全国电工大赛高级维修工PLC实操试题解析
- 格式:docx
- 大小:191.84 KB
- 文档页数:8
维修电工四级试题plc及答案一、题目简介本文将介绍维修电工四级试题中关于PLC(可编程逻辑控制器)的相关问题及答案。
我们将从PLC的基本原理、PLC的编程与维修、PLC的应用等方面进行论述,以帮助读者更好地理解和掌握PLC相关知识。
二、PLC的基本原理1. PLC是什么?简要解释其基本原理。
答:PLC即可编程逻辑控制器,是一种用于工业自动化控制的电子计算机。
其基本原理是通过接收输入信号,经过内部逻辑运算后产生相应的输出信号,实现对工业过程的控制与调节。
2. PLC系统的基本组成部分有哪些?答:PLC系统主要由输入/输出模块、中央处理器(CPU)、存储器和编程器等组成。
输入/输出模块负责采集与输出控制信号,CPU进行逻辑运算和控制,存储器用于存储程序和数据,编程器用于编写和修改程序。
三、PLC的编程与维修1. 请介绍PLC编程的基本步骤。
答:PLC编程的基本步骤包括:1)了解控制要求:根据实际需求,明确控制任务和要求。
2)制定控制方案:确定输入/输出设备、信号传输方式和逻辑关系等。
3)编写PLC程序:使用相应的编程软件编写逻辑控制程序。
4)上载程序:将编写好的程序上传至PLC中。
5)调试与测试:对程序进行调试和测试,确保其功能正常。
2. PLC出现故障时如何进行维修?答:PLC故障维修的一般步骤如下:1)故障现象分析:仔细观察和记录故障现象,查明故障的具体表现。
2)故障排除:根据观察到的故障现象,分析可能的原因,并逐一排除。
3)设备检测:对PLC系统的各个部分进行检测,确认是否存在其他问题。
4)替换元件:如果发现元件损坏,需要及时更换故障元件。
5)测试与验证:进行功能测试和验证,确保故障已得到完全修复。
四、PLC的应用领域1. PLC在工业自动化中的应用有哪些?答:PLC广泛应用于工业自动化领域,包括但不限于以下几个方面:1)生产线控制:PLC可用于对生产线进行自动化控制和调度,提高生产效率和质量。
维修电工高级工plc试题及答案维修电工高级工 PLC 试题及答案第一部分:理论试题1. PLC 是什么意思?它在工业控制中的作用是什么?答:PLC 是可编程逻辑控制器(Programmable Logic Controller)的缩写,它在工业控制中的作用是负责控制和监视各种自动化设备及生产过程。
2. 请解释以下 PLC 术语:a) 输入(Input)b) 输出(Output)c) 内部(Internal)d) 转接(Latch)e) 触发(Trigger)3. 列举常见的 PLC 输入/输出设备。
4. 在 PLC 编程中,什么是位(Bit)和字(Word)?5. 什么是 Ladder Diagram?请举一个例子进行说明。
6. PLC 与传统继电器控制的区别是什么?7. 什么是 PLC 的存储器类型?简要描述每种类型的作用和特点。
8. 在PLC 程序开发中,描述如何进行输入/输出的配置和变量声明。
9. 什么是 HMI?它在 PLC 控制系统中的作用是什么?10. 描述一个简单的 PLC 控制循环。
第二部分:实践试题1. 请根据以下要求,在 Ladder Diagram 中完成一个 PLC 程序:输入:I0-0、I0-1、I0-2输出:Q0-0、Q0-1要求:当 I0-0 和 I0-1 同时为高电平时,Q0-0 输出高电平;当 I0-0 和I0-2 同时为高电平时,Q0-1 输出高电平;其他情况下,输出低电平。
2. 在一个带有传感器和马达的自动化设备中,通过 PLC 控制实现如下功能:a) 当传感器 S1 检测到物体时,马达 M1 启动;b) 当传感器 S2 检测到物体时,马达 M1 停止;c) 当传感器 S3 检测到物体时,马达 M2 启动;d) 当传感器 S4 检测到物体时,马达 M2 停止。
