装配说明书模板
- 格式:doc
- 大小:6.23 MB
- 文档页数:5
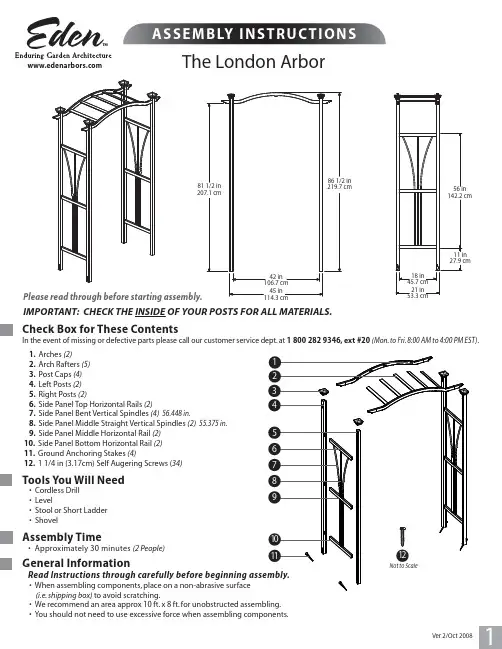
Check Box for These ContentsIn the event of missing or defective parts please call our customer service dept. at 180****9346,ext#20 (Mon. to Fri. 8:00 AM to 4:00 PM EST). 1. Arches (2)2. Arch Rafters (5)3. Post Caps (4)4. Left Posts (2)5. Right Posts (2)6. Side Panel Top Horizontal Rails (2)7. Side Panel Bent Vertical Spindles (4) 56.448 in.8. Side Panel Middle Straight Vertical Spindles (2) 55.375 in. 9. Side Panel Middle Horizontal Rail (2) 10. Side Panel Bottom Horizontal Rail (2) 11. Ground Anchoring Stakes (4)12. 1 1/4 in (3.17cm) Self Augering Screws (34)Tools You Will Need• Cordless Drill • Level• Stool or Short Ladder • ShovelAssembly Time• Approximately 30 minutes (2 People)General Information• When assembling components, place on a non-abrasive surface (i.e. shipping box) to avoid scratching.• We recommend an area approx 10 ft. x 8 ft. for unobstructed assembling. • You should not need to use excessive force when assembling components.The London ArborPlease read through before starting assembly.IMPORTANT: CHECK THE INSIDE OF YOUR POSTS FOR ALL MATERIALS.118 in 45.7 cm 21 in 53.3 cm11 in 27.9 cm56 in 142.2 cmVer 2/Oct 20082Layout one arch and insert the five arch rafters as illustrated.Holding the opposite arch, guide the arch rafters into the routedholes as illustrated.Fasten the arches to the top rafter using 1 1/4 in (3.17cm.) screwsas illustrated.The London ArborAssemble the Arch System323Layout the Side Panel Bottom Horizontal Rail and insert the Middle STRAIGHT Vertical Spindle (slightly shorter than the two outervertical spindles that will be bent into place).Insert the two vertical spindles that will be BENT into place(slightly longer than middle vertical spindle).Slide the Side Panel Middle Horizontal Rail over the three verticalspindles to about the middle of the vertical spindles.Position the Side Panel Top Horizontal Rail and insert the MiddleVertical Spindle.Tension bend into place the two outer vertical spindles. The assembled side panel will need to be held together until it isinserted into the post.(Continued on following page...)12Assemble the Side Panels112345PLEASE NOTE:Arch rafters have locking tabs located at both ends. Once inserted and pushed into the routered holes they will lockinto place permanently.3Set out one side panel ensuring that holes at the bottom of the posts face outwards. Insert the assembled arch through the holesat the top of the posts.Do the same for the other side panel. Ensure the holes at the bottom of the posts face outwards. You will need a helper.Adjust the opening to 42 in. (106.7cm) between the posts (arbor allows for minor variance if you desire a smaller or larger opening).Fasten the arch system to the posts by installing four screws asillustrated at each post.Place post caps on top of posts.The London ArborConnect Arch System to Side Panels6789Layout one LEFT post (as identified) horizontally with holes facing up and insert the assembled side panel by aligning the horizontal rails with the holes on the post. Large hole for ground anchoringneeds to be at the bottom.Layout one RIGHT post (as identified) horizontally with holes facing up and insert the assembled side panel and post into.Large hole for ground anchors needs to be at the bottom.Fasten the side panel to the posts by using 1 1/4 in (3.17cm.) screws into the posts as illustrated. Ensure that all horizontal rails on side panel “bottom out” inside the posts prior to screwing together.Repeat as necessary for other side panel.1234541915 Dove St., Port Huron MI USA 48060TollFreePhone:180********TollFreeFax:187****9286separately Into Earth For Permanent InstallationMove the arbor to its final location (you will need a helper). When you are satisfied with the location, mark the positions of the posts, then move the arbor aside and lay it carefully on it’s side. Excavate 4 holes approx 3 in. (7.6 cm.) deep. Carefully move the arbor back into position and level it both vertically and horizontally.Drive the four ground anchoring stakes through the oval holeat the bottom of the posts in the ground.Backfill the holes with the excavated soil to cover the anchors.1Temporary Arbor Installation23Arbors must be well secured to prevent tipping over from wind load etc.We have provided four ground anchors for securing the arbor in a temporary application like a wedding, etc. These anchors are not designed to permanently mount your arbor.If you are installing your arbor on concrete or a wood deck, visit your hardware store to purchase the appropriate galvanized bracketing hardware.Into Earth for Temporary Installation。
SY6390型微客汽车驱动桥工艺设计说明书一、该驱动桥总装工艺设计的基本原则该驱动桥总装工艺设计应遵循先进、合理、经济、可靠的原则,达到良好的综合效果。
具体要求有以下方面:(1)能满足产品的结构要求和整车的技术条件,(2)选用与产品相匹配的先进、成熟的方法和设备,达到满足生产纲领、保证产品质量、投资少效益高、长期综合经济效益好的目的。
(3)有一定的产品变化和产量变化的适应能力。
(4)工时定额制定合理。
根据限定的工艺设备和装备,以熟练的操作工人,用正确的速度来选定工时定额,并适当留有余地。
(5)车间工艺平面布置综合考虑总装线、工人操作地、零件总成存放地和通道的合理性。
(6)各个作业的工人工作量均衡,且不超过生产节拍时间。
(7)考虑生产安全卫生和减轻劳动强度。
二、该驱动桥装配工艺总则1.进入装配车间的零部件必须通过质量部检验合格后才能投入装配。
2.驱动桥装配的零部件,不得有飞边毛剌、锐角、型砂、锈蚀、铁屑及其它脏物。
3.装配线上的标件、外协件须按技术要求进行表面处理,并且标记完好无损。
未进行表面处理的零件不得装配。
4.所有配合面、密封面不得有损伤;有黄油嘴的零部件装配后必须加注润滑脂。
5.关键的工序的装配必须使用专用的装配辅具和工具。
6.装配过程中必须保护好装配的零件或总成,以防损伤。
7. 各总成完成后(如主减速器、差速器等),要注意调整各装配面的间隙。
8.拧紧螺栓;螺母一定要按规定的力矩。
9.严格锉刀、二锤、錾子、铰刀、砂布的使用,确需使用须技术主管同意后方可进行,使用后必须清洗干净。
10.检验方案中要求的抽检就是不定期不定量的巡回检查,对重要的地方和经常可能出问题的地方多检。
三、该驱动桥总装工艺规程的内容及依据本装配工艺规程的内容包括:(1)产品装配工位卡;包括产品名称、型号、工位名称、装配内容、技术要求、工艺设备。
(2)装配工艺流程卡。
(3)车间平面布置图。
制订装配工艺规程依据的原始资料为:(1)产品装配图及重要的零件图。
CS 氧枪喷头、氧枪装配使用说明书山东崇盛冶金氧枪有限公司前言装配是氧枪使用过程中的重要组成部分。
其工艺流程的合理性直接影响氧枪的使用效果及枪体的枪龄。
为配合各厂家加强氧枪喷头的装配质量,避免造成装、拆枪时喷氧孔变形、中管弯曲等明显影响喷头使用寿命的缺陷,影响钢厂的效益。
我公司根据多年的研究结果及制造装配经验,本着“服务于炼钢”的宗旨,急用户所想,特编写此册《氧枪装配工艺流程说明书》,以供凡使用我公司氧枪喷头的厂家内部参考,同时恳求厂方不得外传。
不足之处,敬请各钢厂批评指正。
山东崇盛冶金氧枪有限公司氧枪研究所一氧枪喷头使用说明书本产品为转炉炼钢的高温关键备件,其性能的发挥,与安全合理使用装配密切相关。
在使用过程中,请注意以下事项:一、搬运过程中应注意包装箱上的标志,避免碰摔。
请参阅“氧枪运输、吊装说明”。
二、喷头与枪身的装配,请参阅“氧枪装配工艺流程说明书”。
三、氧枪上炉使用时,应严格按《炼钢工艺技术操作规程》、《设备使用操作规程》、《炼钢安全技术操作规程》执行。
四、正常操作枪位,建议为出口直径的35倍。
基本枪位波动±0~200mm五、正常操作氧压,应控制在设计氧压范围内,最高不得超过设计氧压的10%,绝对不应低于设计压力。
六、喷头的使用寿命在正常使用过程中,根据厂家的原料条件、操作水平、炉子大小、使用氧压偏离设计值临界点确定。
一般可控制在200~400炉之间。
二氧枪装配说明书由于各钢厂的实际冶炼条件不同,我公司生产的喷头呈多样化。
但从氧枪的装配来看,又有着共同点。
归纳起来有以下几种装配工艺:一、焊内、中、外三层管;二、只焊外管,内管滑动密封,中管为插管(内插、外插)三、焊内、外管,中管为插管(内插、外插)四、焊中、外管,内管用螺纹联接五、焊外管,中管为插管(内插、外插),内管为螺纹联接以上五种装配工艺是我公司常用的,现分类说明如下:一、焊内、中、外管。
(一)、喷头安装工艺流程(横装)1.将氧枪放平,固定。
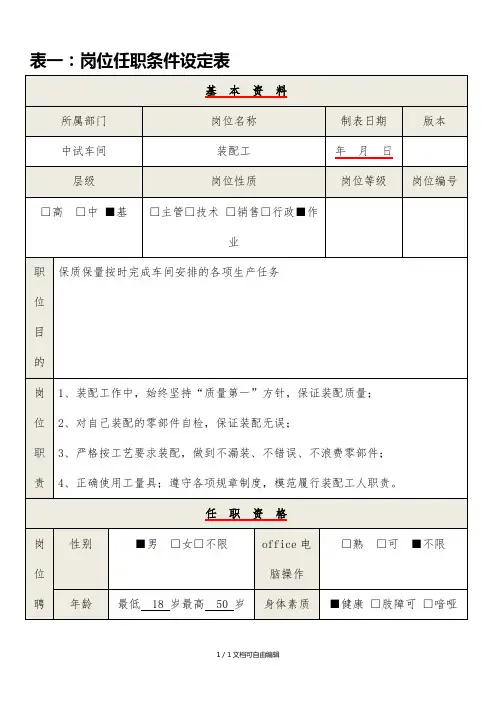
