水转印、IMD、INS工艺比较
- 格式:doc
- 大小:134.50 KB
- 文档页数:2

汽车内饰主流的六大制造工艺随着汽车技术的快速发展,大量的新技术、新材料和新工艺在汽车上得到广泛应用尤其是对汽车内饰的精致性、舒适性和豪华性要求越来越高。
而满足用户对汽车内饰的要求,更离不开汽车内饰的各种制造工艺。
为此,今天小编针对当前汽车内饰的主流制造工艺及应用情况进行了介绍。
一、搪塑成型1. 什么是搪塑成型搪塑成型,又称旋转成型,主要用于制作软质仪表板和门护板的表皮。
该技术起源于日本,在21世纪初才开始引进国内的,最初只在少数合资企业中得到应用,直到近几年才在国内的自主品牌中开始逐步应用。
2. 优点与缺点优点:原材料来源广泛,价格便宜,有着丰富的设计和生产经验,表皮的花纹不仅清晰、美观,而且一致性非常好。
可以设计出比较复杂的型面特征,制得的产品有良好的弹性和低收缩率。
缺点:模具的投资成本大,且寿命短(一般模具的质量保证只有2~3万次表皮寿命);设备的投资成本大;需要不断清理模具,导致辅助工时较长。
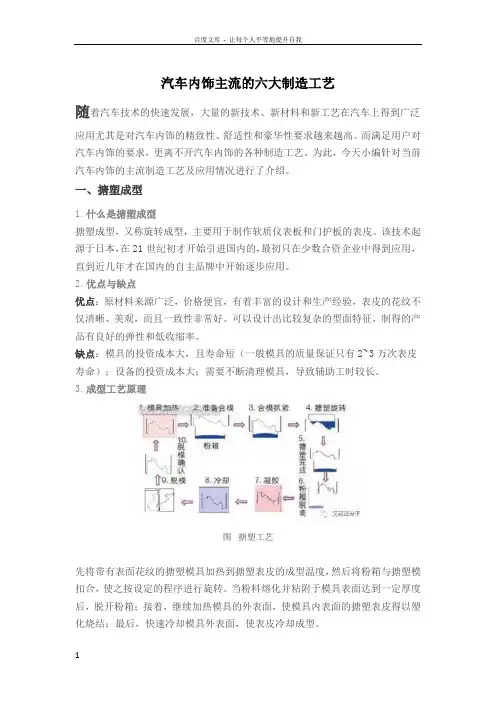
3. 成型工艺原理图搪塑工艺先将带有表面花纹的搪塑模具加热到搪塑表皮的成型温度,然后将粉箱与搪塑模扣合,使之按设定的程序进行旋转。
当粉料熔化并粘附于模具表面达到一定厚度后,脱开粉箱;接着,继续加热模具的外表面,使模具内表面的搪塑表皮得以塑化烧结;最后,快速冷却模具外表面,使表皮冷却成型。
二、PU(聚氨酯)喷涂PU喷涂工艺是近几年迅速发展起来的一种新的表皮成型工艺,主要用于仪表板的表皮和护板的表皮等。
1. 成型工艺图 PU喷涂表皮的生产流程PU喷涂是指先在表皮成型模表面喷上脱模剂,而后再喷涂模内漆(可根据产品需要喷涂不同颜色的模内漆),随后喷涂液态的PU原料(可通过喷涂机械手控制表皮的厚度),最后冷却起模。
2. 相比于搪塑工艺的优势第一部分搪塑工艺和PU喷涂工艺都是软质仪表板表皮的主要制作工艺,但相对于搪塑工艺而言,PU喷涂有许多优点,比如:可实现双色仪表板表面,使得造三、模内转印(IMD)1. 模内转印概念与应用模内转印是一种在成型过程中与装饰同步进行的工艺。
IMD、IML、IMR、IMF的区分IMD的中文名称:注塑表面装饰技术即IMD(In-Mole Decoration),IMD是目前国际风行的表面装饰技术,主要应用于家电产品的表面装饰及功能性面板,常用在手机视窗镜片及外壳、洗衣机控制面板、冰箱控制面板、空调控制面板、汽车仪表盘、电饭煲控制面板多种领域的面板、标志等外观件上。
IMD又分为IML、IMR,这两种工艺的最大区别就是产品表面是否有一层透明的保护薄膜。
IML的中文名称:模内镶件注塑其工艺非常显著的特点是:表面是一层硬化的透明薄膜,中间是印刷图案层,背面是塑胶层,由于油墨夹在中间,可使产品防止表面被刮花和耐磨擦,并可长期保持颜色的鲜明不易退色。
IMR的中文名称:模内转印此工艺是将图案印刷在薄膜上,通过送膜机将膜片与塑模型腔贴合进行注塑,注塑后有图案的油墨层与薄膜分离,油墨层留在塑件上而得到表面有装饰图案的塑件,在最终的产品表面是没有一层透明的保护膜,膜片只是生产过程中的一个载体。
但IMR的优势在于生产时的自动化程度高和大批量生产的成本较低。
IMR的缺点:印刷图案层在产品的表面上,厚度只有几个微米,产品使用一段时间后很容易会将印刷图案层磨损掉,也易褪色,造成表面很不美观。
另外新品开发周期长、开发费用高,图案颜色无法实现小批量灵活变化也是IMR工艺无法克服的弱点。
