高速与多轴加工教学 第11章 叶轮加工实例
- 格式:docx
- 大小:161.32 KB
- 文档页数:1
科学技术创新2021.06叶轮轴数控加工技术及叶片加工误差分析闪双凤张丙臣(鹤壁市机电信息工程学校,河南鹤壁453000)数控技术的成熟应用,使得机械零件的精细化加工成为了可能。
它以PLC 作为控制中心,使用M N C 系统完成对刀具的控制,更加快速、更加精准的完成特定工件的加工。
叶轮轴上的叶片,既有弧面也有平面,因此加工难度较大。
使用数控技术进行加工有助于改善成品叶片的精度,对降低制造成本、保证使用效果有积极帮助。
1叶轮轴加工工艺问题及方法改进1.1叶轮轴原加工工艺问题分析某叶轮轴生产车间在技术改良前的加工刀具和加工参数见表1。
表1叶轮轴加工刀具和参数从加工效果来看,原工艺流程存在以下问题:第一,使用普通车床虽然降低了成本,但是因为加工效率低,且精度差,导致残次品率高;第二,内螺纹的底孔未经过精镗处理,孔径误差较大。
孔径偏小会导致外接轴无法正常连接,孔径偏大又会导致外接轴松动,转动时会产生明显的晃动。
第三,在铣削处理中,粗铣与精铣采用相同类型的铣刀。
精铣时可能会出现精度达不到要求的情况,而粗铣又会导致刀具过快磨损,增加刀具更换频率。
1.2方法改进鉴于原工艺存在诸多缺陷,需要对该叶轮轴生产工艺进行改良。
一种思路是采用数控技术,将车床与铣床联用,相互配合完成对叶轮轴工件的加工。
这样既提高了加工效率,同时也能够保证精度,有利于实现高质量、批量化的工件制造。
经过改良后的加工工艺,可以根据零件制造要求的不同,分别提供粗加工、半精加工和精加工三种模式,提高了机床的利用效率。
2叶轮轴数控加工技术2.1三维模型的建立利用U G 10.0软件进行建模。
启动软件之后,选择工具栏中的“插入”选项,在子选项中点击“创建草图”,可以得到一个新的绘制界面。
利用软件提供的线段、模组等完成叶轮轴叶片平面图的初步绘制。
在草图上添加参数进行标记,包括叶轮轴的直径、叶片的弧度等。
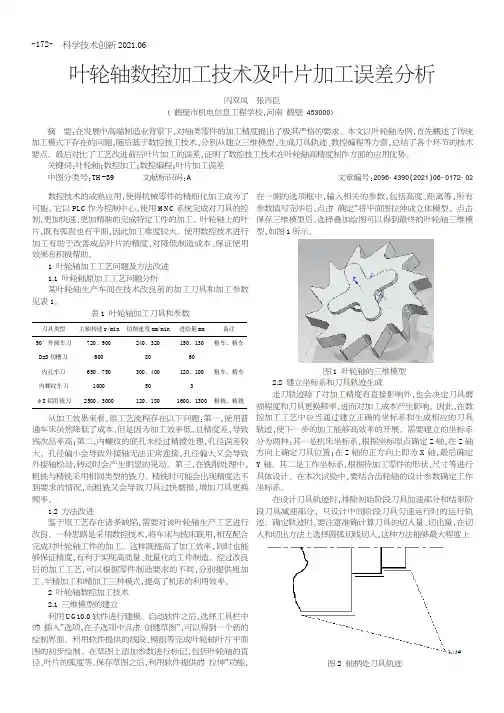
保存草图之后,利用软件提供的“拉伸”功能,在一侧的选项框中,输入相关的参数,包括高度、距离等,所有参数填写完毕后,点击“确定”将平面图拉伸成立体模型。
摘要此设计为叶轮的制造工艺与加工程序设计,直接的目的是介绍说明叶轮制造的细节,运用UG解决制造业界中对叶轮加工程序编制的难题,同时介绍叶轮制造的思路方法。
间接的目的是使数控加工更为人所知,并让更多人了解数控加工的优点,加工的范围。
关键词:加工; UG;工艺;叶轮ABSTRACTThis design for the manufacturing process of the impeller design and processing procedures, the immediate purpose is to introduce the details of the impeller manufacturing, the use of UG solve the problem in the manufacturing industry in the preparation of impeller machining program. At the same time introduced the idea of impeller manufacturing method. Indirect purpose is to make the CNC machining better known, and let more people know the advantages of CNC machining, processing range.Keywords:machining;UG;processes;impeller第1章绪论1.1课题的选择整体式叶轮作为动力机械的关键部件,广泛应用于航天航空等领域,其加工技术一直是制造业中的一个重要课题。
从整体式叶轮的几何结构和工艺过程可以看出:加工整体式叶轮时加工轨迹规划的约束条件比较多,相邻的叶片之间空间较小,加工时极易产生碰撞干涉,自动生成无干涉加工轨迹比较困难。

多叶片复杂曲面零件的设计与五轴模拟加工1.1 加工任务整体叶轮的零件视图如图1所示图1 叶轮零件针对本零件,本例中将进行叶轮底部圆弧面的加工。
此工件的毛坯为圆棒料,材料牌号为钛合金TC4.采用专用的夹具将其底面固定安装在机床C轴上。
本例中我们将完成叶轮圆弧底面的精加工。