装配岗位说明书装配岗位说明书一、岗位概述装配岗位是工厂中常见的一种岗位,主要负责将工厂生产出的零部件进行组装,生产成完整的产品。
该岗位需要有一定的技能和经验,能够合理进行零部件组装,保证产品的质量和生产效率。
二、工作职责1. 按照生产计划和作业指导书,合理安排装配工序,按照要求对零部件进行组装。
2. 检查零部件的质量,对零部件进行清洗、调整、涂装等处理,并保证零部件的配对。
3. 根据产品要求进行调试和测试,确保产品质量符合要求,并及时向上级汇报问题。
4. 积极参与生产、质量、安全等方面的管理工作,保证生产效率和产品质量,并及时向上级反映生产中出现的问题及做好解决方案的制定工作。
三、任职资格1. 具有初中以上文化程度,或有类似工作经验。
2. 对机械结构及装配流程有一定的认识和了解,并能根据需求灵活运用。
3. 善于沟通,具有一定的团队合作能力。
4. 认真严谨,能够认真执行工作要求、质量标准和规范。
5. 具有高度责任心、踏实肯干,能够适应较强的工作压力。
四、工作环境装配岗位所在的工作环境可能受到噪音、高温、低温、粉尘等多种因素的影响,有较强的体力和精力要求。
同时,由于装配过程中使用了工具和机器设备,岗位工作者必须具备相关的安全防护知识和技能。
五、培训发展1. 入职培训:公司对于新进人员,将为其提供入职培训,使其了解公司组织结构、生产管理、安全防护、产品质量等基本知识。
2. 岗位培训:公司将为装配岗位员工提供必要的培训,以提高其技能和职业素质。
3. 发展机会:公司将根据员工的工作表现及能力、学历等情况,提供晋升和转岗的机会,使得员工能够发挥潜能,实现自己的职业目标。
六、岗位评价装配岗位是公司生产组织的重要一环,岗位人员在生产过程中具有直接影响产品质量的作用。
因此,我们将会根据生产效率及工作质量等方面对员工进行评价和奖励,以激励员工的进一步努力和发展。
七、总结作为公司生产组织中的重要岗位,装配岗位需要有一定的技能和经验,并且需要具备一定的体力和精力。
目 录一、 TECH/PILOT使用规范 (1)二、 开关电源 (2)2.1. 开关电源 (2)2.2. DCH40NB (4)2.3. T1015变压器 (5)2.4. 开关电源使用注意事项 (6)三、 面板 (7)3.1. Q7面板尺寸: (7)3.2. Q8面板尺寸: (9)3.3. M12面板尺寸: (11)3.4. 操作面板安装注意事项 (13)四、 主机规格 (14)4.1. 主机规格列表 (14)4.2. 主机规格图 (15)4.2.1 TECH1H规格图 (15)4.2.2 TECH2H规格图 (16)4.2.3 TECHHYBH规格图 (17)4.2.4 PILOT3H规格图 (18)4.2.5 PILOT3A规格图 (19)4.3. 主机安装尺寸图 (20)4.3.1 TECH1H安装尺寸图 (20)4.3.2 TECH2H安装尺寸图 (21)4.3.3 TECHHYBH安装尺寸图 (22)4.3.4 PILOT3H安装尺寸图 (23)4.3.5 PILOT3A安装尺寸图 (24)五、 主机装配 (25)5.1. 限位开关输入装配 (25)5.2. 感温线输入装配 (26)5.3. 位置尺输入装配 (28)5.4. 方向阀输出装配 (30)5.5. 比例阀输出装配 (31)5.6. 继电器输出控制装配 (33)5.7. 继电器加热控制装配 (34)5.7.1.固态继电器 (34)5.7.2.交流接触器 (35)5.8. 马达启动控制的装配 (36)5.8.1.Y-△启动 (36)5.8.2.直接启动 (37)六、 附图 (38)一、 TECH/PILOT使用规范TECH/PILOT电控系统(包括TECH1H / TECH2H / TECHHYBH/PILOT3H /PILOT3A)是装配简单、功能齐全的注塑机控制系统。
请在安装和使用前务必阅读并了解本规范要求,以免一些错误的操作导致严重的后果。
装配岗位说明书
岗位名称,装配工。
岗位职责:
1. 根据工艺流程和图纸要求,进行产品的装配和组装工作。
2. 熟练掌握各种装配工具和设备的操作方法,确保装配过程中的安全和质量。
3. 对装配过程中出现的问题进行及时分析和解决,确保产品的装配质量。
4. 配合生产计划,按时完成产品的装配任务。
5. 维护和保养装配设备,确保设备的正常运行。
6. 配合上级领导完成其他临时交办的工作任务。
任职要求:
1. 具备一定的机械装配工作经验,熟悉机械装配工艺和流程。
2. 熟练掌握各种装配工具和设备的使用方法,具备一定的机械操作技能。
3. 具备良好的团队合作精神,能够配合同事完成工作任务。
4. 具备一定的问题分析和解决能力,能够在装配过程中及时应对各种问题。
5. 具备一定的责任心和执行力,能够按时完成上级领导交办的工作任务。
6. 具备一定的学习能力和适应能力,能够适应工作中的各种变化和挑战。
工作时间,8小时/天,周末休息。
工作地点,工厂生产车间。
薪酬待遇,根据个人能力和工作表现,提供具有竞争力的薪酬待遇。
本岗位说明书为装配工岗位的基本岗位说明,具体工作内容和要求以公司实际情况为准。
汽轮机的制造装配要求说明书一、前言本说明书旨在对汽轮机的制造和装配过程进行详细阐述,以确保汽轮机在制造和装配过程中符合相关要求,保证其性能和质量达到标准。
在制造和装配过程中,所有涉及的工作人员都应仔细阅读和理解本说明书,并按照要求进行操作。
二、零部件制造要求1. 零部件的材料选择应符合汽轮机制造标准,并经过科学可靠的材料测试和验证,其质量必须达到或超过标准要求。
2. 零部件的加工和制造技术应先进可靠,操作人员需具备专业技能,且应按照标准规范进行制造。
3. 汽轮机的核心部件,如转子、叶片等,应经过精密加工和平衡处理,确保其质量和几何尺寸达到设计要求。
4. 所有零部件的装配尺寸和间隙应符合设计要求,在装配过程中,应避免过紧或过松的现象,以确保汽轮机的稳定运行。
三、装配要求1. 在开始装配之前,应清理和检查各个零部件,确保其无缺陷、无损坏,且符合质量要求,方可进行后续装配。
2. 在装配过程中,所有零部件必须严格按照设计要求和装配步骤进行装配,不能随意更改或省略步骤。
3. 在连接螺栓、螺母时,需按照规定的扭力进行拧紧,避免过紧或过松。
4. 润滑剂的使用应符合要求,应适量且均匀地涂抹在零部件表面,以减小摩擦和磨损。
5. 装配完成后,应进行必要的功能测试和性能验证,确保汽轮机的各项指标符合设计和制造要求。
四、工艺控制要求1. 制造和装配过程中,应严格按照相关标准和要求进行,确保每个步骤的可追溯性和可验证性。
2. 汽轮机制造过程中所涉及的工艺参数、工装和治具等应经过严格验证和校准,确保其准确性和可靠性。
3. 需要进行特殊工艺操作的步骤,应编制详细的操作规程和工序卡,并由专业人员进行指导和监督。
4. 在每个关键节点,应进行严格的质量检查和记录,确保制造和装配过程的稳定性和一致性。
五、安全要求1. 在制造和装配过程中,操作人员必须严格遵守安全操作规程,佩戴个人防护装备,确保人身安全。
2. 所有设备、工具和仪器必须经过检查和维护,确保其安全可靠的状态,避免发生事故。

ASSEMBLY & PACKING INSTRUCTIONS FOR THE MULTICHAIR 6000 Seriesmultichair 6000multichair 6200Roll-in Section Connector Bridge Tub SectionFigure 1multiCHAIR 6000ASSEMBLY INSTRUCTIONSFigure 2Figure 3Figure 8Figure 7Figure 5Figure 6ADDITIONAL ASSEMBLY INSTRUCTIONSRoll-in SectionConnector BridgeTub SectionFigure 9Figure 10(2) MachineScrews Figure 11Figure 12OPERATING INSTRUCTIONSFigure 13Figure 15Figure 16Figure 14Figure 17Figure 18D Cantilever Arms: The cantilever arms can be adjusted to thedesired height by completing the following steps: Loosen thesocket head cap screws on the arm clamps, raise/lower thearms accordingly, then re-tighten the socket head cap screws(Refer to Figure 19). For safety purposes, the cantilever armslock in the down position. To switch the arms to the up position,simply push the arms toward the back of the chair (releasingthe locking mechanism) and lift up (Refer to Figure 20).E Footrest Assemblies: Footrest clamps are installed on thefront legs at the factory. Slide the footrest into the clamp.Loosen the pinch bolt on the footrest clamp and slide up/downas required by the user’s leg length (Refer to Figure 21). Figure 19Figure 20Figure 21Release LatchADDITIONAL SAFETY PRECAUTIONSFigure 23Figure 22Figure 24Figure 25Figure 26ACLIMITED WARRANTYA WARRANTY ACTIVATION Please read this warranty before operating or using your multiCHAIR. To activate the warranty on your multiCHAIR register it online or by phone. By operating or using the chair, you agree to the terms of this warranty.B WARRANTY: Nuprodx, Inc. warrants this product against defects in material and workmanship as follows: There is a 10-Day conditional money-back warranty. During this time period, the customer is permitted to try out the multiCHAIR, fully-clothed, keeping the chair in “like new” condition (NOTE: “Like new” condition, in terms of the multiCHAIR, is defined by Nuprodx, Inc. as no visible wear/usage/water marks for the multiCHAIR to be accepted and refunds issued when returned to Nuprodx, Inc.). If the customer decides that the multiCHAIR will not work for them, before the 10-Day period has passed and with the authorization of Nuprodx, the chair can be returned for a full refund minus a 10% restocking charge (NOTE: The customer is responsible for both in-bound and out-bound freight). After the initial 10-Day period has passed, there is a two-year limited warranty for all parts of the chair, with the exception of the seat and back cushions (NOTE: Because of the fragile nature of the foam, there is no warranty for the cushions). The warranty does not cover normal “wear and tear” from everday use of the product and custom parts/custom cushions are also excluded from the warranty and cannot be returned for a refund under any circumstances. Please see section E WARRANTY LIMITATION AND EXCLUSIONS for more info on warranty exclusions.C The warranty period begins on the date you receive the chair. For warranty service, please contact Nuprodx, Inc. no later than one month following the applicable warranty term. The chair will be repaired or replaced at the discretion of Nuprodx, Inc. with no charges to you for parts and labor, provided you have proof of purchase and of purchase date.D DISCLAIMER: Except for the above warranty, and the acknowledgement by Nuprodx, Inc. that the chair, as manu-factured by it, is fit for the general purpose for which most persons acquire a chair of its