首先在概念上有必要说明:IMD包含IML,IMF,IMRIML:IN MOLDING LABEL﹝印刷胶料与塑结合﹞IMF:IN MOLDING FILM﹝与IML相同﹞IMR:IN MOLDING ROLLER﹝重点在于胶料上的离型层。
PET FILM→印离型剂→印刷油墨→印接着剂→ 内塑料射出→油墨与塑接着→开模后胶料会自动从油墨离型。
日本称热转写。
这机器是用ROLL TO ROLL方式,而对位用CCD计算机操作。
﹞目前国内一些人士把IMR称之为IMD,把IML独立于IMD之外。
最根本的区别在于IML和IMR在lens表面的不同, IML表面有PET或PC片材,而IMR表面只有油墨。

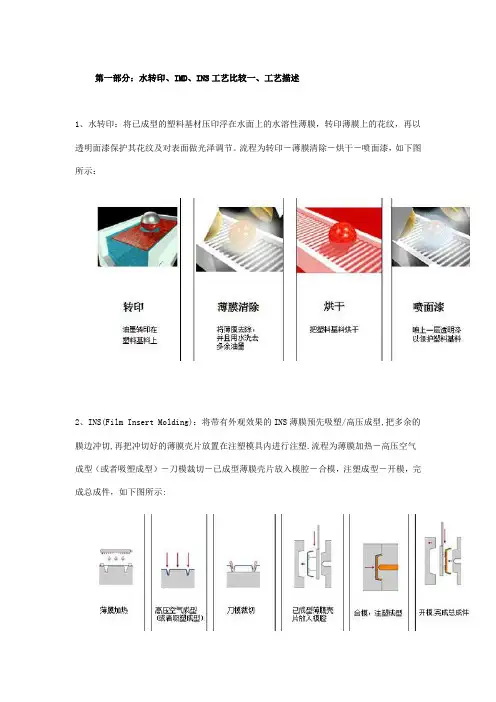
第一部分:水转印、IMD、INS工艺比较一、工艺描述
1、水转印:将已成型的塑料基材压印浮在水面上的水溶性薄膜,转印薄膜上的花纹,再以透明面漆保护其花纹及对表面做光泽调节。
流程为转印-薄膜清除-烘干-喷面漆,如下图所示:
2、INS(Film Insert Molding):将带有外观效果的INS薄膜预先吸塑/高压成型,把多余的膜边冲切,再把冲切好的薄膜壳片放置在注塑模具内进行注塑.流程为薄膜加热-高压空气成型(或者吸塑成型)-刀模裁切-已成型薄膜壳片放入模腔-合模,注塑成型-开模,完成总成件,如下图所示:
3、IMD(In—Mold Decoration):带有外观效果的IMD薄膜(圈材)被安装在输膜机上,而输膜机则固定在注塑机上,在注塑开模时让薄膜输进模具中间,合模后让胶料注射,让薄膜贴覆在模具上同时与胶料成型。
流程为薄膜输送-薄膜定位,取模件-注塑成型-后处理,清理飞边,如下图所示:。

塑料件IMD、INS工艺简介及设计注意要点1. IMD、INS工艺原理及应用范围 (1)1.1 IMD、INS工艺简介 (1)1.2 IMD、INS工艺应用范围 (1)2. IMD、INS工艺流程 (1)2.1 IMD工艺流程 (1)2.2 INS工艺流程 (2)3. IMD与INS对比 (2)4. 设计注意要点 (2)4.1 IMD设计注意要点 (2)4.2 INS设计注意要点 (4)5. IMD、INS成本 (5)1.IMD、INS工艺原理及应用范围1.1IMD、INS工艺简介IMD(In-Mold Decoration):又称膜内装饰技术,将印制有花纹的膜直接放入模具内,使其吸附在注塑凹膜上,合模进行注塑。
INS(Insert Thermoforming-film to Molding):将预先吸塑成型并完成冲裁后的膜片放入注塑模具内,合模进行注塑。
1.2IMD、INS工艺应用范围IMD的应用范围:汽车左右出风口、中央面板、烟灰缸盖板、门护板装饰条等产品。
INS的应用范围:汽车排档器盖板、仪表罩、出风口、仪表板装饰条、门护板装饰条、散热器格栅等产品。
IMD、INS工艺的优点:注塑产品表面流纹及结合线可以被膜片饰条所覆盖。
2.IMD、INS工艺流程2.1IMD工艺流程IMD工艺流程如图1所示。
传输定位膜片夹紧吸附膜片合模注塑取件图12.2INS工艺流程输膜预成型冲裁3.IMD与INS对比IMD与INS对比见表1表14.设计注意要点4.1IMD设计注意要点●翻边角度:见图3●翻边深度:见图3● 结构圆角:见图3 ● 推荐结构:见图3图3● 双色IMD 工艺槽推荐结构:见图4图4推荐做成左边所示结构:翻边角度:β≥15°; 翻边深度:h ≤5mm ; 结构圆角:R ≥1mm 。
