铝合金表面处理技术规范
- 格式:doc
- 大小:275.50 KB
- 文档页数:16
铝件表面处理技术要求
铝件表面处理的技术要求主要包括以下几个方面:
1. 外观:表面处理后的铝件应无明显的外观缺陷,如划痕、凹坑、起泡、变色等。
2. 膜厚:根据不同的表面处理方法,铝件的膜厚应达到一定的要求。
例如,电镀或喷涂后的膜厚应符合设计要求,且应均匀分布。
3. 附着力:表面处理后的铝件应具有良好的附着力,以保证其在使用过程中不易脱落或损坏。
4. 耐腐蚀性:铝件表面处理后应具有一定的耐腐蚀性,以抵抗各种环境因素(如大气、酸、碱等)的侵蚀。
5. 耐磨性:对于需要承受摩擦或磨损的铝件,其表面处理后应具有一定的耐磨性,以保证其在使用过程中不易磨损或划伤。
6. 成本:在满足上述要求的前提下,表面处理技术应尽可能降低成本,以提高生产效率和经济性。
总之,铝件表面处理的技术要求应根据具体的应用场景和需求来确定,以达到最佳的表面质量和性能。
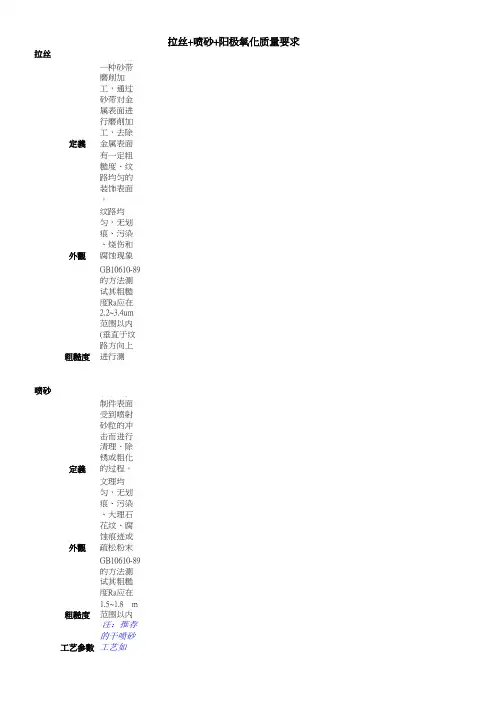
拉丝+喷砂+阳极氧化质量要求拉丝定義拉丝:是一种砂带磨削加工,通过砂带对金属表面进行磨削加工,去除金属表面缺陷,并形成具有一定粗糙度、纹路均匀的装饰表面。
外觀拉丝表面纹路均匀,无划痕、污染、烧伤和腐蚀现象粗糙度按GB10610-89的方法测试其粗糙度Ra应在2.2~3.4um范围以内(垂直于纹路方向上进行测量)喷砂定義喷砂:使制件表面受到喷射砂粒的冲击而进行清理、除锈或粗化的过程。
外觀 喷砂表面文理均匀,无划痕、污染、大理石花纹、腐蚀痕迹或疏松粉末粗糙度按 GB10610-89的方法测试其粗糙度Ra应在 1.5~1.8 m 范围以内。
工艺參數注:推荐的干喷砂工艺如下:材料 --------------------------- 玻璃珠材料规格 --------------------- 100~140 目空气压力 -------------------- 500~700 KPa喷嘴移动速度 -------------- 约 100 mm/s工件表面与喷枪距离 ---- 约 200 mm工件表面与喷枪角度 ---- 约 30°无色化学氧化膜定義无色化学氧化:指氧化膜呈无色状的化学氧化工艺。
外观 1.所有零件都应进行外观检查。
2.氧化膜必须连续、均匀。
完整。
零件表面不允许有划伤、污染、腐蚀痕迹或疏松粉末;3.允许有轻微的夹具印。
焊缝及焊点处不允许膜层发黑。
4.无色化学氧化膜应是铝基底颜色。
耐蚀性无色化学氧化膜按 GB/T 10125-1997 进行100小时的中性盐雾试验;试验后,在每一试片边缘以外的表面上直径不大于0.8 mm的腐蚀点不能多于3个。
接触电阻要求在1kg/mm2的电极压力下,其接触电阻不大于0.9 Ω/mm2。
喷砂光亮无色化学氧化膜定義喷砂光亮无色化学氧化:指经喷砂处理后再进行化学抛光和无色化学氧化的表面处理工艺。
粗糙度按GB10610-89 方法测试其粗糙度 Ra 应在 1.5~1.8um 范围以内。
铝合金建筑型材表面处理技术
铝合金建筑型材是一种通用型的建筑材料,在工业建筑、民用建筑及日常生活中广泛使用,它的优良表面性能是其使用的关键因素之一。
铝合金建筑型材表面处理技术的研究和应用,是未来建筑行业发展的重要推动力。
铝合金建筑型材表面处理是提高铝合金建筑型材质量、提升外观和性能的关键技术。
其目的是使其表面处于高度洁净、几何精度高、抗腐蚀性能优良、抗疲劳性能高以及良好的润滑性能等指标标准以及防止储存和运输中受潮、受污染、受锈蚀等因素。
表面处理技术主要有清洗工艺、物理处理工艺、化学处理工艺及光化学处理工艺等。
清洗工艺包括机械清洗和焊渣的清除,以去除表面的杂质;物理处理工艺包括拉丝、研磨、砂轮打磨和研磨机加工处理,以去除表面的毛刺和锈蚀;化学处理工艺主要有温熔镀层、电化学镀工艺和喷涂工艺,以改善表面的抗腐蚀性;光化学处理工艺主要指表面电镀、电泳和表面涂料等,以改善表面色泽和耐磨性能。
当前,铝合金建筑表面处理技术已经得到广泛应用,技术的不断改善和发展,使得铝合金表面处理技术在建筑行业的应用范围越来越广。
但是,由于铝合金建筑表面处理技术本身的不断发展,也会带来一定的不确定性。
因此,应该加大对技术针对性、环保性、可操作性和全面可持续性方面的研究,以期开发出更有效、安全、高质量的表面处理技术。
总而言之,铝合金建筑表面处理技术是一项重要的未来发展趋势,
可以有效改善建筑表面的外观、耐用性及耐磨性性能,保证表面的安全和质量。
因此,应当加大对技术的研发力度,持续改进,不断加强对建筑表面处理技术的深入研究与应用,以实现表面处理技术的质量及安全提升,为建筑行业发展和技术进步作出应有贡献。
铝及其合金的表面处理技术全球铝的产量仅次于铁。
铝和铝合金密度小且易加工。
并且可以制造成形状十分复杂的零件,因而它在工业中的应用日益广泛,但是铝及其合金易产生晶间腐蚀,表面硬度低、不耐磨损。
国内外都在采取各种方法对铝及其合金表面进行改质处理,以获得各项优良性能,拓宽其应用范围。
作者讨论了铝及其合金的表面处理技术,简述了其应用,并对该领域目前研究的热门课题——微弧氧化及激光处理进行了介绍。