kind, Nuprodx, Inc. provides that you accept the chair as is, without warranties, either express or implied. Nuprodx, Inc. makes no warranty of fit-ness for your particular purpose and no warranty of merchantability beyond that already stated. No warranties extend beyond the duration of the express warranty stated above.E WARRANTY LIMITATIONS AND EXCLUSIONS: The only obligation of Nuprodx, Inc. is to provide the purchaser with free repair and replacement as described above. This exclusive warranty remedy will not have failed as long as Nuprodx, Inc. is willing and able to repair or replace as described, but if this remedy should be held to have failed, the only remaining warranty obligation of Nuprodx, Inc. shall be to refund the acts beyond the control of Nuprodx, Inc. The warranty does not cover normal “wear and tear” from everday use of the product. Standard seat/back cushions/custom parts/custom cushions are not covered under the warranty.F This warranty gives you specific legal rights, and you may have other rights that may vary from state to state.G This warranty does not apply to problems arising from normal wear, improper operation, improper maintenance, improper storage or similar disclaimer of implied warranties, and some do not allow limitations on how long an implied warranty may last. Some do not allow exclusion or limitation of incidental or consequential damages. So the above limitations or exclusions may not apply to you.H RETURN INSTRUCTIONS In the event that you need to return the Nuprodx multiCHAIR, please follow the instruc-tions below:1) Review the information contained in your warranty to see if this applies to you2) Obtain a Return Authorization # from Nuprodx, Inc.3) Re-package the entire chair and its contents in the original packaging and ship to the following address:Figure A - Drape the black strap across the bottom of the carrying case (not shown for clarity). Place the inverted shuttle & roll-in section frames inside the case.Figure B - Place the plastic panel over the inverted cushion and frame.Figure C - Place the foam ring on top of the frame.Figure E - Center the folded footrests down inside the frames.Figure F - Position the hourglass shaped foam piece on top of the folded footrest.PACKING INSTRUCTIONSFigure G - Place the tub section legon top of the hourglass shaped foam.Figure H - Place the legs with casters in the black plastic tray and center it over the tub section legs.Figure I - Place the connector bridge and foam on top of the legs with casters.Figure J - Wrap the black strap tightly around the com-pleted package and position the cantilever arms along side it. Finally place the backrest assembly on top。
车间装配工岗位说明书一、岗位概述车间装配工是指在生产车间中,负责各种产品的装配、调试和测试工作的员工。
装配工需要掌握一定的机械知识和操作技能,能熟练使用各种装配工具和设备,并按照相关技术规范和图纸要求进行工作。
装配工的工作需要高度的责任心和专注力,要确保产品的质量和安全。
二、岗位职责1. 根据产品的生产计划和工艺要求,进行产品的装配工作。
例如,装配各种机器零组件,调试设备的动作和功能,并进行必要的调整,保证装配的准确性和稳定性。
2. 按照工艺要求,安装产品所需的配件和附件,如螺丝、螺母、轴承等。
要确保安装的准确性和牢固性,并进行必要的检查和测试。
3. 根据产品的要求和相关图纸,进行产品的调试和测试。
例如,调整产品的参数和电子元件,测试产品的性能和功能,确保产品的合格性和正常运行。
4. 及时上报产品装配过程中的问题和异常,配合工艺、质量等相关部门进行处理和解决,保证产品的质量和工艺的改进。
5. 维护和保养装配工具和设备,确保工具和设备的正常使用和有效性。
及时上报工具和设备的故障,协助维修和更换。
三、任职要求1. 具备一定的机械知识和操作技能,了解装配工具的使用方法和维护保养知识。
2. 具有一定的电子知识和操作技能,了解常见的电子元件和电器设备的原理和使用方法。
3. 具备一定的图纸阅读能力,能够根据图纸要求进行装配和调试工作。
4. 具备较强的动手能力和操作灵活性,能够胜任长时间站立和操作的工作环境。
5. 具备良好的团队合作精神和沟通能力,能够与同事和其他部门有效配合,共同完成工作任务。
6. 具备高度的责任心和专注力,能够严格按照要求进行工作,确保产品的质量和安全。
四、工作环境车间装配工的工作环境一般为生产车间,工作场所较为密闭。
由于产品的装配需要使用各种工具和设备,有一定的噪音和灰尘。
为了保证工作的安全和舒适,需要穿戴相应的劳动防护用品,如安全帽、防护眼镜和手套等。
五、薪酬福利车间装配工的薪酬待遇一般包括基本工资和绩效奖金。
Assembly Manual4’ x 4’ - 4’ x 6’- 4’ x 8’ Galvanized Kit TrailersCarefully read and follow the assembly instructions in this manual.Before using the trailer, carefully read the owner’s manual.Save both manuals for future reference.Congratulations on the purchase of your kit trailer. Thank you for choosing Westbrook.Safety Information• It is important to read and understand all the instructions. Failure to follow all assembly instructions may result in serious injury.• The edges of the trailer frame can be very sharp. To prevent injury wear safety gloves (included) during assembly.• It is recommended that you use two people to assemble your trailer since you will need to turn the trailer over twice to complete the assembly.• Modification of the trailer structure can make the trailer unsafe and void your warranty. Any modifications made to the trailer must comply with DOT and NHTSA regulations and must not compromise the grossvehicle weight rating (GVWR) of the trailer.Important Information• Included in your kit is the completed New Vehicle Information Sheet (NVIS) or Certificate of Origin and the VIN label. These are important documents and are required to register your trailer.• If the NVIS form hasn’t been completed, please contact us at 866-857-1445.• Write the VIN of the trailer and the purchase date in the space below.• Keep this manual and your receipt in a safe and dry place for future reference.Serial Number :2SSUB11A___________________________ Purchase Date: _______________Step 1 - Unboxing your trailer & getting ready to assemble the trailerWhen unpacking, verify that you have all the parts listed in each section. If any parts are missing or broken, please contact us at 866-857-1445. When calling about your trailer, please have the VIN available.The kit trailer is shipped in 3 boxes or 4 boxes containing the following parts:Box # 1 - Axle box includes the axle and the frame channelsBox # 2 - Tire box includes tires, fenders, lights, small parts and hardwareBox # 3 - Slipper SpringsBox # 4 - RampsTo ease the assembly process, gather the pieces you will need for each step and thoroughly read the assembly instructions for the step prior to assembly for the step. Before you begin, you need to prepare a large area to work.Tools Required• Ratchet with Socket of• 3/8”• ½”• 9/16”• 7/8”• 13/16”• 9/16”, ¾”, 7/8” Wrench• Phillips Screwdriver• PliersStep 2 - HardwareUsing the pictogram and the table below, make sure you have all the hardware and fasteners required before you begin assembling the trailer.ITEM #DESCRIPTION4’ x 4’ 4’ x 6’4’ x 8’5008143/8-16 U-BOLT 4445010493/8-16 X 3/4” HEX FLANGE BOLT 2018265010333/8-16 X 1 1/2” HEX BOLT 1013205010363/8-16 X 3/4” CARRIAGE BOLT 8885010313/8-16 NYLON INSERT HEX FLANGE LOCKNUT 4646615010233/8-16 X 2-1/2” HEX BOLT 1115010243/8-16 X 3” HEX BOLT 2225010323/8” FLAT WASHER 8445010601/2-13 X 3 1/2” HEX BOLT 