种方法。
这种方法能够达到复杂的花纹效果,打造复古或是现代的设计需求。
4 镜面处理不锈钢的镜面处理,简单来讲就是对不锈钢表面进行抛光,抛光手法分为物理抛光和化学抛光。
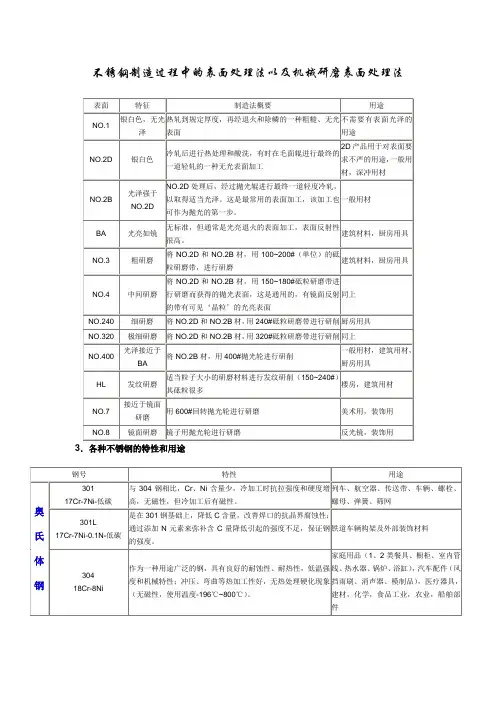
不锈钢制造过程中的表面处理法以及机械研磨表面处理法3.各种不锈钢的特性和用途各种不锈钢的耐腐蚀性能304是一种通用性的不锈钢,它广泛地用于制作要求良好综合性能(耐腐蚀和成型性)的设备和机件。
301不锈钢在形变时呈现出明显的加工硬化现象,被用于要求较高强度的各种场合。
302不锈钢实质上就是含碳量更高的304不锈钢的变种,通过冷轧可使其获得较高的强度。
302B是一种含硅量较高的不锈钢,它具有较高的抗高温氧化性能。
303和303Se是分别含有硫和硒的易切削不锈钢,用于主要要求易切削和表而光浩度高的场合。
303Se不锈钢也用于制作需要热镦的机件,因为在这类条件下,这种不锈钢具有良好的可热加工性。
304L是碳含量较低的304不锈钢的变种,用于需要焊接的场合。
较低的碳含量使得在靠近焊缝的热影响区中所析出的碳化物减至最少,而碳化物的析出可能导致不锈钢在某些环境中产生晶间腐蚀(焊接侵蚀)。
304N是一种含氮的不锈钢,加氮是为了提高钢的强度。
305和384不锈钢含有较高的镍,其加工硬化率低,适用于对冷成型性要求高的各种场合。
308不锈钢用于制作焊条。
309、310、314及330 不锈钢的镍、铬含量都比较高,为的是提高钢在高温下的抗氧化性能和蠕变强度。
而30S5和310S乃是309和310不锈钢的变种,所不同者只是碳含量较低,为的是使焊缝附近所析出的碳化物减至最少。
330不锈钢有着特别高的抗渗碳能力和抗热震性.316和317型不锈钢含有铝,因而在海洋和化学工业环境中的抗点腐蚀能力大大地优于304不锈钢。
其中,316型不锈钢由变种包括低碳不锈钢316L、含氮的高强度不锈钢316N以及合硫量较高的易切削不锈钢316F。
321、347及348是分别以钛,铌加钽、铌稳定化的不锈钢,适宜作高温下使用的焊接构件。
348是一种适用于核动力工业的不锈钢,对钽和钻的合量有着一定的限制。
*******************************************************************************一、钢板(包括带钢)的分类:1、按厚度分类:(1)薄板(2)中板(3)厚板(4)特厚板2、按生产方法分类:(1)热轧钢板(2)冷轧钢板3、按表面特征分类:(1)镀锌板(热镀锌板、电镀锌板)(2)镀锡板(3)复合钢板(4)彩色涂层钢板4、按用途分类:(1)桥梁钢板(2)锅炉钢板(3)造船钢板(4)装甲钢板(5)汽车钢板(6)屋面钢板(7)结构钢板(8)电工钢板(硅钢片)(9)弹簧钢板(10)其他二、普通及机械结构用钢板中常见的日本牌号1、日本钢材(JIS系列)的牌号中普通结构钢主要由三部分组成:第一部分表示材质,如:S(Steel)表示钢,F(Ferrum)表示铁;第二部分表示不同的形状、种类、用途,如P(Plate)表示板,T(Tube)表示管,K(Kogu)表示工具;第三部分表示特征数字,一般为最低抗拉强度。
不锈钢零件表面处理方法
不锈钢零件的表面处理方法那可真是个有趣的话题呢!