1电镀、抛光和砂面处理铝及其合金的电镀一般是为了改善装饰性,提高表面硬度和耐磨性,降低摩擦系数,改善润滑性,提高表面导电性和反光率等而进行的。
由于铝对氧有很强的亲和力,表面总是有氧化膜存在,铝属于两性金属,在酸性溶液和碱性溶液中都不稳定。
铝的膨胀系数较绝大多数金属的大,铬为7X10-6),所以镀层易脱落,又由于镀铝常含有砂眼、气孔等缺陷.在电镀过程中,砂眼和气孔中常会滞留溶液和氢气。
影响镀层与基体的结合力,所以直接在铝及其合金上电镀很困难。
铝及其合金的电镀效果主要取决于表面准备情况。
镀前一般进行机械处理,有机溶剂除油,化学除油、碱浸蚀、出光等处理。
铝及其合金的镀前处理及电镀工艺有下列几种:(1)化学浸锌呻电镀铜+电镀其他镀层;(2)电镀薄锌层一电镀铜一电镀其他镀层;(3)化学镀镍一电镀厚镍;(4)电镀镍一电镀其他镀层;(5)阳极氧化呻电镀其他镀层;(6)铝合金一步法镀铜—)电镀其他镀层1,铝及其合金的抛光多年来普遍采用三酸抛光工艺,该工艺温度高、时间短,亮度好,但一般只能单根抛光,无法批量生产,而且产生的黄烟对人体有害。
电解抛光的含磷和铬酸的废水处理一般厂家难以解决,且生产中耗电量很大。
为此,目前市场已推出无黄烟两酸抛光新工艺,只需在磷酸、硫酸中加入少量添加剂(其成本接近硝酸)即可在80~100°C下操作0.5-3.0min,其光亮度略次于三酸处理[2],但解决了环境污染问题+ 砂面处理和亚光处理是目前国外铝建材表面处理的流行工艺。
铝合金表面处理技术规范-艾默生拉丝定義拉丝:是一种砂带磨削加工,通过砂带对金属表面进行磨削加工,去除金属表面缺陷,并形成具有一定粗糙度、纹路均匀的装饰表面。
外觀拉丝表面纹路均匀,无划痕、污染、烧伤和腐蚀现象粗糙度按GB10610-89的方法测试其粗糙度Ra应在2.2~3.4um范围以内(垂直于纹路方向上进行测量)喷砂定義喷砂:使制件表面受到喷射砂粒的冲击而进行清理、除锈或粗化的过程。
外觀喷砂表面文理均匀,无划痕、污染、大理石花纹、腐蚀痕迹或疏松粉末粗糙度工艺參數注:推荐的干喷砂工艺如下:材料 --------------------------- 玻璃珠材料规格 --------------------- 100~140 目空气压力 -------------------- 500~700 KPa喷嘴移动速度 -------------- 约 100 mm/s工件表面与喷枪距离 ---- 约 200 mm工件表面与喷枪角度 ---- 约30°无色化学氧化膜定義无色化学氧化:指氧化膜呈无色状的化学氧化工艺。
外观1.所有零件都应进行外观检查。
2.氧化膜必须连续、均匀。
完整。
零件表面不允许有划伤、污染、腐蚀痕迹或疏松粉末;3.允许有轻微的夹具印。
焊缝及焊点处不允许膜层发黑。
4.无色化学氧化膜应是铝基底颜色。
耐蚀性无色化学氧化膜按GB/T 10125-1997 进行100小时的中性盐雾试验;试验后,在每一试片边缘以外的表面上直径不大于0.8 mm的腐蚀点不能多于3个。
接触电阻要求在1kg/mm 2的电极压力下,其接触电阻不大于0.9 Ω/mm 2。
喷砂光亮无色化学氧化膜定義喷砂光亮无色化学氧化:指经喷砂处理后再进行化学抛光和无色化学氧化的表面处理工艺。
粗糙度按GB10610-89 方法测试其粗糙度 Ra 应在 1.5~1.8um 范围以内。
氧化膜厚度按GB 4957-85用涡流法在试片的非吹砂面测量氧化膜的厚度,其厚度值应为6m m 以上。

铝合金表面处理技术规艾默生网络能源修订信息表目录目录 (3)前言 (5)一、铝合金化学氧化技术规 (6)1目的 (6)2 适用围 (6)3 关键词 (6)4引用/参考标准或资料 (6)5 规容 (6)5.1 术语 (6)5.2 工艺鉴定要求 (7)5.2.1 总则 (7)5.2.2 设计要求 (7)5.2.3 鉴定程序 (7)5.2.4 试验及试片要求 (7)5.2.5 试验方法及质量指标 (8)5.2.6 鉴定状态的保持 (8)5.3 产品质量检验要求 (8)5.3.1 外观 (8)5.3.2 耐蚀性 (8)二、铝合金喷砂光亮阳极化技术规 (9)1目的 (9)2 适用围 (9)3 关键词 (9)4 引用/参考标准或资料 (9)5 规容 (10)5.1 术语 (10)5.2 工艺鉴定要求 (10)5.2.1 总则 (10)5.2.2 设计要求 (10)5.2.3 鉴定程序 (10)5.2.4 试验及试片要求 (10)5.2.5 试验方法及质量指标 (11)5.2.6 鉴定状态的保持 (11)5.3 产品质量检验要求 (11)5.4 备注 (12)6 附录1 (12)三、喷砂及拉丝技术规 (12)1目的 (12)2 适用围 (13)3 关键词 (13)4引用/参考标准或资料 (13)5 规容 (13)5.1 术语 (13)5.2工艺鉴定要求 (13)5.2.1 总则 (13)5.2.2 设计要求 (14)5.2.3 鉴定程序纪律 (14)5.2.4 试验及试片要求 (14)5.2.5 试验方法及质量指标 (15)5.2.6 鉴定状态的保持 (15)5.3 产品质量检验要求 (15)5.3.1 拉丝件 (15)5.3.2 喷砂件: (15)前言本规由艾默生网络能源研发部发布实施,适用于本公司的产品设计开发及相关活动。