2225010561/2-13 NYLON INSERT LOCKING NUT 2225010659/16-18 UNF X 3” HEX BOLT 4445010669/16-18 UNF NYLON INSERT LOCKING NUT 44450109110-24 X 1/2” PHILLIPS #2 MACHINE SCREW 88850109210-24 NYLON INSERT LOCKING NUT 8885011005/16-18 UNC X 1/2” CUTTING SCREW WITH 4445011011/2” NF PRESS IN WHEEL STUD 101010If your model includes stake pockets your kit will include the following additional hardware:ITEM #DESCRIPTION4’ X 4’4’ X 6’4’ X 8’504471STAKE POCKET 8885010731/4-20 X 3/4” HEX BOLT 3232325010811/4-20 NYLON INSERT LOCKING NUT 3232323/8-16 U-BoltHex Flange BoltItem#501024Item#5010493/8-16 x 3/43/8-16 x 2-1/2Hex BoltHex BoltItem#501036Item#5010233/8-16 x 2-1/23/8-16 x 3/4Carriage BoltLocking NutItem#501032Item#5010313/8-16 Nylon Insert3/8 Flat WasherItem#500814Item#5010333/8-16 x 1-1/2Hex Bolt (full thread)Machine Screw1/2-13 Nylon InsertLocking Nut1/4-20 Nylon InsertItem#50105610-24 x 1/2 Phillips Hex BoltLocking NutItem#5011001/2" Wheel NutItem#501073Item#5010915/16-18 UNC x 1/2Thread Cutting Screw1/4-20 x 3/4Item#501081Item#501001If your kit includes stakepocketsSeulement si votre kit inclusles poches de miseItem#5010669/16-18 UNC Nylon Insert Locking Nut Item#50109210-24 Nylon Insert Locking NutItem#5010659/16-18 UNF Hex BoltItem#5010601/2-13 x 3-1/2Hex BoltHardwareStep 2 - Frame AssemblyGather the components below and layout as per corresponding figure of your trailer.ITEM #PARTS DESCRIPTION4’ x 4’ 4’ x 6’4’ x 8’FIG. 2A FIG. 2B FIG. 2C 5010493/8-16 X 3/4” HEX FLANGE BOLT 646 5010333/8-16 X 1 1/2” HEX BOLT (FULL THREAD) 688 5010313/8-16 NYLON INSERT HEX FLANGE LOCKNUT 121214 500254FRONT CHANNEL 111 500255CROSS CHANNEL 124 500256REAR CHANNEL 111 5002514’ DRIVER SIDE CHANNEL (4X4) 15002974’ PASSENGER SIDE CHANNEL PS (4X4) 15002526’ DRIVER SIDE CHANEL (4X6) 1 5002986’ PASSENGER SIDE CHANNEL (4X6 ) 1 5002534’ FRONT DRIVER SIDE CHANNEL (4X8)1 5002994’ REAR DRIVER SIDE CHANNEL (4X8)1 5003004’ FRONT PASSENGER SIDE CHANNEL (4X8)1 5003014’ REAR PASSENGER SIDE CHANNEL (4X8)1500272CONNECTION CHANNEL (4X8)24’ x 4’ - refer to figure 2A 4’ x 6’ - refer Figure 2B 4’ x 8’ - refer Figure 2C • Model: 48-048-KO8• GVW: 1000 Lbs.• Payload: 850 Lbs.• Bed Dimension: 4’ x 4’ • Wheel Size:4.80- 8 LRC • Coupler: 1 7/8”• Suspension: Leaf Spring• Model/: 48-072-KO8• GVW: 1000 Lbs.• Payload: 800 Lbs.• Bed Dimension: 4’ x 6’ • Wheel Size: 4.80- 8 LRC • Coupler/Attelage: 1 7/8”• Suspension: Leaf Spring• Model: 48-096-KO8• GVW: 1230 Lbs.• Payload: 1000 Lbs.• Bed Dimension: 4’ x 8’ • heel Size: 4.80- 8 LRC • Coupler: 1 7/8”• Suspension: Leaf Spring4’x 4’ Kit Trailer Frame - Figure 2A(If your trailer kit includes stake pockets, please refer to page 18 prior to assembly)Loosely secure the frame in the numbered sequence below. AT THIS POINT DO NOT TIGHTENSecure the top of the channel using item #501033 & 501031 and the bottom using item #501049 & 501031• Front channel has two vertical slots • Side channel square holes facing down.• Back channel 3 holes facing up•Cross-channels opening facing the rear1 x 5002561 x 5010491 x 5010332 x 5010311 x 5010491 x 5010332 x 5010311 x 5010491 x 5010332 x 5010311 x 5010491 x 5010332 x 501031 1 x 5010491 x 5010332 x 5010311 x 5010491 x 5010332 x 5010311 x 5002971 x 5002511 x 500255123123Top #501033 & 501031 Bottom #501049 & 5010311 x 500254Top #501033 & 501031 Bottom #501049 & 501031Loosely secure the frame in the numbered sequence below. AT THIS POINT DO NOT TIGHTENSecure the top of the channel using item #501033 & 501031 and the bottom using item #501049 & 501031• Front channel has two vertical slots • Side channel square holes facing down.• Back channel 3 holes facing up•Cross-channels opening facing the rear1 x 5002551 x 5002561 x 5010491 x 5010332 x 5010311 x 5010331 x 5010311 x 5010331 x 5010311 x 5010331 x 5010311 x 5002521 x 50029812371 x 5010491 x 5010332 x 50103145681 x 5002541 x 5010491 x 5010332 x 5010311 x 5010491 x 5010332 x 5010311 x 5010331 x 501031Top #501033 & 501031 Bottom #501049 & 501031Top only #501033 & 501031Top #501033 & 501031 Bottom #501049 & 501031Loosely secure the frame in the numbered sequence below. AT THIS POINT DO NOT TIGHTENSecure the top of the channel using item #501033 & 501031 and the bottom using item #501049 & 501031• Front channel has two vertical slots • Side channel square holes facing down.• Back channel 3 holes facing up•Cross-channels opening facing the rear1 x 5005261 x 5002721 x 5002531 x 5003011 x 5003001 x 5002995002722 x 5010492 x 5010334 x 5010312 x 5010492 x 5010334 x 50103174613891112141012351 x 5002561 x 5002551 x 5002541 x 5010491 x 5010332 x 5010311 x 5010491 x 5010332 x 5010311 x 5010491 x 5010332 x 501031 1 x 5010491 x 5010332 x 5010311 x 5010491 x 5010332 x 501031 1 x 5010491 x 5010332 x 5010311 x 5010491 x 5010332 x 5010311 x 5010491 x 5010332 x 5010311 x 5010331 x 5010311 x 5010331 x 5010311 x 5010331 x 5010311 x 5010331 x 501031Top #501033 & 501031 Bottom #501049 & 501031Top only #501033 & 501031Th e s q q u r e h o l e s s h o u l d b e a t t h e b o t t o m1 x 5002551 x 500255Top #501033 & 501031 Bottom #501049 & 501031Step 3 - Tongue Assembly• Gather the components below and layout as illustrated in figure 3A • Slide each tongue channel (Item#500527) into the front frame channel• Loosely secure the top tongue channel using the hex bolt & nut, and the bottom using the hex flange bolt andnut *** AT THIS POINT DO NOT TIGHTEN***• Affix the VIN label on the tongue front driver’s side and cover the VIN label with UV protected overlay provided.ITEM #DESCRIPTION 4’ x 4’ 4’ x 6’4’ x 8’500257TONGUE CHANNEL2225041625’ - TONGUE CONNECTION BRACKET 1115010493/8-16 X 3/4” HEX FLANGE BOLT 8885010333/8-16 X 1 1/2” HEX BOLT (FULL THREAD) 4445010313/8-16 NYLON INSERT HEX FLANGE LOCKNUT 4445011005/16-18 UNC X 1/2” CUTTING SCREW WITH 4445005124 WAY FLAT 20’ WIRE HARNESS1111 x 5010491 x 5010332 x 5010311 x 5010491 x 5010332 x 501031Figure 3A1 x 5010491 x 5010332 x 501031123561 x 5010491 x 5010332 x 5010314Step 3 - Tongue Assembly• Feed each wire of the wire harness between the tongue channel and the cut outs on each side of the connection bracket. (FIGURE A)• Feed the yellow and brown on the driver’s side• Feed the green and brown wire on the passenger’s side• Do not pull the white wire through, you will secured it to the coupler channel once it’s assembled.• Slide the connection bracket into the tongue channel and secure the top of the channel using the hex flange bolt.