编写一个 PLC 程序,实现上述功能。
第三部分:答案理论试题答案:1. PLC 的全称是 Programmable Logic Controller,它在工业控制中的作用是通过编程控制输入/输出设备,从而实现对自动化设备及生产过程的控制和监视。
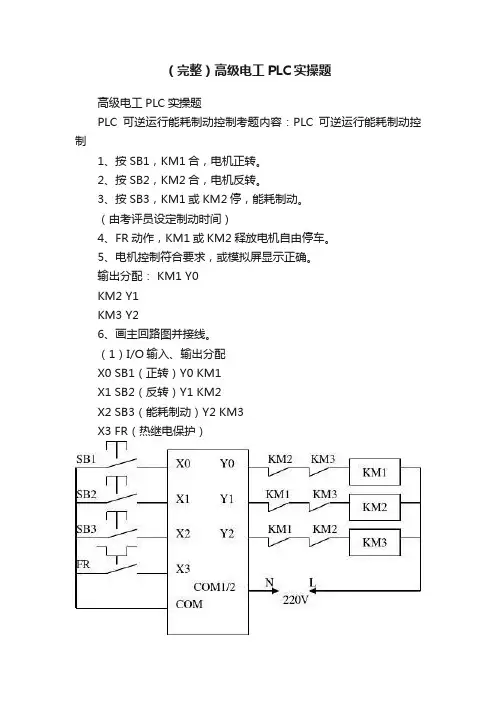
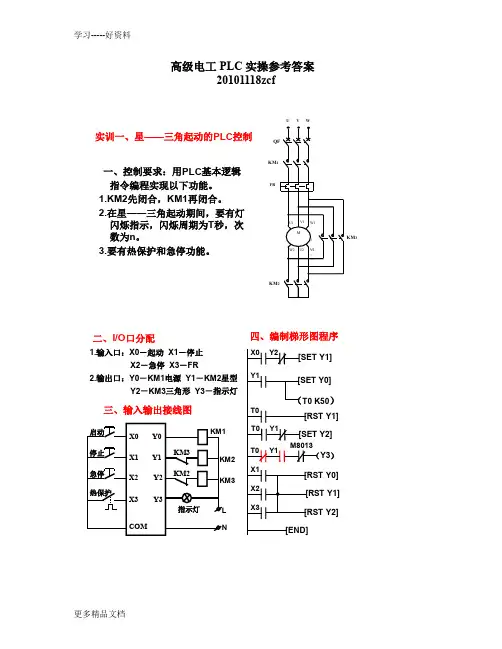
(完整)高级电工PLC实操题高级电工PLC实操题PLC可逆运行能耗制动控制考题内容:PLC可逆运行能耗制动控制1、按SB1,KM1合,电机正转。
2、按SB2,KM2合,电机反转。
3、按SB3,KM1或KM2停,能耗制动。
(由考评员设定制动时间)4、FR动作,KM1或KM2释放电机自由停车。
5、电机控制符合要求,或模拟屏显示正确。
输出分配: KM1 Y0KM2 Y1KM3 Y26、画主回路图并接线。
(1)I/O输入、输出分配X0 SB1(正转)Y0 KM1X1 SB2(反转)Y1 KM2X2 SB3(能耗制动)Y2 KM3X3 FR(热继电保护)(3)主回路电路图U V W N D (4)步进状态图Y1S0(5)编写程序:LD M8000 SET S0 STL S0LD X3ZRST Y0 Y2 ZRST S20 S23LD X0ANI Y1SET S20LD X1ANI Y0SET S21STL S20LDI Y1OUT Y0LD X2SET S22STL S21LDI Y0OUT Y1LD X2SET S22STL S22OUT TO K3LD T0SET S23STL S23LDI Y0ANI Y1OUT Y2OUT T1 K20LD T1OUT S0RETEND考试内容:交通灯PLC自动控制行向;红色30秒绿色20秒绿闪5秒黄色5秒要求:绿色20秒绿闪5秒黄色5秒红色30秒一、行向红灯亮30秒,绿灯亮20秒,绿灯闪5秒(周期1秒),黄灯亮5秒。
二、列向红灯亮30秒,绿灯亮20秒,绿灯闪5秒(周期1秒),黄灯亮5秒。
三、模拟屏显示:行向 Y0-----红灯 Y1-----绿灯 Y2-----黄灯。
列向 Y3-----红灯 Y4-----绿灯 Y5-----黄灯。
四、手动控制时,行、列均黄灯闪烁(周期1秒)。
参考答案:(1)I/O输入、输出分配Y0-----行向红灯X0-----起动Y1-----行向绿灯Y2-----行向黄灯X1-----停止Y3-----列向红灯Y4-----列向绿灯X2-----手动/自动Y2-----列向黄灯(2)PLC输入、输出图(画出)T21 K5 Y2Y5(4)编写指令LD M8000 SET S0STL S0LD X1OR M0LD X2 PLS M0ANI T21 OUT T20 K5 AND T20 OUT T21 OUT Y2 OUT Y5 ZRST CO C1 ZRST Y0 Y5 ZRST S20 S34 LD X0 ANI X1SET S20 SET S30 STL S20 OUT Y0OUT T0 K300 LD T0 SET S21 STL S21 OUT Y1OUT T1 K200 LD T1 SET S22 STL S22 OUT T2 K5 LD T2 SET S23 STL S23 OUT C0 K5 OUT Y1OUT T3 K5 LD T3ANI C0RST C0OUT S22LD T3AND C0SET S24STL S24OUT Y2OUT T4 K50 LD T4OUT S20STL S30OUT Y4OUT T10 K200 LD T10SET S31STL S31OUT T11 K5 LD T11SET S32STL S32OUT C1 K5 OUT Y4OUT T12 K5 LD T12SET S33STL S33RST C1OUT Y5OUT T13 K50 LD T13SET S34STL S34OUT Y3OUT T14 K300 LD T14OUT S30RETEND(5)接线(6)运行考试内容:简易机械手PLC控制示意图如下:说明:1、机械手的工作是从A点将工件移到B点2、控制方式:1)手动操作:将机械手复归至原点位置。