1.2 加工工艺方案通常情况下,在大部分制造场合,单片叶轮的叶片多采用锻造方式做成毛坯,整体式叶轮类零件的毛坯多采用铸造的方式形成,然后采用3~5轴数控机床进行半精加工或精加工,特殊情况下可能还采用人工抛光的方法,形成最后的精加工。
本例中,我们就介绍整体式叶轮在5轴数控机床上的精加工工作。
(1)刀具选择:R4的球头棒铣刀(或选用锥度球头铣刀)(2)加工坐标原点的设置:工件零点取在叶轮圆弧底面大圆140的圆心点上。
(3)加工设备:五轴联动数控机床。
1.3 编程操作(设置零件加工程序)在UG NX4软件系统中对此零件进行编程的操作步骤如下:1.建立刀具路径文件夹(1)单击菜单栏中的“文件”→“打开”命令,从UG NX4文件浏览器窗口选择“train11.prt”文件并单击“确定”按钮将其打开,如图2所示。
图2 在UG NX4 中进入造型文件的NX加工界面(2)选择加工环境1)单击(起始)图标,单击“加工”命令,弹出“加工环境”对话框。
如图3所示。
2)在“CAM进程配置”列表框中选择“mill→multi→axis”,结果如图4所示。
图3“加工环境”对话框图4选择多轴铣加工配制3)在“CAM设置”列表框中选择“mill→multi→axis”,单击“初始化”按钮,进入加工过程的创建界面,弹出如图5所示的“加工创建”工具栏。
2. 创建加工方法(1)单击“加工创建”工具栏中的(创建方法)工具,弹出“创建方法”对话框,如图11→6所示。
图5“加工创建”工具栏图 6“创建方法”对话框(2)在“类型”下拉列表框中选择“mill→multi→axis”(3)在“父级组”下拉列表框中选择“MILL→FINISH”。
大型转轮叶片多轴联动加工工艺技术研究Study on Process of Multi-axis Movement Simultaneously Machining the Large FrancisTurbine Blade摘要随着我国大型水电站的不断开发,大型水轮机组的研制进入快速发展阶段。
转轮是水电机组的心脏,转轮叶片是转轮的关键部件,其加工制造技术也不断的发展。
在大量的技术引进和消化以及制造业不断发展的基础上,我国的转轮叶片的加工制造已经摆脱了传统的手工制造的阶段,进入到数字化设计和制造阶段。
转轮叶片的五轴联动加工技术是转轮叶片制造的关键技术,它是一项涉及到多个学科相互交叉的综合性机械加工技术。
由于其技术含量高、投资成本大,仅为世界上少数企业和公司所常握。
目前转轮叶片加工所采用的工艺方法基本上沿用国外的技术方法,其工艺技术比较先进和成熟。
由于工艺技术具有极强的个性,我们在转轮叶片的加工工艺上需要进一步研究来适应我们自身工艺技术环境等多方面的要求,以形成自身的制造工艺技术的特点,从而达到质量和成本的最优,实现效益的最大化。
本文对目前东方电机所采用的转轮叶片的工艺技术方法进行了详细的论述,并针对该工艺技术方法在实际应用中出现的一些问题进行了进一步的研究,主要包括对混流式叶片焊接坡口的加工工艺研究,转轮叶片的装夹找正工艺研究以及转轮叶片的机床仿真技术的研究,通过研究应用,提出了解决这些问题的方法,从而对转轮叶片的加工工艺技术进行了优化和完善。
通过上述研究,本文以三峡右岸水轮机叶片的加工制造为应用平台,以UG NX、CAMAND、VERICUT以及在MDT平台上二次开发的余量分布计算软件等为技术手段,对整个转轮叶片的制造工艺流程进行了优化和完善。
通过对坡口加工工艺技术、转轮叶片装夹定位技术和基于转轮叶片加工的加工仿真系统的应用,提高了三峡右岸转轮叶片的加工质量,节约了加工成本,缩短了加工周期,取得了良好的经济效益和社会效益。
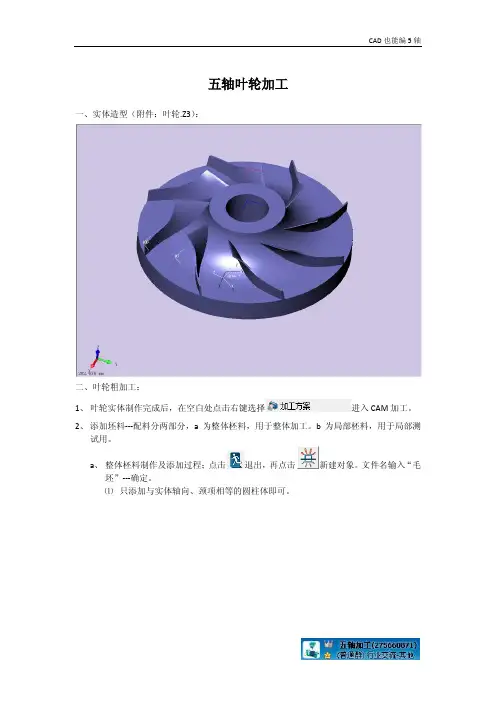
CAD也能编5轴五轴叶轮加工一、实体造型(附件:叶轮.Z3):二、叶轮粗加工:1、叶轮实体制作完成后,在空白处点击右键选择进入CAM加工。
2、添加坯料---配料分两部分,a为整体柸料,用于整体加工。
b为局部柸料,用于局部测试用。
a、整体柸料制作及添加过程;点击退出,再点击新建对象。
文件名输入“毛坯”---确定。
⑴只添加与实体轴向、颈项相等的圆柱体即可。
⑵改变圆柱面属性,使其变为半透明状,便于测试时观察。
属性---面---调节透明度---用鼠标框选坯料实体---确定。
b、局部柸料制作及添加过程;点击退出,再点击选择复制叶轮文件,在用粘贴新对象。
用右键点击新建对象选择“重命名”重新设置文件名称。
双击进入编辑。
