宝钢工艺流程图
- 格式:doc
- 大小:785.50 KB
- 文档页数:2

钢铁生产工艺(附流程图)1、碳素钢的定义及钢中五元素含碳2%以下的铁碳合金称为钢。
碳素钢中的五元素是指化学-成份中的主要组成物,即 C、Si、Mn、S、P(碳、硅、锰、硫、磷)。
其次是在炼钢过程中不可避免地会混入气体,含O、H、N(氧、氢、氮)。
此外,用铝—硅脱氧镇静工艺中,必然在钢水中含有 Al,当Als(酸溶铝)≥0.020%时,还有细化晶粒的作用。
2、钢铁是怎样炼成的?炼钢的主要任务是按所炼钢种的质量要求,调整钢中碳和合金元素含量到规定范围之内,并使P、S、H、O、N等杂质的含量降至允许限量之下。
炼钢过程实质上是一个氧化过程,炉料中过剩的碳被氧化,燃烧成CO气体逸出,其它Si、P、Mn 等氧化后进入炉渣中。
S部份进入炼渣中,部份则生成SO2排出。
当钢水成份和温度达到工艺要求后,即可出钢。
为了除去钢中过剩的氧及调整化学成份,可以添加脱氧剂和铁合金或合金元素。
3、转炉炼钢简介从鱼雷车运来的铁水经过脱硫、挡渣等处理后即可倒入转炉中作为主要炉料,另加10% 以下的废钢。
然后,向转炉内吹氧燃烧,铁水中的过量碳被氧化并放出大量热量,当探头测得达到预定的低碳含量时,即停止吹氧并出钢。
一般在钢包中需进行脱氧及调整成份操作;然后在钢液表面抛上碳化稻壳防止钢水被氧化,即可送往连铸或模铸工区。
对要求高的钢种可增加底吹氩、RH真空处理、喷粉处理(喷SI—CA粉及变性石灰)可以有效降低钢中的气体与夹杂,并有进一步降碳及降硫的作用。
在这些炉外精炼措施后还可以最终微调成份,满足优质钢材的需求。
4、初轧模铸钢锭采取热装、热送新工艺,进入均热炉加热,然后通过初轧机及钢坯连轧机轧成板坯、管坯、小方坯等初轧产品,经过切头、切尾、表面清理,(火焰清理、打磨)高品质产品则还需对初轧坯进行扒皮和探伤,检验合格后入库。
目前初轧厂的产品有初轧板坯、轧制方坯、氧气瓶用钢坯、齿轮用圆管坯、铁路车辆用车轴坯及塑模用钢等。
初轧板坯主要供应热轧厂作为原料;轧制方坯除部份外供,主要送往高速线材轧机作原料。
钢铁生产工艺流程炼焦生产流程:炼焦作业是将焦煤经混合,破碎后加入炼焦炉内经干馏后产生热焦碳及粗焦炉气之制程。
资源来源:台湾中钢公司网站。
烧结生产流程:烧结作业系将粉铁矿,各类助熔剂及细焦炭经由混拌、造粒后,经由布料系统加入烧结机,由点火炉点燃细焦炭,经由抽气风车抽风完成烧结反应,高热之烧结矿经破碎冷却、筛选后,送往高炉作为冶炼铁水之主要原料。
资源来源:台湾中钢公司网站。
高炉生产流程:高炉作业是将铁矿石、焦炭及助熔剂由高炉顶部加入炉内,再由炉下部鼓风嘴鼓入高温热风,产生还原气体,还原铁矿石,产生熔融铁水与熔渣之炼铁制程。
资源来源:台湾中钢公司网站。
转炉生产流程:炼钢厂先将熔铣送前处理站作脱硫脱磷处理,经转炉吹炼后,再依订单钢种特性及品质需求,送二次精炼处理站(RH真空脱气处理站、Ladle Injection盛桶吹射处理站、VOD真空吹氧脱碳处理站、STN搅拌站等)进行各种处理,调整钢液成份,最后送大钢胚及扁钢胚连续铸造机,浇铸成红热钢胚半成品,经检验、研磨或烧除表面缺陷,或直接送下游轧制成条钢、线材、钢板、钢卷及钢片等成品。
资源来源:台湾中钢公司网站。
连铸生产流程:连续铸造作业乃是将钢液转变成钢胚之过程。
上游处理完成之钢液,以盛钢桶运送到转台,经由钢液分配器分成数股,分别注入特定形状之铸模内,开始冷却凝固成形,生成外为凝固壳、内为钢液之铸胚,接着铸胚被引拔到弧状铸道中,经二次冷却继续凝固到完全凝固。
经矫直后再依订单长度切割成块,方块形即为大钢胚,板状形即为扁钢胚。