• At this point, you need to tighten the top of the frame.CAUTION! FLIPPING THE TRAILER OVER REQUIRES TWO PEOPLE• Using two people, flip the frame• Tighten all the bottom bolts.• Secure the bottom of the connection bracket with the cutting screws.Figure 3BStep 4 – Axle Assembly• Place the slipper spring (500809)on each end of the axle (500047) making sure it is nested in the hole of the axlebracket.• Put the U-bolts (500814) through the mounting plate and secure using item #501031 for both springs. The axle sup -port plate (500259) has slotted holes and should runs the length of the leaf spring.ITEM #DESCRIPTION 4’ x 4’ 4’ x 6’4’ x 8’5000474’ STRAIGHT AXLE111500809750 LB. SLIPPER SPRING 2225008143/8-16 U-BOLT444500259LEAF SPRING MOUNTING BRACKET 444500260LEAF SPRING AXLE MOUNT PLATE2225010313/8-16 NYLON INSERT HEX FLANGE LOCKNUT 1616165010363/8-16 X 3/4” CARRIAGE BOLT 8885010323/8” FLAT W ASHER 8445010659/16-18 UNF X 3” HEX BOLT4445010669/16-18 UNF NYLON INSERT LOCKING NUT444EyeFigure 4AFigure 5BFigure 5ABack of trailerFront of trailerStep 5 – Mount the Axle• Place the leaf spring mounting bracket on the square holes of the outer channels. Ensure the bracket holes arefacing towards each other. (Figure 5A) and tightly secure using item #501036 & 501031. If there is no cross channel at the fastening location use item#501032 washer to allow correct tightening. Repeat on other side.• Place the axle into the mounting brackets on the frame of the trailer. It is important that the eye of the slipperspring is facing the front of the trailer and the slipper is facing the rear. (Figure 5B)• Use the item#501065 & 501066 to secure to the spring to the brackets. Do not over-tighten as there needs to bemovement in the spring.• Using two people, flip the frameCAUTION! FLIPPING THE TRAILER OVER REQUIRES TWO PEOPLEStep 6– Fender & Wheels• Align the fender support plate with the frame and secure with machine screw and nut. If the holes are not perfectly aligned use a punch to align them.• Align the tire with the studs on the hub and secure to rim using item #501001• Align the fender to the frame and fender support plate. Ensure the fender support plate is secured to the inside of the fender and secure both using item # 501049 & 501031• Repeat for other side.ITEM #DESCRIPTION4’ x 4’ 4’ x 6’4’ x 8’50109110-24 X 1/2” PHILLIPS #2 MACHINE SCREW88850109210-24 NYLON INSERT LOCKING NUT8885010493/8-16 X 3/4” HEX FLANGE BOLT6665010313/8-16 NYLON INSERT LOCKING NUT6665010011/2” WHEEL NUTS101010If equipped with 8” tires5002588” FENDER222500841 4.80 X 8 LRC TIRE & WHEEL222504447FENDER PLATE - 8”222If equipped with 12” tires50421212” FENDER N/A22500844 4.80 x 12 LRC TIRE & WHEEL N/A 22504476FENDER PLATE - 12” N/A22Figure 5AStep 7 – Hitch and safety chains• Insert the tongue support foot into the coupler channel (Figure 6A)• Loosely secure the chains using the item #501023 & 501031• Secure the coupler to the channel using item #501021 & 501031making sure it’s tight enough that the tongue foot doesn’t move but the coupler spring releases• Insert channel into the frame and secure with 501056 hex bolt and nut (Figure 6B)• Remove the nut from the chain bolt and place the ground white wire on the bolt and refastenITEM #DESCRIPTION4’ x 4’ 4’ x 6’4’ x 8’504163LONG COUPLER CHANNEL 111504198TONGUE SUPPORT FOOT - CHANNEL TONGUE 111500805 1 7/8” COUPLER CLASS I111500804SAFETY CHAIN - 3/16 X 4’ (CLASS I)1115010313/8-16 NYLON INSERT LOCKING NUT3335010233/8-16 X 2-1/2” HEX BOLT1115010243/8-16 X 3” HEX BOLT2225010601/2-13 X 3 1/2” HEX BOLT2225010561/2-13 NYLON INSERT LOCKING NUT222Figure 6A Figure 6BSTEP 8 – Wiring & Lights• Feed the wire harness using the pre-cut holes all the way to the back.• Secure the wire to the frame with the zip ties using the holes provided in the frame.• Secure each marker light on the front side of frame.• To make the electrical connection for the marker lights you will need to push the brown wire from the wire harness completely to the back of the wire connector. Once the brown wire is in place, slide in the marker light wire into the connector making sure no wire is coming out of the other side as this could cause a short.• Squeeze the blade of the connector down with pliers. Make sure you squeeze tight enough to make a connection between both wires. Verify that the blade is all the way in place and close the cover.• At the back of the trailer cut the wire leaving 6” then strip 1/4” section of each wire at the end of the wire harness and twist the cooper wire. Do this for both sides.• Plug each wire to the corresponding hole in the back of each taillight, and secure the light to the frame.• Secure the license plate holder on the driver side with taillight.ITEM #DESCRIPTION4’ x 4’ 4’ x 6’4’ x 8’500512 4 WAY FLAT 20’ WIRE HARNESS1115030798” CABLE TIE464500558WIRE CONNECTOR222500513TAILLIGHT LEFT/DRIVER SIDE111500514TAILLIGHT LEFT/PASSENGER SIDE111500515AMBER MARKER LIGHT222500516PLASTIC LICENSE BRACKET111Ground white wire grommet to frameWIRING COLORS CODE • Ground=White Wire• Tail/Running Lights/Marker Lights = Brown • Left Turn/Brake = Yellow • Right Turn/Brake = GreenWiring DiagramAmber Marker LightAmber Marker LightDriver’s Taillight & Red Marker Light & License LightPassenger’s Taillight & Red Marker LightSTEP 9 – Stake Pocket Installation• Line the stake pocket to the pre-drilled holes of the frame. There are eight locations.• Use the 1/4” bolts and nuts to secure to the frame.• This should be installed on the channel prior to assembling the frame.If your kit doesn’t include the stake pocket, you can purchase them at ITEM #DESCRIPTION4’ x 4’ 4’ x 6’4’ x 8’504471STAKE POCKET 8885010731/4-20 X 3/4” HEX BOLT 3232325010811/4-20 NYLON INSERT LOCKING NUT 3232324ft x 4ft Plywood Drill Template(Plywood not included)Drill 3/8” holes in plywood using the dimensions outlined below and use the 3/8” x 1-1/2” full thread hex bolts to secure to the frame.4ft x 6ft Plywood Drill Template(Plywood not included)Drill 3/8” holes in plywood using the dimensions outlined below and use the 3/8” x 1-1/2” full thread hex bolts to secure to the frame.4ft x 8ft Plywood Drill Template(Plywood not included )Drill 3/8” holes in plywood using the dimensions outlined below and use the 3/8” x 1-1/2” full thread hex bolts to secure to the frame.4’ x 4’a. 8pcs – 2x4 – 18” (12ft -2x4 makes 8pcs)b. 8pcs - 1x6 - 48”4’ x 6’a. 8pcs – 2x4 – 18” (12ft -2x4 makes 8pcs)b. 4pcs – 1x6 – 72”c. 4pcs – 1x6 – 48”4’ x 8’a. 8pcs – 2x4 – 18” (12ft -2x4 makes 8pcs)b. 4pcs – 1x6 – 96”c. 4pcs – 1x6 – 48”Cut List - Wood Plank(Wood not included)4’ x 4’ a. 8pcs – 2x4 –18” (12ft -2x4 makes 8pcs)b. 4pcs – 3/4 x 14-3/4” x 48”4’ x 6’ a. 8pcs – 2x4 –18” (12ft -2x4 makes 8pcs)b. 2pcs – 3/4 x 14-3/4” x 72”c. 2pcs – 3/4 x 14-1/4” x 48”4’ x 8’ a. 8pcs – 2x4 –18” (12ft -2x4 makes 8pcs)b. 2pcs – 3/4 x 14-3/4” x 96”c. 2pcs – 3/4 x 14-1/4” x 48”Cut List - Plywood(Wood not included)Ramps 12” Wheel & Fender *Tongue Jack Wheel Chock Spare Tire U-Bolt Support Tongue ExtensionTrailer Accessories。
