二、炼胶工艺
- 格式:doc
- 大小:29.50 KB
- 文档页数:3
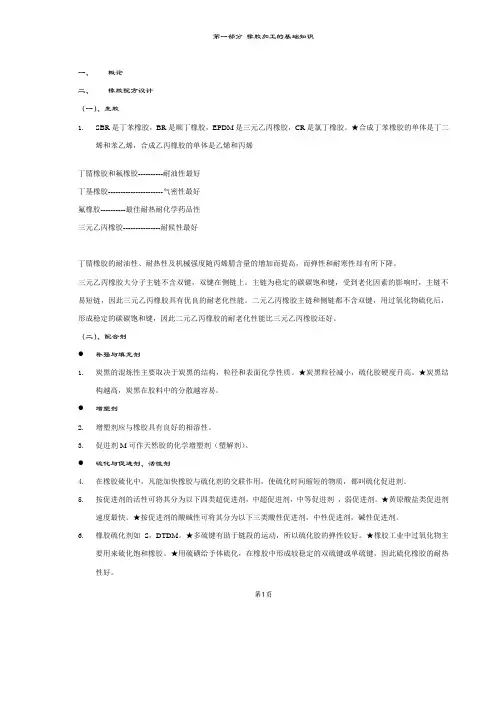
二、炼胶工艺
本工艺主要包括有混炼胶的(密)混炼、热炼、加硫、返炼等四个工序的生产工艺。通过对生胶及其配合剂的混合、分散、热处理等过程,使配合剂完全而均匀地分散到生胶中,并产生结合橡胶,同时消除结构化现象,制备出性能均匀、一致,具有一定工艺可塑性的混炼胶,供注射成型使用。
生产过程所使用的设备必须是经检查完好且正常运转。
1. 操作程序
1.1 (密)混炼工艺
按照产品的配方及混炼工艺要求,将各种配合剂(硫化剂除外)通过密炼机均匀分散到
生胶(硅橡胶)中。
X(S)K-400A(密)混炼操作程序
加料顺序 混炼时间
(分) 加压时间
(分) 操 作 说 明
1.生胶、1/2白碳黑、1/2助剂1# 3 1.5 1. 加压时间为混炼时上顶栓完全压下的时间。
2.(密)混炼操作时间——循环周期允许范围为10~12分钟。
3.排胶温度,开炼机≤40℃,密炼机≤100℃。
4.压缩空气压力0.6~0.8MPa,时间不少于20分钟。
5.每车密炼胶重量允许公差±0.5kg。
6.炼后胶料应均匀一致,无配合剂结团现象。
7.胶料热炼后用割刀将胶料铲下,将胶片平铺在操作台上分割成若干份,晾至室温后,把胶片叠放在一起,胶片之间用干净塑料布隔开。
2.余下的1/2白碳黑及助剂1# 3 1.5
3.预混粉料、
2#助剂 3 2
4.排胶 1 /
5.每循环周期合计 10 5
1.1.1 开机前检查机器、设备、风压及冷却水等是否正常。检查清理(密)混炼室、转子及
上顶栓等部件,清理干净余胶或杂物。一切正常方可开机操作。
1.1.2 通知配料人员将已配好的生胶、配合剂、粉料、白碳黑等材料运到混炼作间,经检查无误后停放待用。
1.1.3 按上表中的程序进行胶料的(密)混炼操作。
1.2 薄通工艺
对密炼机排下的胶料进行补充加工,使胶料分散更均匀。
1.2.1 每辊混炼胶按重量均匀分成二份,每份混炼胶称作“一辊胶”(约为20kg)。
1.2.2 清理开炼机辊筒、挡板及盛料盘,应无粉尘、油污或杂物,无上辊胶留下的余胶。
1.2.3 启动开炼机,通冷却水,调节辊距至≤0.5mm,辊温≤50℃,将一辊混炼胶分成适当的小块逐一投入开炼机进行薄通。
1.2.4 每辊胶薄通次数不少于3遍,但不多于10遍,每遍操作时间约为15分钟。 1.2.5 薄通结束后,调大辊距,将胶料压片下料停放,胶料须存放8小时后方可投入下工序使用。
1.3 热炼工艺
对未加硫的混炼胶进行热处理,通过热炼时辊筒传递的热量,使混炼胶内有害的低分子物质及水份能够充分挥发,并消除胶料的结构化现象,同时使配合剂在胶料中进一步均匀分散。
1.3.1 清理开炼机辊筒、挡板及盛料盘,应无粉尘、油污或杂物,无上辊胶留下的余胶。
1.3.2 启动开炼机,调节配电柜的控制电流(或温度控制仪器表),将辊筒温度预热至120~135℃。
1.3.3 调节辊距至8~10mm,投入薄通后的未加硫胶料。胶料投入量为一辊胶(约20kg)。热炼时两辊筒间的堆积胶不能过多(保持适量),每10分钟割胶翻炼一次。胶料热炼周期为30±3分钟。(注:堆积胶保持适量状态是指,胶料包辊成光滑无隙的包辊胶,同时无胶料在堆积胶上浮动而无法进入辊缝)
1.3.4 热炼时辊温保持在120~135℃之间(热炼胶温度150~160℃),操作人员要经常用温度计测量棍温及热炼胶胶温是否符合工艺要求,并通过电控器来调节辊温,确保热炼质量符合工艺要求。