本规由结构造型设计中心部门遵照执行。
本规拟制部门:结构造型设计中心;本规拟制人:士杰;本规批准人:运清;一、铝合金化学氧化技术规1目的本规规定了铝合金化学氧化的工艺要求及其质量要求。
摘要本课题研究的是对铝合金进行表面氧化着色,通过正交实验设计找出最好的工艺条件,使铝合金看起来美观大方,并提高其耐磨性和耐腐蚀性,使铝合金更耐用,并满足铝合金在现代社会装饰方面的应用。
对铝合金材料采用化学氧化处理,之后进行着黑色,在单因素实验基础上以正交试验确定着色液配方及工艺条件。
黑色膜试样(片)颜色均匀深黑附着好耐磨擦,计算单位面积膜层质量,用划格法检验附着力,并用5%的氯化钠溶液检验耐腐蚀性。
此工艺稳定性好,操作简单,成本低廉,着色液处理能力约为3.5 m2/L。
黑膜性能可满足一般产品的使用要求。
关键词:铝合金;化学氧化;着黑色AbstractThis research is of aluminum alloy, surface oxidation of the coloring, find the best process conditions by orthogonal experimental design, aluminum alloy looks nice, and improve the wear resistance and corrosion resistance make aluminum more durable and to meet the aluminum alloy decorated in a modern society.Chemical oxidizing and following chemical blackening is applied to aluminum alloys,the blackening solution formula and process variables are determined by single factor test and orthogonal test.The uniform.and compact blackening film has good adhesion,wear resistance,unit area of film quality,the grid method test adhesion and corrosion resistance of 5% sodium chloride solution test.The process is stability,low cost and easy to operate.The treatment capacity of blackening solution is 3.5m2/L,the performance can satisfy the requirement of general products.Keywords:aluminum alloy,chemical oxidizing,blackening目录1引言 (2)1.1 铝合金的概念 (2)1.2 铝合金的种类 (2)1.3 铝合金的物理、化学性质 (2)1.4 铝合金的用途 (3)2 铝合金的表面处理技术 (5)2.1阳极氧化 (5)2.1.1阳极氧化原理 (5)2.1.2 阳极氧化的处理方法 (6)2.1.3 氧化膜着色 (8)2.2 化学氧化膜 (9)2.2.1化学氧化膜的基本原理 (9)2.2.2 化学氧化膜的性质 (9)2.2.3化学氧化膜的性能及主要用途 (10)2.2.4 铬酸盐系化学氧化膜 (10)3 实验过程及结果分析 (12)3.1设计目的和意义 (12)3.2 实验方案的工艺设计 (12)3.2.1 实验材料 (12)3.2.2实验前材料处理 (12)3.2.3 氧化 (12)3.2.4 着色 (13)3.2.5 正交实验设计 (13)3.3 实验后试样检验指标设计 (14)3.3.1 膜层单位面积质量测定 (14)3.3.2 耐磨性检验 (15)3.3.3 附着力的检测 (15)3.3.4 耐腐蚀性能检验 (17)3.4实验结果与分析 (17)3.4.1 实验结果 (17)3.4.2 结果分析 (19)结论 (22)参考文献 (23)致谢 (24)1引言铝及铝合金作为重要的工业材料被广泛应用于汽车、航空、仪器仪表及建筑等领域,其中经氧化着黑色处理的铝制品尤为受到青睐。