Rhβ双色IMD 工艺槽推荐结构: 工艺槽上部圆角:R 1≥0.5mm工艺槽底部圆角:R 2:(0.2-0.3)mm 工艺槽宽度:b ≥0.5mm 工艺槽深度:h=0.5mm R 1 R 2h b脱模方向4.2 INS 设计注意要点● 翻边角度:见图5 ● 翻边深度:见图5图5● 结构圆角:见图6图6βh翻边角度:β≥20° 翻边深度:h ≤90mmR结构圆角:R 极限是0mm 结构圆角推荐值:R ≥0.3mm脱模方向双色INS 工艺槽推荐结构:见图7图75. IMD 、INS 成本影响成本的主要因素: ① 膜的利用率② 膜的品质(花纹、厚度、质量、拉伸性等) ③ 零件尺寸由于INS 工艺比IMD 工艺多出两套模具(吸塑模具和冲切模具),故INS 工艺的成本比IMD 工艺的成本高。
塑料件IMD、INS工艺简介及设计注意要点1. IMD、INS工艺原理及应用范围 (1)1.1 IMD、INS工艺简介 (1)1.2 IMD、INS工艺应用范围 (1)2. IMD、INS工艺流程 (1)2.1 IMD工艺流程 (1)2.2 INS工艺流程 (2)3. IMD与INS对比 (2)4. 设计注意要点 (2)4.1 IMD设计注意要点 (2)4.2 INS设计注意要点 (4)5. IMD、INS成本 (5)1.IMD、INS工艺原理及应用范围1.1IMD、INS工艺简介IMD(In-Mold Decoration):又称膜内装饰技术,将印制有花纹的膜直接放入模具内,使其吸附在注塑凹膜上,合模进行注塑。
INS(Insert Thermoforming-film to Molding):将预先吸塑成型并完成冲裁后的膜片放入注塑模具内,合模进行注塑。
1.2IMD、INS工艺应用范围IMD的应用范围:汽车左右出风口、中央面板、烟灰缸盖板、门护板装饰条等产品。
INS的应用范围:汽车排档器盖板、仪表罩、出风口、仪表板装饰条、门护板装饰条、散热器格栅等产品。
IMD、INS工艺的优点:注塑产品表面流纹及结合线可以被膜片饰条所覆盖。
2.IMD、INS工艺流程2.1IMD工艺流程IMD工艺流程如图1所示。
传输定位膜片夹紧吸附膜片合模注塑取件图12.2INS工艺流程输膜预成型冲裁3.IMD与INS对比IMD与INS对比见表1表14.设计注意要点4.1IMD设计注意要点●翻边角度:见图3●翻边深度:见图3● 结构圆角:见图3 ● 推荐结构:见图3图3● 双色IMD 工艺槽推荐结构:见图4图4推荐做成左边所示结构:翻边角度:β≥15°; 翻边深度:h ≤5mm ; 结构圆角:R ≥1mm 。
Rhβ双色IMD 工艺槽推荐结构: 工艺槽上部圆角:R 1≥0.5mm工艺槽底部圆角:R 2:(0.2-0.3)mm 工艺槽宽度:b ≥0.5mm 工艺槽深度:h=0.5mm R 1 R 2h b脱模方向4.2 INS 设计注意要点● 翻边角度:见图5 ● 翻边深度:见图5图5● 结构圆角:见图6图6βh翻边角度:β≥20° 翻边深度:h ≤90mmR结构圆角:R 极限是0mm 结构圆角推荐值:R ≥0.3mm脱模方向双色INS 工艺槽推荐结构:见图7图75. IMD 、INS 成本影响成本的主要因素: ① 膜的利用率② 膜的品质(花纹、厚度、质量、拉伸性等) ③ 零件尺寸由于INS 工艺比IMD 工艺多出两套模具(吸塑模具和冲切模具),故INS 工艺的成本比IMD 工艺的成本高。

IMD/INS工艺分享IMD/INS(In-Mold-Decoration)IMR/IML/INS/IMFIMD是一种在注塑模具内放置Film薄膜来装饰塑胶外观表面的新技术,即模内热转印。