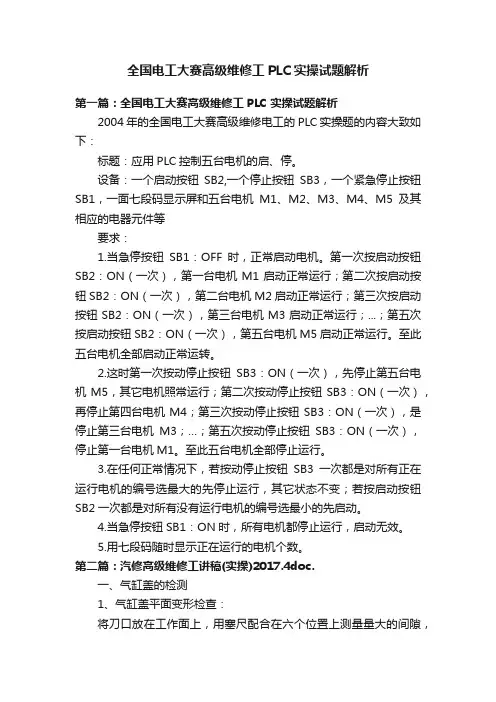
全国电工大赛高级维修工PLC实操试题解析第一篇:全国电工大赛高级维修工PLC实操试题解析2004年的全国电工大赛高级维修电工的PLC实操题的内容大致如下:标题:应用PLC控制五台电机的启、停。
设备:一个启动按钮SB2,一个停止按钮SB3,一个紧急停止按钮SB1,一面七段码显示屏和五台电机M1、M2、M3、M4、M5及其相应的电器元件等要求:1.当急停按钮SB1:OFF时,正常启动电机。
第一次按启动按钮SB2:ON(一次),第一台电机M1启动正常运行;第二次按启动按钮SB2:ON(一次),第二台电机M2启动正常运行;第三次按启动按钮SB2:ON(一次),第三台电机M3启动正常运行;...;第五次按启动按钮SB2:ON(一次),第五台电机M5启动正常运行。
至此五台电机全部启动正常运转。
2.这时第一次按动停止按钮SB3:ON(一次),先停止第五台电机M5,其它电机照常运行;第二次按动停止按钮SB3:ON(一次),再停止第四台电机M4;第三次按动停止按钮SB3:ON(一次),是停止第三台电机M3;…;第五次按动停止按钮SB3:ON(一次),停止第一台电机M1。
至此五台电机全部停止运行。
3.在任何正常情况下,若按动停止按钮SB3一次都是对所有正在运行电机的编号选最大的先停止运行,其它状态不变;若按启动按钮SB2一次都是对所有没有运行电机的编号选最小的先启动。
4.当急停按钮SB1:ON时,所有电机都停止运行,启动无效。
5.用七段码随时显示正在运行的电机个数。
第二篇:汽修高级维修工讲稿(实操)2017.4doc.一、气缸盖的检测1、气缸盖平面变形检查:将刀口放在工作面上,用塞尺配合在六个位置上测量量大的间隙,要求不平度50×50mm范围,不大于0.05mm,纵向不大于0.20mm,横向不大于0.05mm,交叉向不大于0.20mm。
2、气缸盖裂纹检查(1)用直观法检查(2)用试水法检查,封闭全部出水口,留水泵位置作进水口连接手动水压泵加压0.3-0.5Mpa,保持时间不少于5-10mim,后应检查无渗漏。
高级维修电工plc题库单选题100道及答案解析1. PLC 是在什么控制系统基础上发展起来的?()A. 继电接触器B. 单片机C. 工业电脑D. 机器人答案:A解析:PLC 是在继电接触器控制系统基础上发展起来的。
2. PLC 的工作方式是()A. 等待命令B. 中断C. 扫描D. 循环答案:C解析:PLC 采用循环扫描的工作方式。
3. PLC 输出接口中,既能驱动交流负载又能驱动直流负载的是()A. 晶体管输出B. 晶闸管输出C. 继电器输出D. 以上都不对答案:C解析:继电器输出接口既能驱动交流负载又能驱动直流负载。
4. 下列PLC 指令中,用于逻辑块串联的是()A. ANDB. ORC. ANBD. ORB答案:C解析:ANB 用于逻辑块串联。
5. PLC 梯形图中,输出继电器的线圈()A. 可以串联B. 可以并联C. 不能串联D. 不能并联答案:C解析:输出继电器的线圈不能串联。
6. 在PLC 中,()是初始化脉冲。
A. M8000B. M8002C. M8013D. M8034答案:B解析:M8002 是初始化脉冲。
7. PLC 编程时,计数器的设定值可以是()A. 常数B. 变量C. 以上都对D. 以上都不对答案:A解析:计数器的设定值通常是常数。