Take assembled SEAT PANEL (6) and one of the arm frames, keep the arm frame standing and attached the SEAT PANEL (6) to the inside of the arm frame, secure with the indicated nuts and bolts.Insert the other arm frame on the other side and secure loosely with nuts and bolts.Take the Lower Support Beam (5) and secure under the seat between the arm frame with nuts and bolts.Once the bottom half is finished,take the BACK PANEL (7) and place it gently on part 4 of the arm frame.Secure with indicated hardware in the diagram.Tighten all nuts, bolts,and screws once every part and assembled pieces are in place.Congratulationson your assembly!STEP 1:STEP 2:STEP 3:STEP 4:Assembling the Rocker Arm FrameAssembling the Bottom HalfAssembling the Upper HalfFinishTake one piece of the following parts with a letter “R” behind each number: 1 , 2 , 3 , 4 , 8 (”R” = Right)1: Part 1 to part 42: Part 3 to part 23: Part 2 to part 14: Part 4 to part 35: Part 8 to Part 2 & 3Use indicated hardware, directed by diagram.REPEAT steps 1 through 5 above using partslabeled with a letter “L” (”L” = Left) after the part number.CA A 4R 3R1R8R2RABB765AAAA CLeftRightSINGLE ROCKERITEM # TX 93615, TX 93619, TX 93621, TX 93860, TX 51020, TX 95100, TX 95101, TX 95102, TX 95104A B C MalletSocket & WrenchPhillips ScrewdriverTools required for assembly13mmNUT & BOLT NUT & BOLT SCREW N08-11N08-8S04-4X 14PCS X 4PCS X 6PCSTools included1. Do not tighten bolts until fully assembled.2. Recessed holes to face outward.3. Insert bolts with washer and secure with washer and nut.4. Pre-checked side must always face downward or inward.IMPORTANT: READ CAREFULLY BEFORE BEGINNINGRecessed HolePre-CheckedPARTS AND HARDWARE LIST12637485ARM RESTLOWER SUPPORT BEAMFRONT LEGSEATDIAGONAL SUPPORTBACKVERTICAL SUPPORTRUNNERAR55FL64DS72VS74LSB59STSBKS RN90X 2PCS X 2PCS X 2PCS X 2PCSX 1PC X 1PC X 1PC X 2PCSLimited Warranty and Care InstructionsLIMITED ONE YEAR WARRANTY (NON-TRANSFERABLE)This product is covered under United General Supply’s (UGS) one (1) year limited warranty. To the originalpurchaser of this piece of furniture, cooler or accessory; UGS warrants that it will be free from defects inmaterial and workmanship for up to one year from the date of purchase under normal use and proper care.Replacement of defective or missing parts will be sent at no charge to the customer for a period of 30 daysfrom the date of purchase. UGS will no longer be responsible for missing parts or hardware 30 days afterdate of purchase. Freight, packaging, labor or material charges to and from our customer service center isnot covered under the warranty and is therefore the customer’s responsibility.The limited warranty does not cover this piece of furniture, cooler or accessory for commercial purposes,abusive use, damage by modification, freeze damage, rust, fading and issues caused by improper care.For minor defects or missing parts/hardware, please contact customer service immediately uponpurchase. Please do not return product to the store unless you are completely unsatisfied with the product,or if the damage is irreparable. A customer service agent may help determine whether the damage isreparable and will provide further instructions. For returns and refunds, please refer to your local storewith proof of purchase for such cases.Proof of purchase (dated register receipt) will be required for warranty claims.PROPER CARE INSTRUCTIONSIf left untreated, wood will naturally weather. During long periods of non-use, store furniture or coolerin covered and dry place. For the least maintenance, place your furniture, cooler, or accessory under acovered area.To preserve and maintain the original finish of Char-log/ Aspen log furniture, we recommend that a lightlacquer coating be applied every 4 to 6 months depending on the seasons.We recommended an exterior poly-urethane product that features a clear satin or semi-gloss finish and afast drying process.Customer Service may be reached Monday through Friday from 9:00a.m. to 5:00p.m. CST.*****************************(53444)DISTRIBUTED BY:UNITED GENERAL SUPPLY CO., INC.HOUSTON, TX 77036© 2014 UGS Co., Inc. All Rights Reserved。
Read all instructions completely before installing. Should you have any questions about your installation, please call Customer Service at 440-248-5480. Missing and damaged parts must be reported within 5 days from receipt of delivery.Tools needed for this installation (Not Supplied with Kit)Lever - Pencil or marker - Phillips head screw driver – Electric drill – ½” Standard drill bit for hollow wall installation – Safety glasses – 5/16” Masonry bit for concrete block installation – 1/16” Standard drill bit for stud wall installation – Tape measureParts ListingP/N# Qty Description ______________________ 1700 2 Top Track Sections1701 3 Top Hang Rail & Hardware1705 2 LocBoard Tool Board1710 2 31” Combination Rail1715 1 31” Wire Basket1720 2 31" Wire Shelf1735 20 Assorted LocHook for Tool Board 4 Plastic Hanging Bins4 Assorted Combination Rail Hooks 1 Hex Head Wrench for Hang RailsAll mounting hardware includedWe have included all mounting hardware for hollow and concrete block wall installations. It is not necessary to mount system to wood studs. Each system will require 70 lineal Inches of wall space for mounting and a minimum ceiling height of 7-1/2 feet high for proper clearance.Drill Diameter Listing: Drill diameter sizing for hollow wall installations: Use 1/2” standard drill b itDrill diameter sizing for concrete wall installations: Use 5/16” ma sonry drill bitDrill diameter sizing for wood Stud wall Installations : Use 1/16” standard drill b it for pilot holes Preparation for Top Track Installation: (Image A-1)1. When installing in a corner, leave 1” space between side wall and your top track.2. Determine the maximum height of storage you would like available above your system. (See Fig. A-1). For an 8 foot ceiling; 78” off the floor leaves 18” of storage above and 81” leaves 15” storage above.3. Using a tape measure, mark your desired height off t he floor with a 4” l ong pencil mark.4. (Refer to Fig. A-1 & A-2) Using a level, align top of top track with your pencil mark in step 3. With top track level, mark the center of each hole ’s location on your wall. (Note: Before starting to drill holes always make sure all screw hole locations do not fall in line with electrical wires, duct work or plumbing inside of your wall. If a potential problem exists, reposition and remark screw hole locations.)5.