铝合金表面处理技术规艾默生网络能源修订信息表目录目录 (3)前言 (5)一、铝合金化学氧化技术规 (6)1目的 (6)2 适用围 (6)3 关键词 (6)4引用/参考标准或资料 (6)5 规容 (6)5.1 术语 (6)5.2 工艺鉴定要求 (7)5.2.1 总则 (7)5.2.2 设计要求 (7)5.2.3 鉴定程序 (7)5.2.4 试验及试片要求 (7)5.2.5 试验方法及质量指标 (8)5.2.6 鉴定状态的保持 (8)5.3 产品质量检验要求 (8)5.3.1 外观 (8)5.3.2 耐蚀性 (8)二、铝合金喷砂光亮阳极化技术规 (9)1目的 (9)2 适用围 (9)3 关键词 (9)4 引用/参考标准或资料 (9)5 规容 (10)5.1 术语 (10)5.2 工艺鉴定要求 (10)5.2.1 总则 (10)5.2.2 设计要求 (10)5.2.3 鉴定程序 (10)5.2.4 试验及试片要求 (10)5.2.5 试验方法及质量指标 (11)5.2.6 鉴定状态的保持 (11)5.3 产品质量检验要求 (11)5.4 备注 (12)6 附录1 (12)三、喷砂及拉丝技术规 (12)1目的 (12)2 适用围 (13)3 关键词 (13)4引用/参考标准或资料 (13)5 规容 (13)5.1 术语 (13)5.2工艺鉴定要求 (13)5.2.1 总则 (13)5.2.2 设计要求 (14)5.2.3 鉴定程序纪律 (14)5.2.4 试验及试片要求 (14)5.2.5 试验方法及质量指标 (15)5.2.6 鉴定状态的保持 (15)5.3 产品质量检验要求 (15)5.3.1 拉丝件 (15)5.3.2 喷砂件: (15)前言本规由艾默生网络能源研发部发布实施,适用于本公司的产品设计开发及相关活动。
本规由结构造型设计中心部门遵照执行。
本规拟制部门:结构造型设计中心;本规拟制人:士杰;本规批准人:运清;一、铝合金化学氧化技术规1目的本规规定了铝合金化学氧化的工艺要求及其质量要求。
铝合金型材采用阳极氧化、电泳涂漆、粉末喷涂、氟碳喷涂进行表面处理时应符合现行国家标准《铝合金建筑型材》GB/T5237规定的质量要求,表面处理层的厚度应满足下表要求铝合金型材表面处理层的厚度7.7.1阳极氧化1.阳极氧化膜的厚度级别应根据使用环境加以选择,其要求应符合下表的规定,并在合同中注明。
未注明时,门窗型材符合AA10级,幕墙型材符合AA15级。
2.氧化膜的封孔质量采用磷铬酸侵蚀重量损失法试验,失重不大于30㎎/d㎡3.阳极氧化膜的耐蚀性采用铜加速醋酸盐雾试验(CASS)和滴碱试验检测,耐磨性采用落沙试验检测,结果应符合下表规定4.氧化膜的耐候性采用313B荧光紫外灯人工加速老化试验测试,经300h连续照射后,电解着色膜色差至少应达到1级,有机着色膜色差至少应达到2级。
5.产品表面不允许有电灼伤、氧化膜脱落等影响使用的缺陷。
距型材端头80mm以内允许局部无膜或电灼伤7.7.2粉末喷涂1.喷粉型材的牌号、状态和规格,应符合GB5237.1的规定。
涂层种类为热固化饱和聚酯粉末涂层2.基材喷涂前,其表面应进行预处理,以提高基体与涂层的附着力。
化学转化膜应有一定的厚度,当采用铬化处理时,铬化转化膜的厚度应控制在200㎎/㎡~1300㎎/㎡范围内(用重量法测定)3.涂层性能1)光泽涂层的60°光泽值应于合同一致。
光泽值≥80个光泽单位的高光产品,其允许偏差不得超过±10个光泽单位,其它产品允许偏差为±7个光泽单位2)颜色和色差涂层颜色应与合同规定的标准色板基本一致。
使用仪器测定时,单色粉末的涂层与标准色板间的色差△Eab≤1.5,同一批产品之间的色差△Eab≤1.5。
3)涂层厚度装饰面上的涂层最小局部厚度≥40μm注:由于挤压型材横截面形状的复杂性,致使型材某些表面(如内角、横沟等)的涂层厚度低于规定值是允许的装饰面上涂层最大厚度≤120μm4)压痕试验涂层经压痕试验,其抗压痕性≥805)附着力涂层经划格试验其附着力应达到0级6)耐冲击性涂层整面经冲击试验后应无裂开和脱落现象,但在四面的周边允许有细小皱纹7)杯突试验结果涂层经压痕深度为6mm的杯突试验后,应无裂开和脱落的现象8)抗弯曲性涂层经曲率半径为3mm,弯曲180°后,应无开裂和脱落现象9)耐化学稳定性耐酸碱性:涂层经盐酸试验后,目视检查表面不应有气泡和其他明显变化耐溶剂性:经二甲苯试验后,涂层应无软化及其他明显变化耐灰浆性:涂层经灰浆试验后,其表面不应有脱落和其他明显变化耐盐雾腐蚀性在带有交叉划痕的试板上,经1000h乙酸盐雾试验(ASS试验)后,先对交叉划线两侧各2.0mm以外部分进行目视检查,其涂层不应有腐蚀现象。
第一章铝合金表面物理加工技术第一节铝的光滑面加工一、磨光二、抛光三、磨光及抛光设备第二节铝的粗糙面加工及装挂一、喷砂二、拉丝三、装挂四、物理加工方法的选择要点五、铝合金表面处理前质量验收技术条件第二章铝合金表面化学前处理技术第一节铝合金清洗技术一、溶剂除油二、化学除油三、电解除油四、操作条件对除油效果的影响五、铝合金化学除油工艺规范第二节碱蚀与酸蚀一、碱蚀的原理和目的二、影响碱蚀的因素三、碱蚀的控制四、碱蚀工艺的选择五、酸蚀六、酸洗第三节化学抛光一、化学抛光的作用及基本原理二、化学抛光添加剂三、酸性化学抛光溶液的组成四、无黄烟抛光五、化学抛光常见故障原因六、影响抛光质量的因素七、碱性化学抛光八、电解抛光第四节铝合金丝纹蚀刻一、工艺原理二、丝纹蚀刻的方法三、丝纹酸性预蚀刻对丝纹的影响四、丝纹碱性成形蚀刻对丝纹的影响五、氧化膜对丝纹清晰度的影响六、光亮丝纹蚀刻七、木纹的电