8. 以下哪个不是PLC 的编程语言?()A. 梯形图B. 指令表C. 功能块图D. C 语言答案:D解析:C 语言不是PLC 的编程语言,PLC 常用编程语言有梯形图、指令表、功能块图等。
9. PLC 控制系统中,输入信号的宽度应()扫描周期。
A. 大于B. 小于C. 等于D. 以上都可以答案:A解析:输入信号的宽度应大于扫描周期,以确保能被PLC 准确读取。
10. 三菱PLC 中,16 位的计数器,计数范围是()A. 0 - 255B. 0 - 32767C. 0 - 65535D. 0 - 1023答案:B解析:16 位计数器的计数范围是0 - 32767。
高级电工考试题库及答案plc三台电机PLC三台电机控制试题及答案1. PLC三台电机启动顺序控制- 题目:假设有三台电机A、B、C,要求A启动后5秒,B启动,再过5秒,C启动。
请编写PLC程序实现该控制逻辑。
- 答案:- 首先,设置一个启动按钮和三个停止按钮。
- 定义三个定时器T1、T2、T3,分别对应电机A、B、C的启动延时。
- 当启动按钮被按下时,启动定时器T1,计时5秒后,启动电机A。
- 同时启动定时器T2,计时5秒后,启动电机B。
- 同理,启动定时器T3,计时5秒后,启动电机C。
- 停止按钮按下时,停止所有电机并重置所有定时器。
2. PLC三台电机故障检测- 题目:设计一个PLC程序,当任意一台电机出现故障时,能够自动停止所有电机并发出警报。
- 答案:- 定义一个故障信号输入,分别连接到三台电机的故障检测传感器。
- 在PLC程序中,使用一个OR逻辑块来检测任意一个故障信号。
- 当检测到故障信号时,程序将触发一个输出信号,用于停止所有电机。
- 同时,激活一个警报系统,发出故障警报。
- 故障处理完成后,需要手动重置故障信号,才能重新启动电机。
3. PLC三台电机速度控制- 题目:编写一个PLC程序,实现三台电机A、B、C的速度控制,其中电机A的速度为50%,电机B的速度为70%,电机C的速度为90%。
- 答案:- 定义三个模拟输出(AO)通道,分别对应电机A、B、C的速度控制。
- 设置电机A的AO通道输出值为50%。
- 设置电机B的AO通道输出值为70%。
- 设置电机C的AO通道输出值为90%。
- 通过调整AO通道的输出值,可以调整电机的运行速度。
4. PLC三台电机同步控制- 题目:编写PLC程序,实现三台电机A、B、C的同步启动和停止。
- 答案:- 定义一个启动按钮和一个停止按钮。
- 当启动按钮被按下时,同时启动三台电机。
- 当停止按钮被按下时,同时停止三台电机。
- 确保所有电机的启动和停止信号是同步的,以避免因启动或停止顺序不一致而导致的机械故障。
2004年的全国电工大赛高级维修电工的PLC实操题的内容大致如下:标题:应用PLC控制五台电机的启、停。
设备:一个启动按钮SB2,一个停止按钮SB3,一个紧急停止按钮 SB1,一面七段码显示屏和五台电机M1、M2、M3、M4、M5及其相应的电器元件等要求:1. 当急停按钮SB1:OFF时,正常启动电机。
第一次按启动按钮SB2:ON(一次),第一台电机M1启动正常运行;第二次按启动按钮SB2:ON(一次),第二台电机M2启动正常运行;第三次按启动按钮SB2:ON(一次),第三台电机M3启动正常运行;...;第五次按启动按钮SB2:ON(一次),第五台电机M5启动正常运行。
至此五台电机全部启动正常运转。
2. 这时第一次按动停止按钮SB3:ON(一次),先停止第五台电机M5,其它电机照常运行;第二次按动停止按钮SB3:ON(一次),再停止第四台电机M4;第三次按动停止按钮SB3:ON(一次),是停止第三台电机M3;…;第五次按动停止按钮SB3:ON(一次),停止第一台电机M1。
至此五台电机全部停止运行。