此半成品视需要经钢胚表面处理后,再送轧钢厂轧延。
资源来源:台湾中钢公司网站。
热轧生产流程。
热轧生产流程。
资源来源:台湾中钢公司网站。
热轧生产流程>第一热轧钢带生产流程:热轧钢带工场主要制程是将扁钢胚加热后,经粗轧机及精轧机轧延成钢带,并以层流冷却系统喷水冷却至适当温度,再由盘卷机卷成粗钢卷。
资源来源:台湾中钢公司网站。
热轧生产流程>一号调质重卷线布置图:主要功能为将原料钢卷上线解卷、调质轧延、分切、重卷及包装为成品H.R COIL 或H.R BAND〔HR BAND 未调质轧延〕。
三高炉II系设备工艺一、概述高炉是一个庞大的高温反应容器,它传给炉体的热量将全部由二系作业区负责的冷却系统带走。
冷却系统的好坏直接影响着高炉的正常生产,影响着高炉的长寿,因此,二系作业区在高炉生产过程中起着非常重要的作用。
二系作业区管理着三座高炉的冷却系统,但3BF与1BF、2BF的冷却方式是有所不同的。
1BF、2BF的冷却方式为冷却板(共2384块,铁口12块、风口72块、炉身46段×50块)加冷却壁(150块,在R段),而三高炉是冷却壁(共790块)加微冷管(共809根,开炉后加的);炉底埋设管:1BF、2BF有26对,3BF有28对;十字测温:1BF、2BF有3根,3BF有4根;炉顶洒水枪:有12根,3BF有11根;炉缸冷却:1BF、2BF用洒水枪冷却,3BF 用冷却壁冷却。
二、冷却系统的主要设备及其性能特点3BF炉体使用纯水进行冷却,在6层平台上布置了5个头部罐(本体系4个、强化系1个)用以清除水中的气体和控制水位;1BF、2BF炉体是用清循环水进行冷却的,它没有设置头部罐。
此外,冷却系统的主要设备还有炉身探测器、流量计室、集尘风机、局部风机、十字测温、炉顶洒水枪等。
1、头部罐主要技术参数如下:①罐内介质:纯水+N2;②使用压力:0.03MPa;③设计压力:0.2MPa;④使用温度50~100℃;⑤设计温度100℃;⑥水压试验0.25MPa;⑦容积14M3;⑧贮水量:10m3;⑨净重:3.7t;⑩满水重:17t。
冷却系统补水标准:当头部罐水位低于-300mm时开始补水,当头部罐水位高于300mm时停止补水。
强化系一天补水3~4次,每隔7、8个小时补一次水。
2、炉身探测器①工艺技术条件②主要技术规格3、流量计室每个高炉各有4个流量计室,分别位于4根柱子旁。
3BF各流量计室内控制的风口为:1#流量计室:35#~38#,1#~6#;2#流量计室:7#~15#;3#流量计室:16#~25#;4#流量计室:26#~34#。
首先一点,钢铁厂分为炼铁、炼钢、轧钢三部分。
不管哪个钢铁厂都是一样的流程。
你说的平炉在宝钢已经淘汰了。
炼铁就是将铁矿石经过烧结,粉碎,投入高炉,炼出铁水,再有铁水车运往炼钢厂的电炉或者转炉,再下一步或者直接浇注成粗钢锭,或者上连轧机组形成粗的板坯。
这些就是半成品了,可以直接出厂,也可以再下一步送到冷轧或者热轧,通过轧机轧制后形成各种薄板或者线材等等。
高炉喷吹用煤质量要求:灰分一般应小于12%,最高不高过17%;硫含量应低于0.7%,最高不应超过1.10%;水分应低于8%,最高不高于12%;挥发分不易高,10%的无烟煤最好。
固定碳含量应高些,一般大于75%为宜。
哈氏可磨性指数HGI也应高些。
煤灰中钒和钛含量越低越好。
钢厂一般焦炭水分应小于6%2.1.钢铁工艺流程钢铁生产工艺主要包括:炼铁、炼钢、轧钢等流程。
1、炼铁:就是把烧结矿和块矿中的铁还原出来的过程。
焦炭、烧结矿、块矿连同少量的石灰石、一起送入高炉中冶炼成液态生铁(铁水),然后送往炼钢厂作为炼钢的原料。