(Fig. A-2) Drill hole locations marked using the correct drill diameter sizing and type listed above. Should you come in contact with wood studs, stop and mark the hole with X and after drilling all other holes come back and drill these holes using a 1/16” bit for pilot hole for wood screws.Attachment of Top Track to Wall Surfaces: (Fig. A-3)6. For hollow walls; (Fig. A-3) Use 2-1/2” long toggle bolts with expanders. Insert all toggle bolts through top track and attach all toggle bolt expanders. Omit toggle bolts that fall in line with X or wood studs. Insert toggle bolts with expanders into holes in wall before starting step 9.7. For concrete walls; use white plastic wall anchors and 2-1/4” long wood screws. Install all plastic wall anchors in all hole locations before starting step 9.8.For wood studs use 2-1/4” long wood screws. Always install wood screws last and there will be no need to use plasticwall anchors.ing a level and holding top track in place tighten one of the end toggle bolts or wood screws until snug. (Allow fortrack movement).10.Making sure top track is still level, tighten toggle bolt or install wood screw on the opposite end until fully secure andthen go back and fully tighten the first toggle bolt.11.Install and fully tighten all remaining toggle bolts or wood screws.Hang Rail Assembly: (Fig. B-1) Assemble (2) 63”long hang rail assembly consisting of 3 parts, (A) Top Slotted section (B) Bottom rail section and (C) Hang rail connector with 2 bolts.Hanging Hang Rails: (Fig. B-2, B-3 and B-4). Note: When installing hang rails, work from left to right or right to left and always installing one hang rail at a time.12.(Fig. B-2 and B-3) Slide each hang rail assembly onto front lip of the top track. Position each hang rail at opposite endsof the track 1/8” (.125”) in from each end.13.Starting from one end, make sure the top outside edge of the hang rail is no greater than 1/8” away from the outsidevertical straight edge of the top track. Using a level, make sure hang rail is flat against wall surface and straight; while holding in place mark the centers of the 3 bolt holes locations onto the wall.14.Drill locations marked in Step 13 using the correct drill bit for your type of wall surface. (Refer to drill diameter listingabove.) Note: Should you come in contact with a wood stud stop drilling and mark hole with an X. After drilling all other holes come back to the X and using a 1/16” bit, create pilot ho le for wood screw installation.Attaching Hang Rails to Wall Surfaces; (Fig.B-4 thru B-6)15.Hollow walls: Use 3-1/2” long toggle bolts with expanders. Remove hang rail from top track, and insert toggle boltsthrough holes in hang rail and attach all toggle bolt expanders. Re-install hang rail and insert toggle bolts withexpanders into holes in wall before starting step 18.16.Concrete walls: Use white plastic wall anchors and 2-1/4” long wood screws. Install all plastic wall anchors in holesbefore starting step 18.17.Wood studs: Use 2-1/4” long wood screws.ing a level and keeping hang rail straight, tighten bolts in order 1) top, 2) bottom and 3) center.Second Hang Rail Attachment: (Fig. B-4 thru B-6)19. Slide the second hang rail to the opposite end of top track. Inside spacin g between hang rails should be 30.75” (30-3/4”).ing your 31” wide Steel LocBoard with square holes and 31” combination rail as spacers. (Refer to Images C-8 and C-9for proper installation.)Install the combination into the inside slots of each hang rail 6 slots from the top and the steel tool board 6 slots from the bottom. Note: Make sure each spacer is installed level and at the same slot level height.ing a level, make sure your second hang rail is straight and that you have easy removal of tool board and combinationrail from both hang rails mark the centers of the bolt holes onto your wall surface.22.Drill out holes for your wall surface and complete installation by following steps 15-18.23.Accessory Installation: (View figures C-1 through C-9.) Al ways make sure you’re installing all accessories level and intothe identical height slots in both hang rails. Binding can occur if not level. All accessories will be installed in the inside slot positions of each hang rail. If accidental binding occurs use soft rubber mallet to help remove accessory and protect the paint.Safety load limits on accessories should never exceed 125 pounds for wire and steel shelves; 18 pounds on a single LocBoard hook;150 pounds on combination rails sections or 35 pounds per combination rail hooks, 75 pounds per Top track hooks, 60 pounds for wire baskets and 75 pounds for recycle and storage sack.Do not place sharp or pointed objects inside of recycle and storage bags. Rips or tears are not covered under warranty.30.375Wire Shelf Bracket installation and hanging installation Wire Bracket installation and hanging installation Metal Shelf Bracket installation and hanging installationSlot on front lip of shelfFig. C-2Fig. C-3Large Tool KeeperinstallationZip and Carry BagFig: C-8 – LocBoard installation Fig. C-9 – Combination Rail installation Warranty information: Triton Products warrants to the original owner that this product is free from defects inmaterial and workmanship for a period of two years from the date of the original purchase. If this product is defective when used as intended under normal household conditions within the specified period, Triton will replace the product, send a replacement part or issue a refund (at our option) when the consumer provides a proof of purchase (either a bill of sale, receipted invoice or other proof that the product is within the warranty period), along with a full description ofthe defect.Liability:Triton Products and/or its Reseller’s liability are limited to 100% of the purchase price of the product.。