3. 在任何正常情况下,若按动停止按钮SB3一次都是对所有正在运行电机的编号选最大的先停止运行,其它状态不变;若按启动按钮SB2一次都是对所有没有运行电机的编号选最小的先启动。
34. 当急停按钮SB1:ON时,所有电机都停止运行,启动无效。
5. 用七段码随时显示正在运行的电机个数。
I/O分配:输入端:X0:急停按钮SB1X1:启动按钮SB2X2:停止按钮SB3输出端:Y1:第一台电机M1Y2:第二台电机M2Y3:第三台电机M3 七段码显示示意图:Y4:第四台电机M4Y5:第五台电机M5 aY10:七段码a段Y11:七段码b段 f bY12:七段码c段Y13:七段码d段Y14:七段码e段 g 字串1Y15:七段码f段 e c Y16:七段码g段字串7d参考程序:(松下FP1)1 ST X12 DF3 OT R04 ST X25 DF6 OT R17 ST R08 AN Y19 AN Y210 AN Y311 AN Y412 SET Y513 ST R114 AN/ Y515 AN/ Y416 AN/ Y3字串617 AN/ Y218 OR X019 RST Y120 ST R021 AN Y122 AN Y223 AN Y324 SET Y425 ST R126 AN/ Y528 AN/ Y329 OR X030 RST Y231 ST R032 AN Y133 AN Y234 SET Y335 ST R136 AN/ Y5 字串537 AN/ Y438 OR X039 RST Y340 ST R041 AN Y142 SET Y243 ST R144 AN/ Y545 OR X046 RST Y447 ST R048 SET Y149 ST R150 OR X051 RST Y552 ST Y153 AN/ Y254 AN/ Y355 AN/ Y456 AN/ Y5字串157 OT R1158 ST Y260 AN/ Y461 AN/ Y562 OT R1263 ST Y364 AN/ Y465 AN/ Y566 OT R1367 ST Y468 AN/ Y569 OT R1470 ST Y571 OT R1572 ST R1273 OR R1374 OR R1575 OT Y10字串576 ST R1177 OR R1278 OR R1379 OR R1480 OT Y1181 ST R1182 OR R1383 OR R1484 OR R1585 OT Y1286 ST R1287 OR R1388 OR R1589 OT Y1390 ST R1291 OT Y1492 ST R1493 OR R15 字串894 OT Y1595 ST R1296 OR R1397 OR R1498 OR R1599 OT Y16 100 ED 字串5。
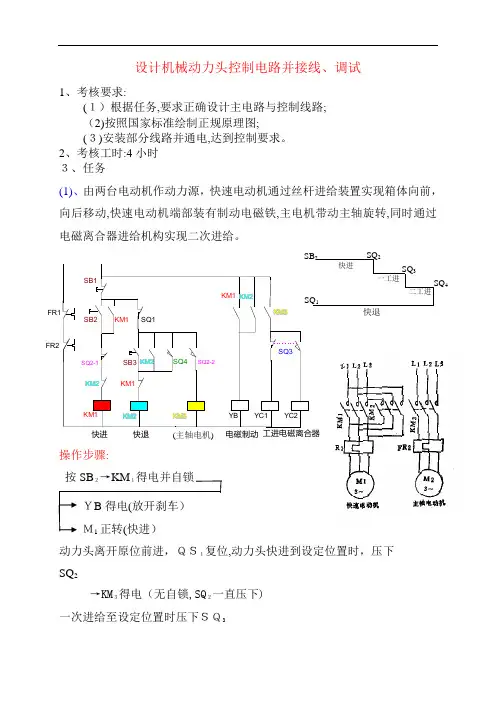
SB 2SQ 2SQ 3SQ 4SQ 1快进一工进二工进快退设计机械动力头控制电路并接线、调试1、考核要求:(1)根据任务,要求正确设计主电路与控制线路; (2)按照国家标准绘制正规原理图;(3)安装部分线路并通电,达到控制要求。
2、考核工时:4小时 3、任务(1)、由两台电动机作动力源,快速电动机通过丝杆进给装置实现箱体向前,操作步骤:按SB 2→KM 1得电并自锁YB 得电(放开刹车)M1正转(快进)动力头离开原位前进,QS1复位,动力头快进到设定位置时,压下 SQ 2→KM 3得电(无自锁,SQ 2一直压下) 一次进给至设定位置时压下SQ3FR1SB1FR2SB2快进快退KM2KM2KM1KM1KM2SB3SQ2-1SQ4SQ2-2KM3SQ1KM1工进YB KM1KM2YC1电磁制动SQ3YC2工进电磁离合器KM3KM2(主轴电机)进给至终点时压下SQ4快退→SQ2复位→主轴电机停转,当退到原位时, 压下SQ1→KM2失电当中途意外停车时,可按SB3→快退至压下SQ1停机。