⑴先导入叶轮实体,再做一个大于叶片间距的立方体;⑵选择修剪实体对坯料进行修剪。
⑶再选择修剪实体对坯料进行修剪。
⑷选择修剪实体对坯料圆边进行修剪。
⑸利用直纹面选择图中黄色线段生成修剪曲面。
⑹选择修剪实体通过修剪面修剪柸料。
⑺用删除剩余残面。
⑻点击再选择隐藏实体。
⑼利用直纹面选择图中黄色线段生成修剪曲面。
⑽点击显示所有实体。
⑾选择分割实体。
⑿选择删除切割下来的实体。
⒀先选择中的“造型”选项,在选择合并图中两部分。
⒁再用删除叶轮实体,只剩下局部毛坯。
⒂局部毛坯属性,使其变为半透明状,便于测试时观察。
属性内选择面---调节透明度---用鼠标框选坯料实体---确定⒃选择面偏移来拉伸实体。
(偏移-1)自此坯料全部制作完成。
3、点击退出后,双击进入“加工方案”。
4、右键点击选择“插入”。
把之前制作好的两个柸料导入进来。
5、右键点击选择再选择,实体将转变成毛坯。
6、局部坯料转变过程同上。
7、点击选择---快速铣削---粗加工工序---二维偏移粗加工。
8、确定加工工序后选择刀具,并设置刀具参数。
如果新建工艺可以直接点击此处来设置刀具参数,如果已有刀具可以点击此处,在“刀具列表”内选择已有刀具。
如果要是添加新刀具用右键点击选择“管理”就可以添加新刀具。
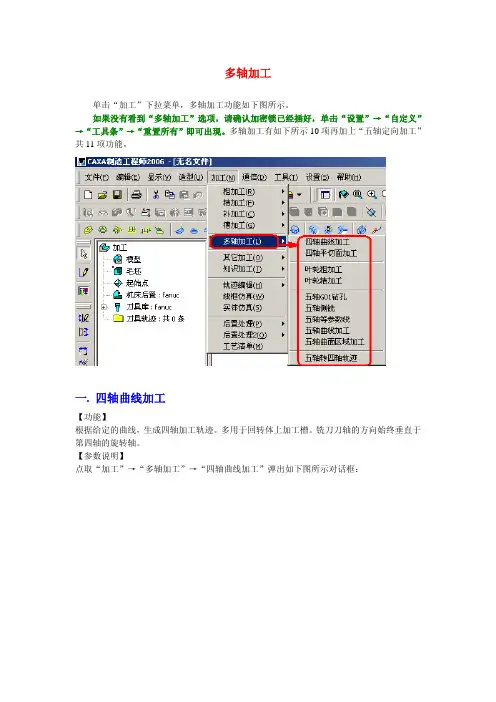
多轴加工单击“加工”下拉菜单,多轴加工功能如下图所示。
如果没有看到“多轴加工”选项,请确认加密锁已经插好,单击“设置”→“自定义”→“工具条”→“重置所有”即可出现。
多轴加工有如下所示10项再加上“五轴定向加工”共11项功能。
一. 四轴曲线加工【功能】根据给定的曲线,生成四轴加工轨迹。
多用于回转体上加工槽。
铣刀刀轴的方向始终垂直于第四轴的旋转轴。
【参数说明】点取“加工”→“多轴加工”→“四轴曲线加工”弹出如下图所示对话框:1.旋转轴(1) X轴:机床的第四轴绕X轴旋转,生成加工代码时角度地址为A。
(2) Y轴:机床的第四轴绕Y轴旋转,生成加工代码时角度地址为B。
2.加工方向生成四轴加工轨迹时,下刀点与拾取曲线的位置有关,在曲线的哪一端拾取,就会在曲线的哪一端点下刀。
生成轨迹后如想改变下刀点,则可以不用重新生成轨迹,而只需双击轨迹树中的加工参数,在加工方向中的“顺时针”和“逆时针”二项之间进行切换即可改变下刀点。
3.加工精度(1)加工误差:输入模型的加工误差。
计算模型的轨迹的误差小于此值。
加工误差越大,模型形状的误差也增大,模型表面越粗糙。
加工精度越小,模型形状的误差也减小,模型表面越光滑,但是,轨迹段的数目增多,轨迹数据量变大。
(2)加工步长:生成加工轨迹的刀位点沿曲线按弧长均匀分布。
当曲线的曲率变化较大时,不能保证每一点的加工误差都相同。
二种方式生成的四轴加工轨迹请看下图。
其中绿色为加工轨迹,点为刀位点,红色直线段为刀轴方向。
加工误差方式控制加工精度步长方式控制加工精度4.走刀方式:(1) 单向:在刀次大于1时,同一层的刀迹轨迹沿着同一方向进行加工,这时,层间轨迹会自动以抬刀方式连接。
精加工时为了保证槽宽和加工表面质量多采用此方式。
(2) 往复:在刀具轨迹层数大于1时,层之间的刀迹轨迹方向可以往复进行加工。
刀具到达加工终点后,不快速退刀而是与下一层轨迹的最近点之间走一个行间进给,继续沿着原加工方向相反的方向进行加工的。
基于HyperMILL环境下五轴联动叶轮加工技术的实践教学研究夏雨【摘要】在HyperMILL软件环境下,以整体叶轮为例,利用TOPNC VMC-C50五轴高速机床,提出一套对整体叶轮五轴数控加工工艺整体方案,并设计了加工路线、刀路轨迹、切削方式的等工艺参数,生成了整体叶轮的后置处理程序.加工结果表明:通过刀轨的检查与实际加工及时发现刀具跟零件之间有无过切,提高了叶轮加工的质量,提高了生产效率,对整体叶轮零件加工工艺方案制定具有实际指导意义.