解蚀刻八、铝合金丝纹蚀刻工艺规范第五节不腐蚀钛的铝合金雾面蚀刻一、工艺原理二、不腐蚀钛的雾面加工方法三、溶液成分及操作条件对雾面蚀刻的影响四、雾面蚀刻的适用范围及操作注意事项五、雾面蚀刻工艺规范第三章铝合金化学氧化第一节弱碱性化学氧化一、弱碱性化学氧化基本原理二、BV法三、MBV法四、EW法五、MBV膜层与EW膜层的比较六、溶液浓度及工艺条件对膜层质量的影响第二节弱酸性化学氧化一、磷酸型化学氧化二、无磷酸型化学氧化三、无铬酸型化学氧化四、铝合金化学黑化处理第四章铝合金阳极氧化第一节阳极氧化常识一、阳极氧化电解液的选用二、阳极氧化的分类三、阳极氧化膜的生长过程四、阳极氧化膜层的性质第二节硫酸阳极氧化一、硫酸阳极氧化电解液的组成二、硫酸电解液的配制及操作注意事项三、硫酸浓度对氧化膜的影响四、合金成分对氧化膜层的影响五、铝离子浓度对氧化膜层的影响六、电解液温度对氧化膜的影响七、电流密度与氧化时间对氧化膜层的影响八、其他因素对氧化膜层的影响九、硫酸电解液维护及常见故障处理十、改良硫酸阳极氧化方法十一、关于膜层的耐热性能第三节铬酸阳极氧化一、铬酸阳极氧化的特点二、铬酸阳极氧化的方法三、铬酸阳极氧化操作方法四、铬酸电解液的维护及常见故障处理五、硫酸氧化法和铬酸氧化法比较六、铬酐?草酸钛钾法第四节草酸阳极氧化一、草酸阳极氧化的特点二、草酸阳极氧化操作方法三、草酸阳极氧化电解液维护及常见故障处理第五节硬质阳极氧化一、硬质阳极氧化的特点二、硬质阳极氧化工艺要求三、硫酸硬质阳极氧化工艺方法四、混酸硬质阳极氧化五、硫酸硬质阳极氧化法和混酸硬质阳极氧化法比较六、其他阳极氧化方法第五章氧化膜层着色技术第一节吸附染色一、色彩的基本知识二、吸附染色的基本要求三、染色的基本原理及染色液的配制四、影响染色质量的因素五、染色操作方法六、有机染料染色常见故障原因及处理方法七、无机染色八、溶剂染色第二节封闭处理一、封闭的原理二、水合封孔三、水解盐封孔四、低温封孔五、无镍封孔六、不合格氧化膜的退除第三节电解着色法一、电解着色的基本原理及特点二、电解着色工艺三、电解着色工艺说明第四节电解发色一、电解发色的工艺特点二、电解发色的工艺方法三、影响电解发色的因素第六章铝合金化学镀与电镀技术第一节化学预浸处理一、碱性浸镀锌二、酸性浸锌及锌合金三、酸性浸锌或浸锌?镍合金工艺规范第二节化学镀镍一、化学镀镍的机理二、高温化学镀镍配方及配制方法三、中低温化学镀镍四、镀液中各成分的作用五、工艺条件的影响六、影响镀液不稳定的主要因素七、提高化学镀镍溶液稳定性的方法八、影响镀层外观及硬度的因素九、关于镀层的应力与孔隙率十、化学镀镍常见故障的原因及排除方法第三节化学镀钴一、化学镀钴配方及配制方法二、镀液中各组分的作用三、镀液的稳定性四、化学镀钴层的磁性能五、化学镀钴合金第四节电镀镍一、光亮剂的作用二、常用光亮镀镍配方三、镀液中各组分的作用四、杂质对镀层的影响五、镀液的维护六、镀镍常见故障的原因及排除方法第五节电镀铬一、普通镀铬二、低浓度镀铬三、镀铬常见故障的原因及排除方法四、三价镀铬第六节电泳涂装与干燥技术一、电泳涂装原理及特点二、电泳涂装工艺主要参数控制三、阴极电泳涂装的工艺管理四、阴极电泳涂膜常见故障的原因及排除方法五、干燥方法及干燥设备第七章水洗技术与清洁生产简介第一节废水来源与水洗技术一、铝合金表面处理废水的来源及分类二、减少废水带出量的方法三、水洗的目的四、单级连续清洗技术五、多级连续清洗技术六、连续给水清洗用水量计算七、间隙式多级逆流清洗技术八、间隙式多级逆流清洗给水量的计算九、连续式和间隙式给水总量比较第二节铝合金表面处理清洁生产简介一、前处理部分的清洁生产二、阳极氧化及后处理工序的清洁生产三、电镀镍及电镀铬的清洁生产四、铝合金表面处理中废水处理的简介五、含铬废水处理简介参考文献。
铝合金表面处理标准一、前处理铝合金表面处理的前处理包括除尘、去油、酸洗等步骤,以去除铝合金表面的杂质、氧化膜和油污等,提高表面光滑度和附着力。
二、阳极氧化阳极氧化是铝合金表面处理的一种常见方法,通过阳极氧化工艺,在铝合金表面形成一层致密的氧化膜,提高表面耐磨性、耐腐蚀性和绝缘性。
阳极氧化膜的厚度和颜色可以根据需要进行调整。
三、染色处理染色处理是通过化学或物理方法将染料吸附到铝合金表面,改变表面颜色和外观。
常用的染色方法包括化学染色、电解染色和真空镀膜等。
四、钝化处理钝化处理是通过化学方法在铝合金表面形成一层致密的钝化膜,提高表面的耐腐蚀性和抗老化性。
常用的钝化液包括铬酸盐钝化液、氟锆酸盐钝化液等。
五、喷涂处理喷涂处理是在铝合金表面喷涂一层涂料,以改变表面颜色、保护表面免受腐蚀和磨损。
喷涂材料可以根据需要进行选择,如油漆、塑料等。
六、电泳处理电泳处理是通过电泳工艺将涂料均匀地涂覆在铝合金表面,形成一层均匀、光滑的保护膜。
电泳处理具有涂层均匀、附着力强、耐腐蚀性高等优点。
七、热喷涂处理热喷涂处理是通过高温火焰将涂料熔化并喷射到铝合金表面,形成一层耐磨、耐腐蚀的保护层。
热喷涂处理具有涂层厚度大、附着力强等优点。
八、激光处理激光处理是一种高精度、高效率的表面处理方法,可用于铝合金表面的打标、刻蚀、熔覆等。