环。
21→→当到达加工位置时压下SQ2→YC断电滑台慢速进给,当进给到指定位置时压下SQ3→KM1,KM3,YC同时断电停车。
由操作者按SB3→回到原位置时压下SQ1停车。
(三)可编程序控制器(PC)程序设计,接线及调试(1)钻孔专用机床,半自动循环控制动作要求:附图中左、右动力头主轴电动机均为Y90S-4;进给运动由液压驱动,液压泵电动机为3KW,电磁阀通断情况见下表:力头同时快进并起动主轴→转入工进加工→死档铁停留→分别快退→松开工件停主轴……如此实现半自动循环,选F系列可编程序控制器(PC)对该机床进行控制。
考核要求:1)熟悉工艺要求,掌握控制原理;2)列出输入输出设备及I/O点数对照表;3)画出PC输入输出地址分配与接线图;4)画出梯形图;5)写出语句表;6)能在模拟板上正确接线并输入程序;7)按照被控设备得动作要求进行模拟调试,使其达到设计要求。
维修电工技师PLC试题及答案PLC是程序可编程逻辑控制器(Programmable Logic Controller)的缩写,是一种广泛应用于工业自动化控制领域的电子设备。
作为维修电工技师,熟悉PLC的原理、应用和故障处理是必不可少的技能。
本文章将为您提供一系列PLC试题和相应的答案,帮助您加深对PLC相关知识的理解和掌握。
1. 请简要解释PLC是什么,以及它在工业自动化控制中的作用。
答:PLC是一种特殊的计算机设备,用于控制自动化生产过程中的各种机械和设备。
它具有可编程性,可以根据不同的控制逻辑和需求进行程序编写和修改。
PLC在工业自动化控制中扮演着重要的角色,它能够实时监测和控制生产过程中的各个环节,提高生产效率,优化资源利用,提升产品质量。
2. PLC的工作原理是什么?请简要描述PLC的输入输出过程。
答:PLC的工作原理主要分为两个步骤:输入过程和输出过程。
输入过程:通过传感器和开关等外部设备,将实际物理量转化为电信号输入PLC系统。
这些输入信号被接收并进行逻辑处理,最终得到需要的控制信号。
输出过程:PLC根据输入信号进行逻辑判断和计算,得到控制器的控制信号,通过继电器、电磁阀等输出装置,将信号输出到需要控制的设备和机械上,实现对其的控制。
3. 简述PLC编程语言的种类及其特点。
答:PLC编程语言主要有梯形图(Ladder Diagram)、指令表(Instruction List)、功能块图(Function Block Diagram)、结构化文本(Structured Text)等。
它们各有特点:- 梯形图(Ladder Diagram):其图形符号类似于传统电气原理图,易于理解和编写,大多数PLC都支持该编程语言。
- 指令表(Instruction List):以指令的形式编写,类似于汇编语言,适合进行复杂的逻辑和计算操作。
- 功能块图(Function Block Diagram):以块状图形表示逻辑和运算,可重用性高,易于维护和调试。
高级电工plc考试试题及答案一、选择题(每题2分,共20分)1. PLC的全称是()。
A. 可编程逻辑控制器B. 可编程线性控制器C. 可编程逻辑计算机D. 可编程逻辑电路答案:A2. 以下哪个是PLC的输入设备?()A. 按钮B. 继电器C. 显示器D. 打印机答案:A3. PLC的编程语言中,梯形图属于()。
A. 顺序功能图B. 功能块图C. 梯形图D. 指令列表答案:C4. PLC的扫描周期主要受()影响。
A. 程序复杂度B. 外部输入输出设备C. 电源电压D. 程序存储器大小答案:A5. 在PLC中,()用于存储程序和逻辑。
A. 输入/输出模块B. 中央处理单元C. 存储器D. 电源模块答案:C6. PLC的输出设备通常包括()。