2、炼钢:是把原料(铁水和废钢等)里过多的碳及硫、磷等杂质去掉并加入适量的合金成分。
3、连铸:将钢水经中间罐连续注入用水冷却的结晶器里,凝成坯壳后,从结晶器以稳定的速度拉出,再经喷水冷却,待全部凝固后,切成指定长度的连铸坯。
4、轧钢:连铸出来的钢锭和连铸坯以热轧方式在不同的轧钢机轧制成各类钢材,形成产品。
2.2.成本构成分析炼铁工艺的生产成本构成主要为原材料(球团、铁矿石等)、辅助材料(石灰石、硅石、耐火材料等)、燃料及动力(焦炭、煤粉、煤气、氧气、水、电等)、直接工资和福利、制造费用、成本扣除(煤气回收、水渣回收、焦炭筛下物回收等)。
根据高炉冶炼原理,生产1吨生铁,需要1.5-2.0吨铁矿石、0.4-0.6吨焦炭以及0.2-0.4吨熔剂。
炼钢工艺的生产成本构成主要为生铁、废钢、合金、电极、耐火材料、辅助材料、电能、维检和其他等费用。
中国目前主要的炼钢设备为转炉和电炉,基于冶炼原理的不同,转炉和电炉在主要的原料(生铁、废钢)配比有一定的差异,转炉工艺一般需配置10%的废钢,而电炉工艺废钢的使用量则占到80%。

宝钢特殊钢分公司高合金钢生产线改造工程宝钢公司特殊钢分公司高合金钢生产线改造工程项目是宝钢建设现代化特殊钢制造中心和特钢精品基地的重大步骤。
高合金钢生产线改造工程是宝钢公司结合特钢产品结构调整,淘汰落后工艺设备,建成一条世界先进,国内一流的专业化特殊合金和高合金钢热轧生产线。
其主要产品定位为生产高附加值、高技术难度的新材料。
这些产品是未来世界经济、军事竞争的焦点,也是一个国家特殊钢工业生产和综合实力的体现和保证。
该工程由中冶京城工程技术有限公司设计,上海宝钢建设监理公司进行工程监理。
工程建设在原上钢五厂特钢分公司西区一块无建筑物的平坦土地上,北靠五钢大道,南靠大电炉,西靠西区五大道,东靠西区四大道。
整条生产线设计年生产能力为10万吨。
其中高合金钢4万吨、合金钢6万吨。
工程项目的核心是轧钢车间。
新建的轧钢主厂房由原料跨、主轧跨、加热炉跨、热处理精整跨〔共二跨〕以及轧棍间和主电室组成,建筑面积约4万平方米。
主厂房内主要设备有:步进梁式加热炉、隧道式中间加热炉各一座,室式炉一座。
轧线主要设备有:一架粗轧机、16架连轧机(中轧8架、预精轧和精轧各4架)以及相应的飞剪、冷床收集等在线和离线装置。
后道精整热处理部分包括:轧后预退火的车底式退火炉二座、连续式退火炉一座、移盖式退火炉二座、固溶炉及时效炉各一座。
新建和利旧有抛丸机、校直机、倒棱机、探伤仪、磨床、抛光机等精整设备以及其相配套的公辅设施等主要公辅设施有:水处理站、总图运输及厂区各专业介质管线、电气室和生活服务设施等。
以及相应进行配套改造和联网:如调压站、七中央以及生产能源或介质管线等改造工程也列入本工程中。
辊底式退火炉设备在安装中车底式退火炉设备在安装中冷床设备在安装中冷床输入辊道设备安装主厂房外景冷床设备在安装中注:〔该工程主轧跨为27m、加热炉跨为18m、热处理精整跨为24和27m、轧辊间为30m和主电室为15m,均成平行布置,原料跨与上述各跨呈丁字形布置。
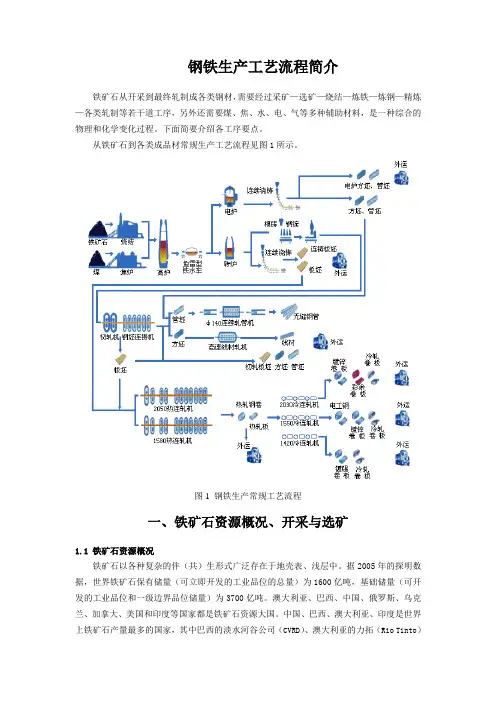
钢铁生产工艺流程简介铁矿石从开采到最终轧制成各类钢材,需要经过采矿—选矿—烧结—炼铁—炼钢—精炼—各类轧制等若干道工序,另外还需要煤、焦、水、电、气等多种辅助材料,是一种综合的物理和化学变化过程。
下面简要介绍各工序要点。
从铁矿石到各类成品材常规生产工艺流程见图1所示。
图1 钢铁生产常规工艺流程一、铁矿石资源概况、开采与选矿1.1铁矿石资源概况铁矿石以各种复杂的伴(共)生形式广泛存在于地壳表、浅层中。