激光处理具有加工精度高、速度快、成本低等优点。
九、抛光处理抛光处理是通过机械或化学方法将铝合金表面抛光成镜面或亚镜面,提高表面光洁度和外观质量。
抛光处理可以采用手工抛光、机械抛光或化学抛光等方法。
十、镀铬处理镀铬处理是在铝合金表面电镀一层铬层,以提高表面的硬度和抗腐蚀性。
镀铬层具有硬度高、耐腐蚀性强等优点,但成本较高。
铝材表面处理产品质量技术标准Aluminum surface treatment is a critical step in enhancing the durability and appearance of aluminum products. The quality of the surface treatment directly impacts the overall performance and aesthetics of the finished product. As such, it is essential to establish and adhere to high-quality technical standards for aluminum surface treatment products.铝材表面处理是提高铝制品耐用性和外观的关键步骤。
表面处理的质量直接影响最终产品的性能和美观度。
因此,建立并遵守高质量的铝材表面处理产品技术标准至关重要。
First and foremost, technical standards for aluminum surface treatment products should address the various methods of surface preparation and finishing. This includes processes such as cleaning, etching, anodizing, and coating, each of which plays a significant role in enhancing the surface properties of aluminum. These standards should outline the specific parameters, procedures, and quality control measures for each step of the surface treatment process to ensure consistent and reliable results.首先,铝材表面处理产品的技术标准应涵盖表面处理和整理的各种方法。
铝合金表面处理技术规艾默生网络能源修订信息表目录目录3前言5一、铝合金化学氧化技术规61目的62 适用围63 关键词64引用/参考标准或资料65 规容65.1 术语65.2 工艺鉴定要求75.2.1 总则75.2.2 设计要求75.2.3 鉴定程序75.2.4 试验及试片要求75.2.5 试验方法及质量指标85.2.6 鉴定状态的保持85.3 产品质量检验要求85.3.1 外观85.3.2 耐蚀性9二、铝合金喷砂光亮阳极化技术规91目的92 适用围93 关键词94 引用/参考标准或资料95 规容105.1 术语105.2 工艺鉴定要求105.2.1 总则105.2.2 设计要求105.2.3 鉴定程序105.2.4 试验及试片要求105.2.5 试验方法及质量指标115.2.6 鉴定状态的保持115.3 产品质量检验要求115.4 备注126 附录112三、喷砂及拉丝技术规131目的132 适用围133 关键词134引用/参考标准或资料135 规容135.1 术语135.2工艺鉴定要求145.2.1 总则145.2.2 设计要求145.2.3 鉴定程序纪律145.2.4 试验及试片要求145.2.5 试验方法及质量指标155.2.6 鉴定状态的保持155.3 产品质量检验要求165.3.1 拉丝件165.3.2 喷砂件:16前言本规由艾默生网络能源研发部发布实施,适用于本公司的产品设计开发及相关活动。
本规由结构造型设计中心部门遵照执行。
本规拟制部门:结构造型设计中心;本规拟制人:士杰;本规批准人:运清;一、铝合金化学氧化技术规1目的本规规定了铝合金化学氧化的工艺要求及其质量要求。
2 适用围本规适用于铝合金化学氧化的工艺鉴定和批生产质量检验。
本规适用于ENPC公司产品中铝及铝合金零(组)件的化学氧化处理。
3 关键词铝合金化学氧化导电氧化4引用/参考标准或资料4.1 标准文件下列标准包含的条文,通过在本标准中引用而构成本标准的条文。