A. 传感器B. 执行器C. 显示器D. 按钮答案:B7. PLC的通信接口通常用于()。
A. 连接传感器B. 连接执行器C. 连接人机界面D. 连接电源答案:C8. 在PLC编程中,()用于实现定时功能。
A. 计数器B. 定时器C. 累加器D. 寄存器答案:B9. PLC的输出模块通常包括()。
A. 继电器输出B. 晶体管输出C. 晶闸管输出D. 所有以上选项答案:D10. PLC的输入模块通常可以处理()信号。
A. 直流B. 交流C. 脉冲D. 所有以上选项答案:D二、填空题(每题2分,共20分)1. PLC的工作原理基于_______控制理论。
答案:存储程序逻辑2. PLC的输出模块可以是_______输出或晶体管输出。
答案:继电器3. PLC的输入模块可以处理_______或交流信号。
答案:直流4. PLC的扫描周期包括_______和执行程序两个阶段。
答案:输入处理5. PLC的编程软件通常提供_______和梯形图两种编程方式。
答案:指令列表6. PLC的通信协议包括_______、Profibus等。
答案:Modbus7. PLC的存储器包括_______存储器和非易失性存储器。
维修电工PLC考试题库及答案一、题目简介在维修电工PLC考试中,掌握一定的题库及答案是非常重要的。
本文将为考生提供一些维修电工PLC考试常见的题目及其答案,帮助考生更好地备考和应对考试。
二、基础知识题1. PLC是什么意思?答案:PLC全称为可编程逻辑控制器(Programmable Logic Controller),是一种用于工业自动化控制的特殊计算机。
2. PLC系统主要由哪些组成部分构成?答案:PLC系统主要由中央处理单元(CPU)、输入模块、输出模块和通信接口等组成。
3. 常见的PLC编程语言有哪些?答案:常见的PLC编程语言有梯形图、指令表、功能块图和结构化文本等。
4. 请简要解释PLC的工作原理。
答案:PLC的工作原理是通过输入模块接收外部信号,经过中央处理单元进行逻辑运算,然后通过输出模块控制外部设备的工作状态。
三、故障诊断题1. 在PLC控制电路中,当输出无法正常工作时,可能的故障原因有哪些?答案:可能的故障原因包括输出模块故障、输出继电器损坏、输出接触点接触不良等。
2. 当PLC控制电路无法上电时,可能的故障原因有哪些?答案:可能的故障原因包括电源故障、输入模块故障、电路接线错误等。
3. 当PLC输出的信号与预期信号不符时,可能的故障原因有哪些?答案:可能的故障原因包括程序错误、逻辑电路设计错误、输入信号错误等。
四、实际应用题1. 使用PLC编程实现一个物料输送系统的自动控制,输入有一个启动按钮和一个停止按钮,输出为马达的启停控制信号。
答案:(1) 梯形图编程示例:(2) 结构化文本编程示例:IF 按钮1 = 1 AND 按钮2 = 0 THEN马达启动ELSE IF 按钮1 = 0 AND 按钮2 = 1 THEN马达停止END IF2. 使用PLC编程实现一个温度控制系统,当温度超过一定阈值时触发报警信号。
答案:(1) 梯形图编程示例:(2) 结构化文本编程示例:IF 温度 > 阈值 THEN报警信号 = 1ELSE报警信号 = 0END IF五、总结本文提供了一些维修电工PLC考试常见的题目及其答案,帮助考生更好地备考和应对考试。
全国电工大赛高级维修
工P L C实操试题解析 Hessen was revised in January 2021
2004年的全国电工大赛高级维修电工的PLC实操题的内容大致如下:
标题:应用PLC控制五台电机的启、停。
设备:一个启动按钮SB2,一个停止按钮SB3,一个紧急停止按钮SB1,
一面七段码显示屏和五台电机M1、M2、M3、M4、M5及其相应的电器元件等
要求:
1.当急停按钮SB1:OFF时,正常启动电机。