%Under the environment of HyperMILL software,taking integral impeller as an example,it forwards a set of general scheme of five axis NC machining technology of integral impeller by using VMC-C50 TOPNC five axis high speed machine tool.It also devises the processing route,tool path,cutting process and other technological parameters to generate the post processing program of integral impeller.The result of the test shows that it can improve the production efficiency by improving the quality of impeller machining through the examination of the tool path and timely discovery of whether there exists over cut between the tool and the part.The test result mentioned above has practical guide for the formulating of the processing technology program for integral impeller.【期刊名称】《实验技术与管理》【年(卷),期】2016(033)011【总页数】4页(P71-74)【关键词】整体叶轮;数控加工;五轴联动;HyperMILL【作者】夏雨【作者单位】浙江工商职业技术学院机电学院,浙江宁波 315012【正文语种】中文【中图分类】G642.0;TG519.1整体叶轮是高端装备制造中极为核心的部件,涉及军工、船舶、航空等各个行业中应用广泛,是典型的复杂的管道类复杂零件,整体叶轮的制造反映整个国家装备制造的整体水平,因此整体叶轮的制造水平衡量一个国家工业水平的发展。
推进器底座及叶轮加工刘艳申【摘要】随着数控技术的发展,高速切削与五轴加工设备运用日益普及.针对推进器底座及叶轮的编程与加工问题,以一种简化的螺旋桨推进器模型为载体,重点介绍利用UG NX9完成推进器复杂的底座和叶轮的自动编程,并利用DMU80 mono Block五轴镗铣加工中心对刀具轨迹进行验证.【期刊名称】《精密制造与自动化》【年(卷),期】2016(000)002【总页数】4页(P55-58)【关键词】推进器;叶轮;五轴【作者】刘艳申【作者单位】陕西工业职业技术学院陕西咸阳 712000【正文语种】中文推进器(助推器)一般用来提供动力,提高速度,它是通过旋转叶片或喷气(水)来产生推力。
推进器在船舶、航空等领域应用广泛,主要是提供船艇的动力。
推动器的种类繁多,有螺旋桨推进器、电动船用推进器、航空推进器、喷水推进器等。
每一种都有它特殊的用途及特点,但推进器的加工需要采用多轴联动加工设备才能完成。
UG NX是集CAD/CAM/CAE于一体的三维参数化设计软件[1],可以借助于UG NX的计算机辅助制造功能完成推进器底座及叶轮的自动编程。
图1和图2所示为推进器底座及叶轮结构,加工中需要进行二次装夹,同时根据要求配做简单工装,利用底座上表面和叶轮下表面的四个螺钉孔、两个销孔进行定位装夹。
零件加工所用毛坯均为各个特征的包容圆柱体,所有圆角及叶轮根部均为R4,利用CAXA加工时需要利用R4球头刀来完成。
工装为可以和推进器底座顶面的四个螺钉孔和叶轮底面上两个销孔所对应的一个圆柱形结构(高度可做到50mm左右),通过一面两销孔定位方式完成定位。
在圆柱形工装上必须做一个定位面,以保证工件在进行二次定位装夹时上下特征之间的对应关系。
1.2.1 推进器底座工序安排针对推进器底座结构可以按照下列工序进行加工:顶部圆槽加工→顶部孔加工→顶部锥面加工→锥面上槽加工及孔加工→底面槽加工(需掉头,用辅助工装定位)→底部孔加工→外圆槽加工→侧面特征加工→侧面孔加工。

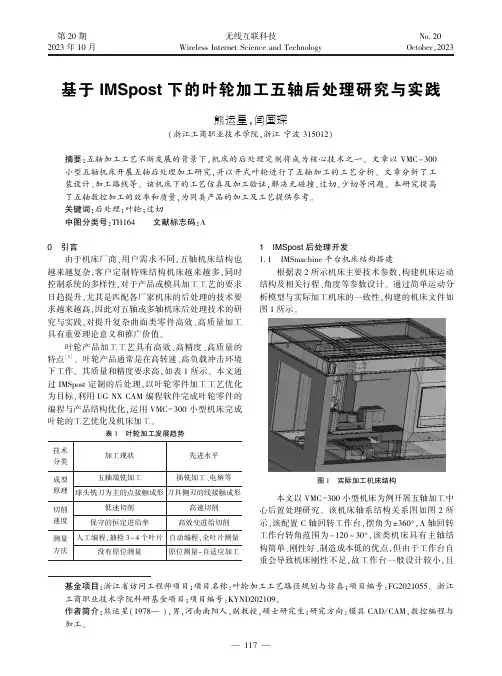
第20期2023年10月无线互联科技Wireless Internet Science and TechnologyNo.20October,2023基金项目:浙江省访问工程师项目;项目名称:叶轮加工工艺路径规划与仿真;项目编号:FG2021055㊂浙江工商职业技术学院科研基金项目;项目编号:KYND202109㊂作者简介:熊运星(1978 ),男,河南南阳人,副教授,硕士研究生;研究方向:模具CAD /CAM ,数控编程与加工㊂基于IMSpost 下的叶轮加工五轴后处理研究与实践熊运星,闫国琛(浙江工商职业技术学院,浙江宁波315012)摘要:五轴加工工艺不断发展的背景下,机床的后处理定制将成为核心技术之一㊂文章以VMC -300小型五轴机床开展五轴后处理加工研究,并以开式叶轮进行了五轴加工的工艺分析㊂文章分析了工装设计㊁加工路线等㊂该机床下的工艺仿真及加工验证,解决无碰撞㊁过切㊁少切等问题㊂本研究提高了五轴数控加工的效率和质量,为同类产品的加工及工艺提供参考㊂关键词:后处理;叶轮;过切中图分类号:TH164㊀㊀文献标志码:A0㊀引言㊀㊀由于机床厂商㊁用户需求不同,五轴机床结构也越来越复杂,客户定制特殊结构机床越来越多,同时控制系统的多样性,对于产品或模具加工工艺的要求日趋提升,尤其是匹配各厂家机床的后处理的技术要求越来越高,因此对五轴或多轴机床后处理技术的研究与实践,对提升复杂曲面类零件高效㊁高质量加工具有重要理论意义和推广价值㊂叶轮产品加工工艺具有高效㊁高精度㊁高质量的特点[1]㊂叶轮产品通常是在高转速㊁高负载冲击环境下工作㊂其质量和精度要求高,如表1所示㊂本文通过IMSpost 定制的后处理,以叶轮零件加工工艺优化为目标,利用UG NX CAM 编程软件完成叶轮零件的编程与产品结构优化,运用VMC -300小型机床完成叶轮的工艺优化及机床加工㊂表1㊀叶轮加工发展趋势技术分类加工现状先进水平成型原理五轴端铣加工插铣加工㊁电解等球头铣刀为主的点接触成形刀具侧刃的线接触成形切削速度低速切削高速切削保守的恒定进给率高效变进给切削测量方法人工编程,抽检3~4个叶片自动编程,全叶片测量没有原位测量原位测量-自适应加工1㊀IMSpost 后处理开发1.1㊀IMSmachine 平台机床结构搭建㊀㊀根据表2所示机床主要技术参数,构建机床运动结构及相关行程㊁角度等参数设计㊂通过简单运动分析模型与实际加工机床的一致性,构建的机床文件如图1所示㊂图1㊀实际加工机床结构本文以VMC -300小型机床为例开展五轴加工中心后置处理研究㊂该机床轴系结构关系图如图2所示,该配置C 轴回转工作台,摆角为ʃ360ʎ,A 轴回转工作台转角范围为-120~30ʎ,该类机床具有主轴结构简单㊁刚性好㊁制造成本低的优点,但由于工作台自重会导致机床刚性不足,故工作台一般设计较小,且承重较轻,因此适用于体积小㊁重量轻的小型精密零件和精密模具的加工㊂图2㊀AC 转台结构机床1.2㊀IMSpost 平台搭建五轴后处理㊀㊀VMC -300机床的控制系统为fanuc 系统,因此选取fanuc30i 控制系统模块进行相关控制机床代码的设定㊂根据软件导入的机床模型文件(如图1所示),系统自动设置后处理机床结构为AC 双转台结构类型,同时相关机床参数与实际加工机床一致,如图3所示㊂1.3㊀编程格式的设置㊀㊀本文对编程的代码进行系列优化,匹配机床实际加工及优化机床加工相关操作及工艺㊂IMSpost 软件主要设置程序开始(相关程序要求)[2]㊁操作开始(换刀冷却开始位置)㊁操作结束(换刀需要)㊁程序结束(加工结束后机床相对位置)㊁主轴㊁冷却液(在合适㊀㊀㊀表2㊀五轴加工中心主要技术参数项目单位技术参数项目单位技术参数XYZ 轴行程极限mm 300175270工作台规格mm450ˑ160A 轴倾斜角度极限度+30~-120主轴转速r /min 20000C 轴旋转角度极限度360快速进给速度mm /min 10000控制系统YORNEWM5最快进给速度mm /min40000图3㊀IMSpost 平台后处理搭建的位置开关切削液)㊁换刀等内容㊂设计人员主要考虑第一次换刀及多个工序转换间换刀之前一系列操作动作(机床回零㊁刀具位置等),确保换刀顺利进行,设备安全运行,如图4所示㊂1.4㊀UG CLFS 刀位文件的输出㊀㊀UG NX 输出的刀位文件需要特定的设置才能正确读入IMSpost 平台中[3],并对该刀位文件正确识别出快速移动㊁切削移动㊁刀具号及刀具补偿等指令,软件根据读入的刀位点坐标值及刀具向量值,IMSpost 后处理平台将相应的刀位点㊁向量值转换为机床匹配的NC 代码,满足机床加工精度要求,如表3所示㊂图4㊀机床换刀设置2㊀叶轮加工工艺㊀㊀编程人员(1)分析叶轮几何特征(主流叶片㊁分流叶片㊁轮毂面㊁圆角面等),根据客户提供的产品材料选择合适的加工刀具,确定加工工艺,制定合适的加工方案,并进行工艺优化(不同切削参数下的产品质量);(2)通过五轴编程软件规划刀位轨迹路线,并进行仿真验证;(3)选择合适的后置处理,进行试切加工;(4)投入实际生产,如图5所示㊂叶轮加工过程如图6所示,首先进行叶轮整体开粗,使用R3球刀,然后使用R3球刀分别对主叶片㊁分流叶片进行精加工,叶轮轮毂面采用往复走刀进行精加工,对主叶片㊁分流叶片根部未加工到位部分进行清根加工(R1.5球刀),最后对分流叶片弧面部分进行精加工㊂输出并保存粗精加工刀位文件,UG 