一种常见的方法就是抛光啦。
就像是给不锈钢零件做个美容,把它表面弄得滑溜溜的。
抛光有好几种呢,像机械抛光,就像是用小刷子一点点把零件表面的瑕疵都刷掉,让它变得亮晶晶的。
还有化学抛光,这就像是给零件泡个神奇的药水澡,通过化学反应让表面变得光滑又好看。
电镀也是个不错的办法。
可以在不锈钢零件表面镀上一层别的金属,比如说铬。
镀铬之后的不锈钢零件呀,不仅看起来更酷了,而且还能增加它的耐磨性呢。
就像给零件穿上了一层坚硬又闪亮的铠甲。
还有钝化处理。
这就像是给不锈钢零件做个保护膜,让它不容易被腐蚀。
经过钝化处理后的零件,就像是有了一层隐形的护盾,在各种环境里都能更坚强地存在。
喷砂处理也很有趣哦。
就像用小沙子去“攻击”零件表面,不过可不是真的破坏它,而是让它的表面有那种磨砂的质感。
这样的不锈钢零件看起来就很有质感,很独特,就像是走在时尚前沿的酷家伙。
拉丝处理也挺常见的。
想象一下,就像用小梳子在零件表面梳出一道道漂亮的纹路,让它看起来既精致又有格调。
这种处理后的不锈钢零件,在一些高档的设备或者装饰品上经常能看到呢。
总之呀,不同的表面处理方法能让不锈钢零件有不同的“性格”和“外貌”。
不管是想要亮晶晶的华丽感,还是低调有内涵的磨砂感,都能找到合适的处理方法。
这就像给不锈钢零件开启了一场变身之旅,让它们在各种场合都能大放异彩。
不锈钢表面处理(打磨及抛光)工艺守则不锈钢打磨工艺守则1说明1.1 本工艺守则适用于不锈钢的打磨操作。
1.2 在图样、工艺指导卡无要求的情况下,可执行本工艺守则的规定。
1.3 新工人在上岗操作前,必须经过培训,合格后,方可上岗操作。
2 准备工作2.1 操作者应熟悉设备结构、工作原理,并经过实际操作培训。
2.2 认真熟悉打磨件图样中的技术要求、相关的打磨工艺指导卡。
2.3 检查电源线有无破损。
2.4 正确选择砂轮和百叶片,正确选用百叶片的种类和抛光轮的目数。
2.5 按当日生产任务量准备好足够砂轮和抛光轮。
2.6 打磨件在翻转和搬运过程中要轻拿、轻放,避免装饰面的划伤、磕碰。
2.7 认真检查来件外装饰面是否有磕碰、麻点、凹坑,其缺陷深度是否通过打磨的方法可以去除,发现问题及时反馈给质检员。
2.8 开机前应保证设备处于良好状态,抛光轮应安装牢固,周围无障碍物,周围无易燃烧物,检查后再开机。
2.9 设备:抛光机、抛管机、抛板机、手提砂轮机、角磨机、直磨机。
3.10 辅料:金刚砂(白刚玉、棕刚玉、绿碳化硅、粒度60#、80#、100#、120#、180#、240#、320#、360#、480#微粉)。
角磨片:60#、80#、100#。
百叶片:60#、80#、100#、120#、180#、240#、320#合金磨头、砂布磨头、羊毛磨头。
布轮、白布轮、散布轮、亚光轮、麻轮、羊毛轮、砂布轮、羊毛球。
钢丝刷、拉丝带、拉丝轮、拉丝布。
黄油膏、白油膏、绿油膏、红粉硝酸、各种抛光液、玻璃水,水胶等。
3 工艺过程打磨就是将焊接后的工件用角磨机,直磨机处理后达到技术要求的过程。
3.1用60#,80#角磨片将焊道打磨平整。