第一次按启动按钮SB2:ON(一次),第一台电机M1启动正常运行;第二次按启动按钮SB2:ON(一次),第二台电机M2启动正常运行;第三次按启动按钮SB2:ON(一次),第三台电机M3启动正常运行;...;第五次按启动按钮SB2:ON(一次),第五台电机M5启动正常运行。
至此五台电机全部启动正常运转。
2.这时第一次按动停止按钮SB3:ON(一次),先停止第五台电机M5,其它电机照常运行;第二次按动停止按钮SB3:ON(一次),再停止第四台电机M4;第三次按动停止按钮SB3:ON(一次),是停止第三台电机M3;…;第五次按动停止按钮SB3:ON(一次),停止第一台电机M1。
至此五台电机全部停止运行。
3.在任何正常情况下,若按动停止按钮SB3一次都是对所有正在运行电机的编号选最大的先停止运行,其它状态不变;若按启动按钮SB2一次都是对所有没有运行电机的编号选最小的先启动。
4.当急停按钮SB1:ON时,所有电机都停止运行,启动无效。
5.用七段码随时显示正在运行的电机个数。
I/O分配:
输入端:
X0:急停按钮SB1
X1:启动按钮SB2
X2:停止按钮SB3
输出端:
Y1:第一台电机M1
Y2:第二台电机M2
Y3:第三台电机M3七段码显示示意图:Y4:第四台电机M4
Y5:第五台电机M5a
Y10:七段码a段
Y11:七段码b段fb
Y12:七段码c段
Y13:七段码d段
Y14:七段码e段g
Y15:七段码f段ec
Y16:七段码g段
d
参考程序:(松下FP1)
1STX1
2DF
3OTR0
4STX2
5DF
6OTR1
7STR0
8ANY1
9ANY2
10ANY3
11ANY4
13STR1 14AN/Y5 15AN/Y4 16AN/Y3 17AN/Y2 18ORX0 19RSTY1 20STR0 21ANY1 22ANY2 23ANY3 24SETY4 25STR1 26AN/Y5 27AN/Y4 28AN/Y3 29ORX0 30RSTY2 31STR0 32ANY1 33ANY2 34SETY3 35STR1
37AN/Y4 38ORX0 39RSTY3 40STR0 41ANY1 42SETY2 43STR1 44AN/Y5 45ORX0 46RSTY4 47STR0 48SETY1 49STR1 50ORX0 51RSTY5 52STY1 53AN/Y2 54AN/Y3 55AN/Y4 56AN/Y5 57OTR11 58STY2 59AN/Y3
61AN/Y5 62OTR12 63STY3 64AN/Y4 65AN/Y5 66OTR13 67STY4 68AN/Y5 69OTR14 70STY5 71OTR15 72STR12 73ORR13 74ORR15 75OTY10 76STR11 77ORR12 78ORR13 79ORR14 80OTY11 81STR11 82ORR13 83ORR14
85OTY12
86STR12
87ORR13
88ORR15
89OTY13
90STR12
91OTY14
92STR14
93ORR15
94OTY15
95STR12
96ORR13
97ORR14
98ORR15
99OTY16
100ED
题目一:电机正反转PLC控制
控制工艺要求如下:
(1)系统具有三种工作模式,既:手动控制模式、自动控制模式、停止模式。
采用万能转换开关SA进行切换;
(2)手动模式下:使用按钮SB1手动启动正转、SB3停止电机运转、手动按钮SB2控制电动机反转;
(3)自动模式下:按下SB1后电机正转启动工作10秒自动停止运行,停止5秒后自行启动反转,反转持续10秒后同样自动停止工作,停止5秒后电机又自行开始正转运行10秒,如此循环工作,直到按下停止按钮时停止工作。
(4)系统正、反转要有信号灯作为提示。
(5)系统具有短路、过载、欠压等保护环节。