刀位文件后缀名为.CLS㊂叶轮加工工艺参数如表4所示㊂表3㊀刀位点及刀具向量与NC 代码转换刀位点(x ,y ,z )刀具向量(i ,j ,k )NC 代码-29.277731,40.531634,32.772784-0.2332420,0.3395187,0.9112218G1X29.278Y -40.532Z32.773A -24.325C145.512-22.6762,32.6618,24.3541-0.2322828,0.3396621,0.9114134G1X22.676Y -32.662Z24.354A -24.299C145.633-20.7923,30.7801,25.5512-0.2320088,0.3579169,0.9044708G1X20.792Y -30.78Z25.551A -25.248C147.048-8.7027,22.0819,36.8683-0.2949726,0.8263633,0.4797029G1X8.703Y -22.082Z36.868A -61.334C160.356-7.8100,21.7954,37.9719-0.2799995,0.8613285,0.4239263G1X7.81Y -21.795Z37.972A -64.917C161.992-6.9017,21.5763,39.0781-0.2619799,0.8919466,0.3685075G1X6.902Y -21.576Z39.078A -68.376C163.632图5㊀叶轮加工技术路线表4㊀叶轮加工方法及刀具选择工序加工方法刀具开粗型腔铣㊁测铣球刀或立铣刀半精环绕式等高铣球刀叶片精加工环绕式曲面铣球刀轮毂精加工往复式曲面铣球刀㊀㊀叶轮实际加工工艺及参数受叶轮的实际使用情况影响,根据现场叶轮加工参数及机床长时间加工优化,该机床下的加工工艺参数如表5所示[3]㊂3㊀后处理仿真一体化㊀㊀IMSverify 是一个机床作动模拟系统,透过机床模拟运行实际G 代码验证,模拟NC 加工过程,以检测刀具路径中是否可能存在的错误风险,事前预防零件㊁夹具㊁刀具㊁刀杆和机床干涉之检查,提供加工者更完整模拟验证,进而得到正确加工㊂IMSverify 真正实现以实体为基础的模拟提供了最准确的材料加工验证㊂从UG NX 的CAM 系统中导入毛坯和夹具的实体,模拟过程中的结果也保存为实体,可作为进程中的中间毛坯,以及与原始设计零件资料的比对㊂与IMSpost 产品整合,使用IMSpost 查看CAM 系统的APT 资料[4],UG NX 通过专用接口启动IMSverify,如图7所示㊂通过输入NC 代码㊁选择图7设置好的与实际加工一致的机床模型[5]㊁匹配机床加工的合适后处理,图6㊀叶轮加工工艺表5㊀常见加工工艺参数工艺步骤流道粗加工工艺参数转速15000rpm高速加工下的刀具要求开槽进给280m /min降速可以保证刀具强度出气口进给600m /min降速可以保证叶片加工质量全局进给1800mm /min以最高效率开粗加工流道残高0.6在允许条件下流道残高可提高至0.8mm叶片余量0.2开粗时间 5.5min5组流道开粗工艺步骤叶片半精加工工艺参数转速15000rpm使用高品质刀柄开槽进给1500m /min降速以免引起刀具折断出气口进给1500m /min降速以保证叶片质量不受影响全局进给2500mm /min提高加工效率流道残高0.15在允许条件下流道残高可提高至0.3mm叶片余量0.2时间5min5组流道精加工工艺步骤分流叶片精加工工艺参数转速4000rpm 合理选用刀柄控制刀具跳动叶缘10%减速叶缘过切的控制出气口50%减速出气口叶片质量控制方法全局进给350mm /min优化最佳加工进给时间4.55组叶片精加工加工时间合计/min15min图7㊀NX -IMSverify 一体化仿真并加载设计模型㊁毛坯模型㊁夹具体等,模拟分析实际加工过程中出现的任何问题(过切㊁撞刀㊁欠加工),并进一步优化加工的工艺参数,提高加工效率与加工质量㊂具体仿真过程如图8所示㊂4㊀结语㊀㊀本文构建了实际机床的3D 结构及运动学关系,通过IMSpost 后处理平台导入实际3D 机床模型,并加载了与实际机床系统匹配的控制系统,配置正确的辅助参数(主轴转速㊁换刀动作㊁冷却液动作等)㊁对导入的UG NX 编程软件的CLSF 刀位文件进行NC 代码的转换,确保加工的正确性㊂以叶轮加工编程㊁图8㊀叶轮实体化仿真工艺分析㊁工装设计等内容,通过IMSverify软件进行实体模拟仿真,确保实际加工时的准确性和稳定性[6]㊂参考文献[1]周智敏,张素颖.