铝合金表面处理技术规范艾默生网络能源有限公司修订信息表目录目录 (3)前言 (5)一、铝合金化学氧化技术规范 (6)1目的 (6)2 适用范围 (6)3 关键词 (6)4引用/参考标准或资料 (6)5 规范内容 (6)5.1 术语 (6)5.2 工艺鉴定要求 (7)5.2.1 总则 (7)5.2.2 设计要求 (7)5.2.3 鉴定程序 (7)5.2.4 试验及试片要求 (7)5.2.5 试验方法及质量指标 (8)5.2.6 鉴定状态的保持 (8)5.3 产品质量检验要求 (8)5.3.1 外观 (8)5.3.2 耐蚀性 (9)二、铝合金喷砂光亮阳极化技术规范 (9)1目的 (9)2 适用范围 (9)3 关键词 (9)4 引用/参考标准或资料 (9)5 规范内容 (10)5.1 术语 (10)5.2 工艺鉴定要求 (10)5.2.1 总则 (10)5.2.2 设计要求 (10)5.2.3 鉴定程序 (10)5.2.4 试验及试片要求 (10)5.2.5 试验方法及质量指标 (11)5.2.6 鉴定状态的保持 (11)5.3 产品质量检验要求 (12)5.4 备注 (12)6 附录1 (12)三、喷砂及拉丝技术规范 (13)1目的 (13)2 适用范围 (13)3 关键词 (13)4引用/参考标准或资料 (13)5 规范内容 (13)5.1 术语 (13)5.2工艺鉴定要求 (14)5.2.1 总则 (14)5.2.2 设计要求 (14)5.2.3 鉴定程序纪律 (14)5.2.4 试验及试片要求 (14)5.2.5 试验方法及质量指标 (15)5.2.6 鉴定状态的保持 (15)5.3 产品质量检验要求 (16)5.3.1 拉丝件 (16)5.3.2 喷砂件: (16)前言本规范由艾默生网络能源有限公司研发部发布实施,适用于本公司的产品设计开发及相关活动。
本规范由结构造型设计中心部门遵照执行。
本规范拟制部门:结构造型设计中心;本规范拟制人:张士杰;本规范批准人:张运清;一、铝合金化学氧化技术规范1目的本规范规定了铝合金化学氧化的工艺要求及其质量要求。
2 适用范围本规范适用于铝合金化学氧化的工艺鉴定和批生产质量检验。
本规范适用于ENPC公司产品中铝及铝合金零(组)件的化学氧化处理。
3 关键词铝合金化学氧化导电氧化4引用/参考标准或资料4.1 标准文件下列标准包含的条文,通过在本标准中引用而构成本标准的条文。
在标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨,使用下列标准最新版本的可能性。
GB 10610-98 触针式仪器测量表面粗糙度的规则和方法GB/T 10125-1997 人造气氛腐蚀试验盐雾试验ENPC技术规范铝合金喷砂光亮阳极化技术规范4.2 标准样板(用于喷砂表面粗糙度控制)ENPC公司标准样板YB010:“喷砂光亮阳极化”5 规范内容5.1 术语无色化学氧化:指氧化膜呈无色状的化学氧化工艺。
彩色化学氧化:指氧化膜呈金黄至彩虹色的化学氧化工艺。
喷砂光亮无色化学氧化:指经喷砂处理后再进行化学抛光和无色化学氧化的表面处理工艺。
批:指同一天在相同条件下处理的、材料和形状相似的零件的总和。
5.2 工艺鉴定要求5.2.1 总则生产者的工艺设备、工艺流程、质量保证措施应在其主要的工艺文件中加以说明。
生产者的工艺质量必须满足第5.2节的要求。
5.2.2 设计要求生产者应保持并遵守经ENPC公司正式批准的工艺和检验文件。
5.2.3 鉴定程序被鉴定的工厂必须完成以下全部试验工作,这些试验必须在零件批生产所用的条件下完成:试片加工(注1)表面处理(注2)试片检查及测试提供试验报告(注3)及试片给ENPC公司的质检部门以便复验。
注1:鉴定用试片可由ENPC公司完成并提供给被鉴定工厂。
注2:所有试片必须同时进行处理。
注3:试验报告的发出者必须是ENPC公司质量鉴定部门认可的试验室或单位。
5.2.4 试验及试片要求5.2.4.1 试片要求材料:6063 裸铝板尺寸:80×125×1 ~4 (mm)表面粗糙度:Ra ≤1 m表面处理:根据鉴定要求选择无色化学氧化或彩色化学氧化;喷砂光亮无色化学氧化的试片只要求单面喷砂。
5.2.4.2 试验项目及试片数量下表给出了工艺鉴定所需的试验项目和试片数量要求:ENPC②试片厚度为1mm。
5.2.5 试验方法及质量指标5.2.5.1 外观1 所有试片应进行外观检查。
2 氧化膜必须连续、均匀、完整,无划伤、污染和腐蚀现象。
3 无色化学氧化膜应是铝基底颜色。
4 彩色化学氧化膜应是金黄色至彩虹色。
5 喷砂光亮无色化学氧化膜的粗糙度外观应与标准样板YB010“喷砂光亮阳极化”一致;必要时,按GB10610-89 方法测试其粗糙度Ra 应在 1.5~1.8 μm 范围以内。
5.2.5.2 耐蚀性1 彩色化学氧化膜按GB/T 10125-1997 进行168 小时的中性盐雾试验;试验后,在每一试片边缘以外的表面上直径不大于0.8 mm 的腐蚀点不能多于三个。
2 无色化学氧化膜按GB/T 10125-1997 进行100小时的中性盐雾试验;试验后,在每一试片边缘以外的表面上直径不大于0.8 mm 的腐蚀点不能多于三个。
(喷砂光亮无色化学氧化的耐蚀性试验方法参见铝合金喷砂光亮阳极化技术规范部分)。
5.2.5.3 接触电阻5.2.5.3.1 按5.2.5.3.2 所述方法在试片上测试接触电阻。
要求在1 kg/mm2的电极压力下,其接触电阻不大于0.9 Ω/mm2。
5.2.5.3.2 利用惠登斯电桥或凯文电桥(101型)原理、或者类似装置进行测量,电极以一定载荷与试片的上下两面相接触,在试片上任选五个点测其平均值。