1.3.5 热炼中因突然事故停电时,要迅速将辊筒上的胶料剥下,以免胶料焦烧。
1.3.6 胶料热炼后停放时间不得少于8小时,且要等胶料内部温度完全冷至常温后方可流到下工序进行加硫。
1.4 加硫工艺
将硫化剂均匀分散到胶料中,使胶料能够在注射硫化时产生交联反应,形成网状立体结构,为产品提供良好的机械性能和电气性能。
1.4.1 检查开炼机是否干净,清理辊筒上的余胶或杂物。
1.4.2 启动开炼机,调节辊距(辊距约为8mm),投入热炼后已冷却的胶料,调节冷却水流量,控制辊温在40℃以下。每次加硫允许投胶量为一辊混炼胶标准量。
1.4.3 待胶料完全包辊后,通过抽胶操作,调节两辊筒间的堆胶至适量(堆胶不能过多),按配方规定均匀投入已配好的硫化剂。
1.4.4 待硫化剂完全混入胶料后,投入抽胶余下的胶料,用割刀抽胶4次以上,每次割胶至辊筒2/3处,并将胶料混合均匀(在硫化剂未完全混入胶料之前避免割刀抽胶,以免硫化剂散落损失)。
1.4.5 调小辊距(辊距≤0.5mm),对加硫胶料进行薄通(操作同“薄通工艺”),薄通次数不少于3次
1.4.6 每次加硫操作时间不少于20分钟,加硫过程棍温控制在40℃以下。
1.4.7 加硫薄通结束后,待胶料冷却至常温后放进干净塑料袋中保存。胶料须停放8小时后方可投到下工序使用。
1.4.8加硫胶停放时间足够后,由质检人员对混炼胶进行抽样监测,胶料检测结果符合公司内控的混炼胶物理机械性能后,盖上合格检验章方可供返炼使用。
1.5.返炼工艺
通过返炼使胶料更加均匀分散,同时形成一定的可塑性,保证胶料的工艺加工型符合产品注射成型要求。
1.5.1 启动开炼机,通冷却水,调节辊距到适当位置(约5~8mm),使辊温≤50℃。
1.5.2 按工艺要求称量好需返炼的加硫胶重量,将胶料投入两辊筒间返炼。
1.5.3 待胶料包辊后,用割刀割胶返炼四次,然后继续包辊。
1.5.4 待胶料手感较柔软,表面光滑、平整、无气泡后,打卷下料。
1.5.5 每次返炼操作时间约5分钟。
1.5.6 返炼后胶卷须在16小时内用完,超过上述停放时间要重新返炼加工。
2. 注意事项
2.1 生产过程不允许胶料落地,不允许有砂子、铁片等杂质混入胶料。
2.2 严禁将已加硫化剂的胶料放到密炼机、开炼机、热炼机等设备上加工,以防造成胶料硫化焦烧。
3.工艺指标和要求
3.1 胶料经(密)混炼薄通后,配合剂在胶料中应分散良好,无结团现象。胶料光滑,颜色一致。混炼胶需停放8小时后才可用于热炼。
3.2 热炼后胶料的游离水份应得到有效去除。胶料无焦烧现象。热炼时间:30±3分钟,胶料温度在150~160℃范围。热炼胶需停放8小时以上,且冷至室温后方可用于加硫。
3.3 硫化剂在胶料中应均匀分散,无颗粒晶体析出。无焦烧现象。辊温≤40℃。加硫胶需停放8小时后方可返炼使用。
3.4 返炼时要注意保持辊筒的冷却,辊温≤50℃。返炼时胶料应均匀,无熟胶、杂质带入。供注射用的胶料打卷时要避免裹入气泡,表面光滑平整。
3.5 加硫后的胶料抽样检测符合公司内控的混炼胶无力性能指标要求。
4.机器及设备
序号 设备名称 规格型号 用途
1 开放式炼胶机 X(S)K-400A 胶料混炼
2 开放式炼胶机 X(S)K-400A 胶料加硫
3 开放式炼胶机(热) X(S)K-400A 胶料返炼
4 开放式炼胶机(热) X(S)K-400A 胶料热炼
5 开放式密炼机 X(S)K-400A 胶料密炼
6 空气压缩机 胶料密炼
7 弹簧秤 胶料称量
8 台秤 胶料称量