DOG CRATE ASSEMBLY INSTRUCTIONSThis “castle” requires two people for assembly.STEP 2 (a) Locate the side panel without the door and lay it onthe floor along the left side of the floor panel. The loops should be facing up. The closely spaced horizontal wires should be closest to the floor panel. (b) Place the floor panel hooks between the second and third horizontal wires and inside the first vertical wires of the side panel.STEP 1 Identify and locate each of the components listed above.Remove the four corner rods from the front and back panels.Place the floor panel flat on the floor with the hooks extending upward. Locate the pan locking latch on one end of the floor panel – this is the front of the crate. It’ll be your point of reference.the floor panel and alongside the vertical side panel. The two u-shaped hooks should be on top and facing inward. Align the uppermost loop of the back panel to rest on the uppermost loop of the side panel. Insert the corner rod downward through all of the intersecting loops of this corner.1STEP 3 Slightly lift the side panel, making sure the floor panelhooks go over and wrap around the second horizontal wire. Continue lifting until the side panel is vertical.3Pan Locking LatchVisit , search sku #97489.MAINTENANCETo provide your pet with the most comfortable “castle” possible, clean his crate routinely with a mild, non-toxic cleaner and water.Locate the side panel with the door and lay it flat onthe floor along the right side of the floor panel. The door lock should be facing out and down. The loops on the short ends should be facing up with the closely spaced horizontal wires closest to the floor panel.Slightly lift the side panel, making sure the floor panel hooksgo over and wrap around the second horizontal wire. Continue lifting until the side panel is vertical.Align the uppermost loop of the back panel to rest on the uppermost loop of the side panel. Insert the corner roddownward through all of the intersecting loops of this corner.STEP 6 (a) Locate the top panel and place on top of all threeupright panels with the hooks facing down. First, connect the hooks over the top rung of the side panels. (b) Second, connectthe u-shaped hooks of the back panel over the top rung of the top panel, while making sure the center horseshoe tab of the top panel is resting on top of the back panel.6a6bRecommended for dogs 90lbs and over.Position the front door panel at the front of the cratewith the door lock facing out and down and the u-shaped hooks facing inward.Place the u-shaped hooks over the first rung of the top panel while also making sure the center horseshoe tab of the top panel is resting on top of the door panel.The uppermost side loop of the front panel should rest on top of the side panel loops. Insert a corner rod downward through all of the intersecting loops of both corners.STEP 8 Insert the bottom plastic pan by sliding it underneaththe front panel on the floor of the crate and secure it with the pan locking latch.8• To prevent choking and other serious injuries, always remove any collars, tags or leashes from your pet before placing him in his crate.• Never transport your pet in his crate. Please use a carrier specifically designed for the purposes of pet transport.• This crate is not designed to restrain aggressive breeds of dogs who may thrash and launch themselves inside the crate. Consult your veterinarian for recommendations on restraining aggressive pets.• Before your pet enters his crate, make sure that it’s secure. Double check that the crate is properly assembled and that all latches and hooks are secure before leaving your pet inside his crate.• It’s never a good idea to leave your pet inside his crate for too long. Remember, pets need time to socialize, exercise and go potty! Consult your veterinarian or trainer to determine the appropriate amount of time that your pet can safely and comfortably be left in his crate.• Always be sure your pet has enough food and water before leaving him in his crate.• Consult your veterinarian about whether it’s safe to leave food, toys or other itemsin the crate with your particular pet. They all have unique personalities and habits, so what works for one might not work for another.• Never place multiple pets into one crate.• Never use the crate without its plastic pan properly fitted and secured, and be sure not to place your pet into a crate with a damaged pan.• Please, never allow your children to play in, on, or around the crate. For pet use only.• We know how excited pets can get, but do be sure to make sure his paws, snout, ears or tail aren’t in the way of the door hinge or latch. Ouch!• Never place your pet’s crate in direct sunlight or leave your pet in a closed car on a hot day. Serious heat stroke, death or other injury could result from an overheated pet.• Do not store your crate outside or in a car. Extreme heat may cause the crate pan to warp.• While we are dedicated to providing the best for your pet, Chewy, Inc. is not responsible for any loss, damage, discomfort, injury, illness, death or costs of any kind as a result of or by use of this crate.WARNINGS AND CAUTIONSWe care about the safety of your pet, so please READ AND FOLLOW ALL INSTRUCTIONS before using a new crate. Improper use may result in serious injury or even the death of your pet.CALL OUR FRIENDLY CUSTOMER SERVICE TEAM ANYTIME.W E’RE HERE 24/7! 1-800-67-CHEWY (672-4399)QUESTIONS?。
工位号设备名称
工作令线体名称设计人
例
OP70 上保持架装配设备
A845 HONDA滑道线刘宗阳
图1 设备总图
图1 设备部件图
1.设备基本结构、功能介绍
例:OP70由压装工位、移栽滑台、编组滑台、移栽机械手1、移栽机械手2、钢球压装工位以及过渡导向操槽组成,如图1所示,设备外围附件包括钢球粉料机构以及钢球供料机构组成。
如图2、图3所示。
该设备用于座椅滑轨上保持架的自动装配。
1.框架装配说明
(长、宽、高,结构梁位置尺寸,日光灯位置,触摸屏位置等附件安装位置)
图1 框架
1.部件A装备说明书
(部件外购件,基本件,部件整体公差,装配位置及在设备中与其它部件相对公差)
2.部件B装备说明书
(部件外购件,基本件,部件整体公差,装配位置及在设备中与其它部件相对公差)
3.部件C装备说明书
(部件外购件,基本件,部件整体公差,装配位置及在设备中与其它部件相对公差)
4.部件D装备说明书
(部件外购件,基本件,部件整体公差,装配位置及在设备中与其它部件相对公差)
例:
移栽滑台工位
该工位用于实现保持架的最终上料定位,将保持架运送到位后,由压装工位将保持架装入滑轨。
如图11所示:
图11 移栽滑台工位
该工位同样由2个动力气缸,底部滑台缸用于保持架的接料和传送,升降缸用于将保持架位置调整到安装位置,以便压装操作。
装配时首先要调整导向槽高低与编组滑台高低一致,同时要与滑轨中保持架的安装位置一致,通道孔同心。
第二,调整滑台缸的两个运动位置,保证保持架接料位和保持架压装位置与编组滑台的运动位置一致,通道孔同心
第三,要调整升降缸的运动位置,保证汽缸伸出时,导向槽位置与滑轨保持架安装位置一致。
高度公差0.05-0.1mm,如图12所示:
(OP50-OP60-OP70三台设备需一致)
图12 保持架安装位置
备注:
1.设备走线孔确定后,装配说明书应添加线路布置简图。
2.为程序调试提供方便,装配说明书最后附录注明设备中需要互锁
的机构(图片注释)以及设备安全措施。
3.说明书应以图片注释为主,文字注释为辅,装配行位公差以
图片注释为主。
4.必须编制气动原理图及管路的编号,随装配指导书一同下达。
(气管的编号规则参见相关文件)。