3.2用100#百叶片将60#80#角磨打磨所产生的痕迹处理掉。
3.3因受到组对,组焊,运输等过程造成的各种因素的影响,如焊接过程中产生的砂眼。
咬肉等需要二次补焊打磨处理。
3.4用120#百叶片将100#百叶片所产生的轮花处理掉。
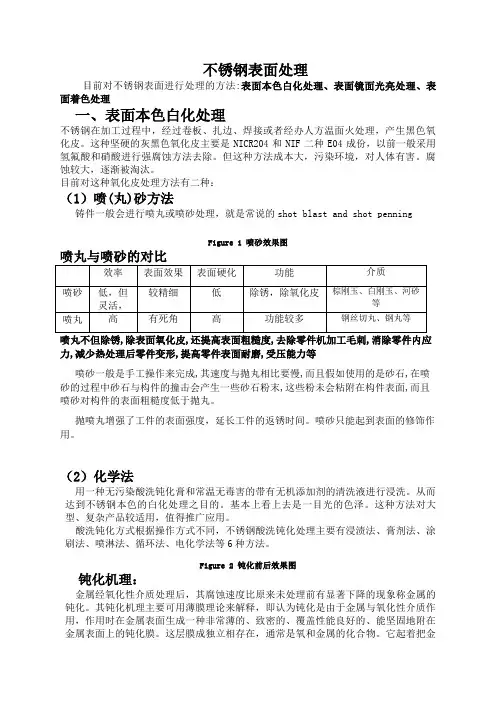
不锈钢表面处理目前对不锈钢表面进行处理的方法:表面本色白化处理、表面镜面光亮处理、表面着色处理一、表面本色白化处理不锈钢在加工过程中,经过卷板、扎边、焊接或者经办人方温面火处理,产生黑色氧化皮。
这种坚硬的灰黑色氧化皮主要是NICR204和NIF二种E04成份,以前一般采用氢氟酸和硝酸进行强腐蚀方法去除。
但这种方法成本大,污染环境,对人体有害。
腐蚀较大,逐渐被淘汰。
目前对这种氧化皮处理方法有二种:(1)喷(丸)砂方法铸件一般会进行喷丸或喷砂处理,就是常说的shot blast and shot penningFigure 1 喷砂效果图喷丸不但除锈,除表面氧化皮,还提高表面粗糙度,去除零件机加工毛刺,消除零件内应力,减少热处理后零件变形,提高零件表面耐磨,受压能力等喷砂一般是手工操作来完成,其速度与抛丸相比要慢,而且假如使用的是砂石,在喷砂的过程中砂石与构件的撞击会产生一些砂石粉末,这些粉未会粘附在构件表面,而且喷砂对构件的表面粗糙度低于抛丸。
抛喷丸增强了工件的表面强度,延长工件的返锈时间。
喷砂只能起到表面的修饰作用。
(2)化学法用一种无污染酸洗钝化膏和常温无毒害的带有无机添加剂的清洗液进行浸洗。
从而达到不锈钢本色的白化处理之目的。
基本上看上去是一目光的色泽。
这种方法对大型、复杂产品较适用,值得推广应用。
酸洗钝化方式根据操作方式不同,不锈钢酸洗钝化处理主要有浸渍法、膏剂法、涂刷法、喷淋法、循环法、电化学法等6种方法。
Figure 2 钝化前后效果图钝化机理:金属经氧化性介质处理后,其腐蚀速度比原来未处理前有显著下降的现象称金属的钝化。
其钝化机理主要可用薄膜理论来解释,即认为钝化是由于金属与氧化性介质作用,作用时在金属表面生成一种非常薄的、致密的、覆盖性能良好的、能坚固地附在金属表面上的钝化膜。
这层膜成独立相存在,通常是氧和金属的化合物。
它起着把金属与腐蚀介质完全隔开的作用,防止金属与腐蚀介质直接接触,从而使金属基本停止溶解形成钝态达到防止腐蚀的效果。

不锈钢表面处理方法不锈钢常用表面有哪几种处理方法不锈钢常用表面有哪几种处理方法?下面我为大家简单地说下:不锈钢具有独特的强度、较高的耐磨性、优越的防腐性能及不易生锈等优良的特性。
故广泛应用于化工行业,食品机械,机电行业,环保行业,家用电器行业及家庭装潢,精饰行业,给予人们以华丽高贵的感觉。
不锈钢的应用发展前景会越来越广,但不锈钢的应用发展很大程度上决定它的表面处理技术发展程度。
1不锈钢常用表面处理方法1.1不锈钢品种简介1.1.1不锈钢主要成分:一般含有鉻(Cr)、镍(Ni)、钼(Mo)、钛(Ti)等优质金属元素。