据2005年的探明数据,世界铁矿石保有储量(可立即开发的工业品位的总量)为1600亿吨,基础储量(可开发的工业品位和一级边界品位储量)为3700亿吨。
澳大利亚、巴西、中国、俄罗斯、乌克兰、加拿大、美国和印度等国家都是铁矿石资源大国。
中国、巴西、澳大利亚、印度是世界上铁矿石产量最多的国家,其中巴西的淡水河谷公司(CVRD)、澳大利亚的力拓(Rio Tinto)和必和必拓(BHP)是世界上铁矿石生产量和贸易量最大的三家公司,三家的贸易量占世界铁矿石贸易总量的70%左右。
我国是铁矿石储量大国,目前已探明的资源储量为600多亿吨,可利用资源250多亿吨,但铁矿石品位(含铁量)较低,平均品位只有30%-35%左右,贫矿(低品位矿)比例为97%。
我国铁矿石分布广泛而又相对集中,储量较多的地区有辽宁、河北、四川、内蒙古、山东和安徽等。
按照铁存在的化合物形式,可将铁矿石分为赤铁矿(Fe2O3)、磁铁矿(Fe3O4)、菱铁矿(FeCO3)和褐铁矿(Fe2O3·H2O)等。
1.2铁矿石的开采主要开采形式有露天开采和地下开采。
1.3 铁矿石的选矿我国铁矿由于贫矿多(占总储量的97.5%)和伴(共)生有其它组分的综合矿多(占总储量的1/3),所以在冶炼前绝大部分需要进行选矿处理。
选矿的目的就是通过各种方法,将铁矿石中的铁氧化物以外的脉石等其它杂质尽可能地去除,提高最终产品中铁的含量。
主要流程:铁矿石破碎—磨粉—选矿—烘干—成品精矿粉。
南通宝钢热轧产线工艺设备基本情况1 总体情况说明1.1 生产规模热轧产线为生产规模年产50万t低合金钢棒材,考虑控制冷却技术及小规格切分轧制技术。
φ10为三切分工艺,φ12、φ14为两切分工艺,φ16为两切分和单线两种工艺,其余规格为单线轧制工艺。
1.2产品方案序号品种钢种代表规格年产量比例钢号(mm)(万吨) (%)1螺纹钢低合金钢HRB335、HRB335E、HRB400、HRB400E、HRB500、HRB500Eφ10~φ14 11.25 22.52 φ16~φ18 12 243 φ20~φ25 19.5 394 φ28~φ365 105 φ40 2.25 4.5合计50 100.00 注:连铸坯规格为:150mm×150mm×8000mm,加热炉能力要求不低于100t/h。
1.3生产工艺流程1.3.1 车间生产工艺流程框图1.3.2 生产工艺过程简述连铸 吊运至上料台辊道输送 推钢入炉 加 热出 炉(不合格坯剔除)粗 轧切 头中 轧控制冷却 切 头倍尺分段 冷床冷却 冷剪剪切定尺移送、检查、计数打 捆称重标志 收 集 入 库精 轧合格的连铸钢坯由炼钢连铸车间用电动平车运输至本车间,然后用吊车吊运至上料台架,坯料由上料台架推入坯料输送辊道,并输送到加热炉入炉端后由推钢机将其从加热炉的端部推到推钢式加热炉中加热。
根据钢种的要求,钢坯在加热炉内加热到1030~1130℃后,按轧制节奏由出钢机从加热炉侧面单根推出炉。
如果钢坯有缺陷,由剔除装置从出炉辊道上剔除。
出炉后的热坯,经辊道输送,钢坯开始进入连轧机组轧制。
钢坯首先在粗轧机组轧制6个道次,然后轧件由1#飞剪切头后,进入中轧机组轧制,轧成工艺规程要求的断面。
出中轧机组的轧件,再由2#飞剪切去头尾,继续进入精轧机组轧成最终要求的成品断面尺寸。
当轧制过程出现事故时,1#、2#飞剪手动启动,进行连续剪切,将轧件碎断,防止事故进一步扩大。
宝钢不锈钢热轧板卷工程工艺技术作者:史国敏宝钢不锈钢热轧板卷工程分二期建设。
一期工程包括一条不锈钢炼钢连铸生产线、碳钢炼钢连铸生产线和1780mm热轧生产线;二期工程包括一条不锈钢炼钢连铸生产线。