正交五轴机床NC加工路径后处理研究[J].煤矿机械,2017(11):72-74.[2]熊运星.叶轮加工工艺及检测技术研究[J].江苏科技信息,2018(30):37-41.[3]孙耀恒,王科健.基于五轴联动机床后处理的开发与验证[J].机械研究与应用,2020(2):154-157. [4]陈锐勇,孙江.基于IMSpost的五轴加工中心后置处理研究[J].新技术新工艺,2019(3):63-66. [5]佛新岗.基于IMSpost和VERICUT的四轴联动加工研究[J].微型电脑应用,2021(9):48-51. [6]彭飞.基于NX和VERICUT多轴联动加工策略分析研究[J].工业技术与职业教育,2023(1):14-16.(编辑㊀王永超)Research and practice of five-axis post-treatment of impeller processing under IMSpostXiong Yunxing Yan GuochenZhejiang Business Technology Institute Ningbo315012 ChinaAbstract Under the background of the continuous development of five-axis processing technology the reprocessing customization of machine tools will become one of the core key technologies.This paper studies the VMC-300small five-axis machine tool and analyzes the five-axis processing process with the open impeller and analyzes the tooling design and processing route.The process simulation and processing verification under the machine tool solve the problems of no collision overcutting and less cutting.It improves the efficiency and quality of five-axis CNC machining and provides reference for the processing and process of similar products.Key words post processing impeller overcut。
叶轮的四轴数控编程及仿真摘要本次设计是进行一个具有复杂形状的叶轮的仿真加工,叶轮加工的复杂性主要在于其叶片是复杂的曲面造型。
需要用四轴以上联动的机床进行其叶轮的加工,根据叶轮的一些特性,需采用球头铣刀。
通过对课题任务的分析,先用UG把零件图画出来,对零件图进行分析,确定零件的加工工艺。
然后生成实体模型,,再对模型进行分析,然后用CAM软件对模型进行仿真,仿真过后,进行后置处理,生成G代码,最后把程序反读,效验G代码,检查程序是否正确,然后定稿。
关键词:UG;CAM;数控编程;后置处理;虚拟仿真AbstractThis design is a complex shape, the simulation of impeller complexity of the machining process of impeller blade is mainly lies in the complex surface modeling. With the four shafts above linkage to the machine according to the processing, impeller, some characteristics of the impeller, using flat cutters.Based on the analysis, the first task subject using UG out of the parts and parts drawing pictures, the