1.1.2常见不锈钢:有鉻不锈钢,含Cr≥12%以上;镍鉻不锈钢,含Cr≥18%,含Ni≥12%。
1.1.3从不锈钢金相组织结构分类:有奥氏体不锈钢,例如:1Cr18Ni9Ti,1Cr18Ni11Nb,Cr18Mn8Ni5。
马氏体不锈钢,例如:Cr17,Cr28等。
一般称为非磁性不锈钢和带有磁性不锈钢。
1.2常见不锈钢表面处理方法常用不锈钢表面处理技术有以下几种处理方法:①表面本色白化处理;②表面镜面光亮处理;③表面着色处理。
1.2.1表面本色白化处理:不锈钢在加工过程中,经过卷板、扎边、焊接或者经过人工表面火烤加温处理,产生黑色氧化皮。
这种坚硬的灰黑色氧化皮主要是NiCr2O4和NiF二种EO4成分,以前一般采用氢氟酸和硝酸进行强腐蚀方法去除。
但这种方法成本大,污染环境,对人体有害,腐蚀性较大,逐渐被淘汰。
目前对氧化皮处理方法主要有二种:⑴喷砂(丸)法:主要是采用喷微玻璃珠的方法,除去表面的黑色氧化皮。
⑵化学法:使用一种无污染的酸洗钝化膏和常温无毒害的带有无机添加剂的清洗液进行浸洗。
从而达到不锈钢本色的白化处理目的。
处理好后基本上看上去是一无光的色泽。
这种方法对大型、复杂产品较适用。
1.2.2不锈钢表面镜面光亮处理方法:根据不锈钢产品的复杂程度和用户要求情况不同可分别采用机械抛光、化学抛光、电化学抛光等方法来达到镜面光泽。
不锈钢表面处理方法
目前对不锈钢表面进行处理方法
一.表面本色白化处理。
二.表面镜石光亮处理。
三.表面着色处理。
一.表面本色白化处理:目前对这种氧化皮处理方法有二种:
1采用喷(丸)砂方法。
2采用化学法:即使用一钟无污染酸洗钝化膏和常温无毒害的带有无机添加剂的清洗液进行浸洗。
从而达到不锈钢本色的白化处理
之目的。
基本上看上去是一目光的色泽。
这种方法对大型、复杂
产品较适用,值得推广应用。
二.不锈钢表面镜面光亮处理方法:
根据不锈钢产品的复杂程度和用户要求情况不同可分别采用机械抛光、化学抛光、电化学抛光等方法来达到镜石光泽。
三.不锈钢着色方法有如下几种:
1.离子沉积氧化物或氧化物。
2.高温氧化法。
3.化学氧化法。
电化学氧化法。
4.气相裂解法。
~1~。
抛光分为手工抛光和电化学抛光。
手工抛光:夹持工件在抛光带上摩擦,形成光亮的表面。
电化学抛光:将工件放入电化学槽内,槽内有电场和化学溶液,在两者的作用下,工件表面形成光亮表面。
拉丝与手工抛光相似,也是工件与拉丝材料之间摩擦,形成拉丝纹路。
一般都是水平和垂直纹路,也有圆弧形的拉丝。
喷砂也称喷丸。
就是用机器将钢砂(钢丸)喷在不锈钢工件的表面上,工件表面形成均匀的毛面。
提高产品表面的质量与光洁度。
喷砂后可以再进行喷漆、电镀、PVD等处理。
化学蚀刻在不锈钢工件表面丝印图案。
然后将工件放入化学溶液中。
被丝印覆盖的部分没有变化,未被保护的部分在化学溶液的作用下,被腐蚀,最终形成丝印的图案。
根据腐蚀的强弱,可以控制腐蚀的深度。
例如小孔,冲压和钻削不方便加工的,就可采用化学蚀刻的方法。
可以蚀刻通孔,也可蚀刻盲孔。
现在的Receiver装饰片因为有很多0.4~0.5mm的小孔,就是采用化学蚀刻的方法加工的。