二期工程建成投产后,生产规模为年产铁水300万吨,钢340.6万吨(其中碳钢190.6万吨、不锈钢150万吨),钢坯328.9万吨(其中碳钢板坯184.9万吨,不锈钢坯144万吨),钢卷309.73万吨(其中热轧碳钢卷181.2万吨,不锈钢卷128.53万吨),不锈钢坯11.5万吨。
工艺流程炼钢所用的铁水来自750m3高炉和2500m3高炉,采用炉前脱硅工艺,在出铁场全量脱硅处理后,由260t鱼雷罐车扒渣后送往铁水倒罐站。
供不锈钢铁水采用铁水罐顶喷脱磷处理后,兑入100t电炉(EAF),并加入不锈钢返回料、合金等固体料,熔炼成不锈钢母液,然后兑入120t侧复吹氩氧脱碳炉(AOD)脱碳精炼。
不锈钢生产工艺组织灵活,可以采用三步法经120t真空脱碳精炼装置(VOD)精炼出成品,也可以采用二步法经侧复吹氩氧脱碳炉(AOD)出成品。
在电炉修炉时还可以采用不经电炉的生产工艺,即可用120t侧复吹氩氧脱碳炉(AOD)直接兑脱磷铁水加合金冶炼400系列和300系列不锈钢。
供碳钢铁水采用铁水罐搅拌脱硫处理,兑入2×150t脱磷脱碳双联复吹转炉进行高速少渣冶炼,钢水再经真空脱气装置(RH)或成份调整密封吹氩站(LATS)进行炉外精炼。
另设LF炉,既可用于不锈钢又可用于碳钢的保温和精炼,以配合连铸作业。
在一般情况下1#、2#转炉也可采用单联法即单炉脱磷脱碳生产。
连铸单元设四台一机一流板坯连铸机,经转炉吹炼及精炼后的不锈钢钢水送往二台不锈钢板坯连铸机;经转炉吹炼及精炼后的碳钢钢水送往两台碳钢板坯连铸机。
不锈钢和碳钢板坯连铸机的机型统一,无缺陷不锈钢板坯直送热轧板坯库,部分板坯(约20%)需下线修磨后送板坯库。
碳钢板坯在轧制不锈钢时下线,轧制碳钢时可直接热装至加热炉(板坯温度750~800℃),也可直接热送至热轧板坯库,并可与400系不锈钢混合轧制。
烧结工艺流程图:炼铁生产工艺流程图描述:专业炼铁高炉.jpg炼铁炼铁过程实质上是将铁从其自然形态——矿石等含铁化合物中还原出来的过程。
炼铁方法主要有高炉法、直接还原法、熔融还原法等,其原理是矿石在特定的气氛中(还原物质CO、H2、C;适宜温度等)通过物化反应获取还原后的生铁。
生铁除了少部分用于铸造外,绝大部分是作为炼钢原料。
1、高炉炼铁的冶炼原理(应用最多的)高炉冶炼用的原料高炉冶炼用的原料主要由铁矿石、燃料(焦炭)和熔剂(石灰石)三部分组成。
通常,冶炼1吨生铁需要1.5-2.0吨铁矿石,0.4-0.6吨焦炭,0.2-0.4吨熔剂,总计需要2-3吨原料。
为了保证高炉生产的连续性,要求有足够数量的原料供应。
因此,无论是生铁厂家还是钢厂采购原料的工作是尤其重要。
生铁的冶炼虽原理相同,但由于方法不同、冶炼设备不同,所以工艺流程也不同。
下面分别简单予以介绍。
高炉生产是连续进行的。
一代高炉(从开炉到大修停炉为一代)能连续生产几年到十几年。
生产时,从炉顶(一般炉顶是由料种与料斗组成,现代化高炉是钟阀炉顶和无料钟炉顶)不断地装入铁矿石、焦炭、熔剂,从高炉下部的风口吹进热风(1000~1300摄氏度),喷入油、煤或天然气等燃料。
装入高炉中的铁矿石,主要是铁和氧的化合物。
在高温下,焦炭中和喷吹物中的碳及碳燃烧生成的一氧化碳将铁矿石中的氧夺取出来,得到铁,这个过程叫做还原。
铁矿石通过还原反应炼出生铁,铁水从出铁口放出。
铁矿石中的脉石、焦炭及喷吹物中的灰分与加入炉内的石灰石等熔剂结合生成炉渣,从出铁口和出渣口分别排出。
煤气从炉顶导出,经除尘后,作为工业用煤气。
现代化高炉还可以利用炉顶的高压,用导出的部分煤气发电。
生铁是高炉产品(指高炉冶炼生铁),而高炉的产品不只是生铁,还有锰铁等,属于铁合金产品。