5.2.6 鉴定状态的保持经过ENPC公司鉴定的工艺,在未得到ENPC公司设计部门和质检部门的同意之前,不能改变任何可影响性能质量的工艺参数,否则将重新进行鉴定。
5.3 产品质量检验要求5.3.1 外观1 所有零件都应进行外观检查。
2 氧化膜必须连续、均匀。
完整。
零件表面不允许有划伤、污染、腐蚀痕迹或疏松粉末;但允许有轻微的夹具印。
焊缝及焊点处不允许膜层发黑。
3 无色化学氧化膜应是铝基底颜色。
4 彩色化学氧化膜应是金黄色至彩虹色(铸件表面呈灰色)。
5 喷砂光亮无色化学氧化膜的粗糙度外观应与标准样板YB010“喷砂光亮阳极化”一致;必要时,按GB10610-89 方法测试其粗糙度Ra 应在 1.5~1.8 μm 范围以内。
5.3.2 耐蚀性1 耐蚀性检查在试片上进行。
2 至少每批零件需检查一个试片(试片要求见5.2.4.1 节)。
按GB/T 10125-1997 进行中性盐雾试验;其试验方法与结果应与5.2.5.2 节相同。
二、铝合金喷砂光亮阳极化技术规范1目的本规范规定了铝合金喷砂光亮阳极化的工艺要求及其质量要求。
2 适用范围本规范适用于铝合金喷砂光亮阳极化的工艺鉴定和批生产质量检验。
本规范所涉及工艺技术不适用于点焊、铆接、胶接组合件,以及铝合金铸件;也不适用于将遭受疲劳应力的零件。
3 关键词铝合金阳极氧化4 引用/参考标准或资料4.1标准文件下列标准包含的条文,通过在本标准中引用而构成本标准的条文。
在标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨,使用下列标准最新版本的可能性。
GB 4957-85 非磁性金属基体上非导电覆盖层厚度测量涡流方法GB 8753-88 铝及铝合金阳极氧化-阳极氧化膜封闭后吸附能力的损失评定-酸处理后的染色斑点试验GB 10610-98 触针式仪器测量表面粗糙度的规则和方法GB/T 10125-1997 人造气氛腐蚀试验盐雾试验4.2 标准样板ENPC公司标准样板YB010:“喷砂光亮阳极化”(参见附录1)。
5 规范内容5.1 术语喷砂光亮阳极化:指经喷砂处理后再进行化学抛光和无色硫酸阳极化的表面处理工艺。
光亮阳极化:指化学抛光并无色硫酸阳极化的表面处理工艺。
批:指同一天在相同条件下处理的、材料和形状相似的零件的总和。
5.2 工艺鉴定要求5.2.1 总则生产者的工艺设备、工艺流程、质量保证措施应在其主要的工艺文件中加以说明。
生产者的工艺质量必须满足第 5.2 节的要求。
5.2.2 设计要求生产者应保持并遵守经ENPC公司正式批准的工艺和检验文件。
5.2.3 鉴定程序被鉴定的工厂必须完成以下全部试验工作,这些试验必须在零件批生产所用的条件下完成:试片加工(注1)表面处理(注2)试片检查及测试提供试验报告(注3)及试片给ENPC公司的质检部门以便复试。
注1:试片由ENPC公司完成并提供给被鉴定工厂。
注2:所有试片必须同时进行处理。
注3:试验报告的发出者必须是ENPC公司质量鉴定部门认可的试验室或单位。
5.2.4 试验及试片要求5.2.4.1 试片要求材料: 6063 裸铝板尺寸: 80×125×1 ~ 4 (mm)表面粗糙度: Ra ≤1 m表面处理: 一面为喷砂光亮阳极化, 另一面为不喷砂的光亮阳极化。
注:推荐的干喷砂工艺如下:材料--------------------------- 玻璃珠材料规格--------------------- 100~140 目空气压力-------------------- 500~700 KPa喷嘴移动速度-------------- 约100 mm/s工件表面与喷枪距离---- 约200 mm工件表面与喷枪角度---- 约30°5.2.4.2 试验项目及试片数量ENPC5.2.5 试验方法及质量指标1 外观1.1 所有试片应进行外观检查。
1.2 氧化膜必须连续、光滑、颜色一致,无划伤、污染和腐蚀现象。
1.3 喷砂面的外观必须与“喷砂光亮阳极化”标准样板(YB010)一致;必要时,按GB10610-89 方法测试其粗糙度Ra 应在1.5~1.8 μm 范围以内。
2 氧化膜厚度按GB 4957-85 用涡流法在试片的非吹砂面测量氧化膜的厚度,其厚度值应为6 μm 以上。
有疑问时,以金相方法测试结果为准。
3 耐蚀性按GB/T 10125-1997 进行240 小时的中性盐雾试验(注意将三块试片的非喷砂面作为试验面);试验后,在试片边缘以外的表面应无腐蚀痕迹。
4 封闭质量按GB 8753-88 在试片上进行试验,试验后应达到1 级以优的等级。
5.2.6 鉴定状态的保持经过ENPC公司鉴定的工艺,在未得到ENPC公司设计部门和质检部门的同意之前,不能改变任何可影响性能质量的工艺参数,否则将重新进行鉴定。
5.3 产品质量检验要求1 外观1.1 所有零件都应进行外观检查。
1.2 表面外观应与“喷砂光亮阳极化”标准样板(YB010)一致;当有争议时,按GB 10610-89 方法测试其粗糙度Ra 应在1.5~1.8 μm 范围以内。