镭射打标激光头由布进电机驱动,用激光束使表层物质的蒸发露出深层物质,或者导致表层物质的化学物理变化而刻出痕迹,或者是通过光能烧掉部分物质,显出所需刻蚀的图形、文字。
用激光设备通过编程的方法将需要雕刻的图案输入,激光在工件表面去掉一层材料,形成图案。
这就是镭射打标。
不锈钢工件和铝合金工件内表面形成几个静电接地点,就是应用镭射打标的原你的方法。
同样,按键表面的镭雕也是应用激光烧掉按键表面的一层油漆形成字符。
钻雕机械雕刻机通过刀具在工件表面雕出图案。
与激光雕刻类似,不同的是机械刀具和激光。
电镀不锈钢可以电镀,电镀镍、络、钛等,增加表面的光亮度。
PVDPVD是真空电镀。
在表面电镀Ni, 金等金属,形成金色、银色等颜色。
由于工艺技术等限制,现在只能实现几种颜色。
具体的颜色,需要向供应商确认。
油漆油漆分喷漆和电泳两种方式。
常规的方法就是喷漆,然后烘干,称为烤漆。
先进的方法就是电泳。
电泳漆是一种水性漆,油漆可以溶于水。
工件作为一个电极,在电场的作用下,油漆成为带电粒子,向工件移动,覆盖在工件表面上。
高档类不锈钢制品表面处理方法
苗彦民
【期刊名称】《新技术新工艺》
【年(卷),期】2015(000)007
【摘要】不锈钢制品广泛应用于多种行业,不同的纹路和处理方法会呈现出不同的效果。
针对如何选择适合于企业自身的不锈钢制品的表面处理方式,详细介绍了几种常见的表面处理方式和加工工艺,提高了不锈钢制品的档次,赢得了客户的信赖。
【总页数】3页(P114-116)
【作者】苗彦民
【作者单位】许昌烟草机械有限责任公司,河南许昌 461000
【正文语种】中文
【中图分类】TH16
【相关文献】
1.不锈钢表面处理方法的进展 [J], 刘福春;石玉敏;韩恩厚
2.不锈钢表面处理方法综述 [J], 李云光
3.不锈钢表面处理方法综述 [J], 李云光
4.闪亮品牌铸就“不锈”事业——来自“中国不锈钢制品之乡”彩塘镇的报告 [J], 谢小曼
5.与食品接触重复使用不锈钢制品中重金属迁移情况的探讨 [J], 杜润峰
因版权原因,仅展示原文概要,查看原文内容请购买。
浅谈不锈钢杆表面处理方法
刘子龙
【期刊名称】《中国设备工程》
【年(卷),期】2024()6
【摘要】不锈钢杆防腐保护及表面腐蚀修复一直困扰着装备修理工作。
本文根据装备使用的环境并结合修理实际,针对长期处于海水中不锈钢杆,出现点蚀及缝隙腐蚀提出了修复方法。
同时本文重点分析高温、高盐、盐雾等复杂海洋环境下对不锈钢材料影响,表面腐蚀破坏的机理,提出不锈钢杆在修理过程中的修复工艺步骤,提高不锈钢杆使用寿命建议。
【总页数】3页(P140-142)
【作者】刘子龙
【作者单位】青岛四三零八机械厂
【正文语种】中文
【中图分类】TG174.4
【相关文献】
1.高档类不锈钢制品表面处理方法
2.不锈钢表面处理方法综述
3.煤炭企业专用线改扩建可行性分析
4.常见不锈钢压力容器制造中的一些表面防护和表面缺陷处理方法
因版权原因,仅展示原文概要,查看原文内容请购买。