锰铁高炉不参加炼铁高炉各种指标的计算。
高炉炼铁过程中还产生副产品水渣、矿渣棉和高炉煤气等。
高炉炼铁的特点:规模大,不论是世界其它国家还是中国,高炉的容积在不断扩大,如我国宝钢高炉是4063立方米,日产生铁超过10000吨,炉渣4000多吨,日耗焦4000多吨。
14F A C T B O O K 2014九、生 产15F A C T B O O K 2014宝钢股份梅钢公司工艺流程图16F A C T B O O K 2014主要生产设备主要生产设备数 量型 号投产年份(大修年份)生产能力(设计能力)2#高炉14707m 31991 (2006)377万吨/年3#高炉14350m 31994350万吨/年4#高炉14747m 32005350万吨/年1#转炉300t 1顶底复合吹型1985 (2007)677.6万吨/年2#转炉300t1顶底复合吹型1985 (2007)3#转炉300t 1顶底复合吹型1986 (2007)250t 转炉2顶底复合吹型1998288万吨/年250t 转炉1顶底复合吹型2006150t 电炉1双炉体直流电弧炉1996100万吨/年150t 电炉1UHP 交流电弧炉2008100万吨/年2050mm 热轧带钢轧机12050mm 1989400万吨/年1580mm 热轧带钢轧机11580mm 1996279万吨/年5000mm 厚板轧机15150mm 2005180万吨/年1880热连轧机11880mm2007370万吨/年2030热轧酸洗线11988237万吨/年2030新热轧酸洗线1200175万吨/年1220热轧酸洗线1201160万吨/年2030mm 冷轧带钢轧机12030mm 1988210万吨/年1420mm 冷轧带钢轧机11420mm 199772.28万吨/年1550mm 冷轧带钢轧机11550mm 2000 (2007)140万吨/年1220mm 冷轧带钢轧机11220mm 1991 (2007)77万吨/年1730mm 冷轧带钢轧机11730mm 2008180万吨/年1800mm 冷轧带钢轧机11800mm 2005176.4万吨/年硅钢1#单机架轧机11300mm 20088.9万吨/年硅钢2#单机架轧机11300mm 20088.9万吨/年硅钢3#单机架轧机11300mm 20118.9万吨/年硅钢4#单机架轧机11300mm 20128.9万吨/年硅钢5#单机架轧机11300mm 20138.9万吨/年高速线材轧机15-25mm ,120m/s 199940万吨/年无缝钢管121.3-177.8mm 198550万吨/年中口径直缝焊管(HFW)1φ610200530万吨/年大口径直缝埋弧焊管机1200750万吨/年17F A C T B O O K 2014主要生产设备数 量型 号投产年份生产能力4#高炉13200m 32009.5246.4万吨/年5#高炉14070m 32012.6327万吨/年1#转炉1150T 1999120万吨/年2#转炉1150T 1999120万吨/年3#转炉1150T 2008120万吨/年250t 转炉2250T2012410万吨/年1422热连轧线1六机架1422热连轧线1994300万吨/年1420冷轧11420酸连轧机组200980万吨/年热轧酸洗线12011100万吨/年1780热连轧线11780mm2012400万吨/年18F A C T B O O K 201415000200002500030000产 量(千吨)生 铁2010201120132012粗 钢商品坯材产 量单位:千吨。