paper analyzes the parts processing. Then generate entity model, and then the model analysis, then use the CAM software simulation model for simulation and postprocessing after, G code, finally the program, the program code, check; G correctly, then finalized.The application of computer numerical control machine tool is comprehensive, automatic control, automatic detection and precision machinery products of high technology, the development of nc machine tools appropriate technical transformation of China before machinery manufacturing, is the way of the future factory automation.Keywords: UG; CAM; CNC Programming; Post-processing; Virtual Simulating目录前言 (1)第一章数控的概况 (2)1.1 国内外数控系统发展概况 (2)1.2 数控技术发展趋势 (3)1.2.1性能发展方向 (3)1.2.2功能发展方向 (3)1.2.3体系结构的发展 (4)第二章关于叶轮 (6)2.1 叶轮的发展状况 (6)2.2 叶轮的分类 (6)2.3 叶轮的材料 (6)2.4 叶轮的原理 (6)第三章零件图及工艺分析 (9)3.1 叶轮的三维造型 (9)3.2 刀具的选择 (9)3.3 工艺分析 (10)3.4 叶轮加工的最佳方案 (11)第四章零件编程概述 (13)4.1 仿真技术的发展与应用 (13)4.2 数控车自动编程软件CAM介绍 (13)4.3 叶片的加工 (14)4.4 叶片的加工程序及其备注 (17)第五章结论 (20)参考文献 (21)致谢 (22)前言课题主要是研究数控技工技术在加工叶轮时的具体应用,为了适应生产的需要,人们越来越多的使用数控技术来生产这些以前难以加工的产品零件。
叶轮多轴加工技术在高职数控教改中应用的可行性探究作者:何欢欢来源:《科技创业月刊》 2016年第15期何欢欢(新疆应用职业技术学院新疆奎屯832200)摘要:着眼于当前高职教育改革的现状与方向,提出将叶轮的多轴加工技术应用于现在的高职数控课程中。
并为此而提出了三点依据并且对课程实施过程中的教学环节与方法进行了探讨,最终得出结论与建议。
关键词:叶轮;多轴加工;高职教改中图分类号:G712文献标识码:Adoi:10.3969/j.issn.1665-2272.2016.15.0082014年国务院19号文件做出《国务院关于加快发展现代职业教育的决定》,力争到2020年建成具有中国特色、世界水平的现代职业教育体系。
《数控加工》作为高职院校一门核心专业技术课程,主要是通过确定零件的加工工艺、编写加工程序、数控加工、以及零件检测四个环节的实施最终培养学生数控加工理论分析能力与实际操作能力。
但是,以往单一的两轴数控车床的学习,无论从知识的扩展还是机械制造业转型升级对人才质量的要求上来讲,都已经显得不合时宜。
因此,高职教师积极探索新知识、高技术的讲授对于培养适应社会发展的合格人才就显得尤为重要。
在高职的数控教学当中,引入叶轮多轴加工技术的学习与教学策略的改进是非常有效的途径。
1叶轮多轴加工技术引入的依据1.1提高设备利用率的需要据统计,从2005年到2013年八年间,国家对职业教育投入达到了1.23万亿。
巨资的投入提升了我国高职院校的综合办学水平,快速发展中的高职院校在普通数控车床配置的基础上甚至不惜巨资购置了四轴、五轴数控加工中心,并且将拥有此类设备作为办学水平与办学实力的体现。
然而实际上高职专业学生目前的数控学习还是主要以普通数控车床为主,接触四轴、五轴加工中心的学习少之又少。
究其原因主要有两点:一是多轴加工技术的学习对课程设置与编排要求较高,二是在实际教学中一些课本上回转类零件由于技术含量不高,只用普通车床就可以实现加工,没有必要通过多轴加工中心来完成。