电子,家电,汽车上常用IML,INS工艺。
IML:(模内装饰件)把(film)薄膜印刷好经过(Forming)成型,再经过(Torming)剪切边料后放置到注塑模具内的注塑产品。
INS: 印刷好的膜片加热,高压成型(真空吸塑)后,裁去多余的边料,镶入注塑凹模穴与料米一起射出。
IMD工艺代替传统工艺的喷涂,色泽鲜亮,图案3D立体感强,清晰,不退色,不掉色;表面硬度高(可以达1-3H),不容易刮花,擦伤。
IMD工艺制造过程中产生的废弃物,污染极少,有很好的环保作用。
+INS (Insert-Mould-Decoration)+把已吸塑(高压)成型的膜片(film)放到注塑模具里与料米一起射出件。
+ 1.现成片材( film不需要印刷加工).+ 2. 高压成型(吸塑成型).+ 3.冲切+ 4.注塑+他的特点是片材(film),不需要任何涂布印刷,适合高拉伸,高压成型弧度好;表面3D立体效果强,耐磨,防刮花,适合高拉伸和反包产品,产品良率可达90%。
此工艺常用在汽车装饰件上。
+ IMD与INS区别1.1-1.IMD片材需要印刷颜色和图案,粘结剂,常用规格0.1/0.125/0.188/mm1-2.INS片材颜色图案固定,不需要印刷,常用规格0.3/0.5mm.2.2-1.IMD热压成型,字体,图案位置没那么精准。
2-2.INS高压真空吸气成型,片材成型弧度好,3.3-1.IMD是片材定位,加热,拉伸成型。
3-2.INS是片材定位,加热,高气压冲压成型(成型弧度好,LOGO不易偏位,变形)常用是凸模块结构。
4.4-1.IMD颜色和图案比较多样化,用途广泛,常用电子,家电,汽车产品上。
4-2.INS片材颜色单一,片材成本高,一般用在汽车装饰件上。
IMD、IML、IMR、IMF的区分IMD的中文名称:注塑表面装饰技术即IMD(In-Mole Decoratiom),IMD是目前国际风行的表面装饰技术,主要应用于家电产品的表面装饰及功能性面板,常用在手机视窗镜片及外壳、洗衣机控制面板、冰箱控制面板、空调控制面板、汽车仪表盘、电饭煲控制面板多种领域的面板、标志等外观件上。
IMD又分为IML、IMR,这两种工艺的最大区别就是产品表面是否有一层透明的保护薄膜。
IML的中文名称:模内镶件注塑其工艺非常显著的特点是:表面是一层硬化的透明薄膜,中间是印刷图案层,背面是塑胶层,由于油墨夹在中间,可使产品防止表面被刮花和耐磨擦,并可长期保持颜色的鲜明不易退色。
IMR的中文名称:模内转印此工艺是将图案印刷在薄膜上,通过送膜机将膜片与塑模型腔贴合进行注塑,注塑后有图案的油墨层与薄膜分离,油墨层留在塑件上而得到表面有装饰图案的塑件,在最终的产品表面是没有一层透明的保护膜,膜片只是生产过程中的一个载体。
但IMR 的优势在于生产时的自动化程度高和大批量生产的成本较低。
IMR的缺点:印刷图案层在产品的表面上,厚度只有几个微米,产品使用一段时间后很容易会将印刷图案层磨损掉,也易褪色,造成表面很不美观。
另外新品开发周期长、开发费用高,图案颜色无法实现小批量灵活变化也是IMR工艺无法克服的弱点。
首先在概念上有必要说明:IMD包含IML,IMF,IMRIML:IN MOLDING LABEL[印刷胶料与塑结合]IMF:IN MOLDING FILM[与IML相同]IMR:IN MOLDING ROLLER[重点在于胶料上的离型层。
PET FILM→印离型剂→印刷油墨→印接着剂→ 内塑料射出→油墨与塑接着→开模后胶料会自动从油墨离型。
日本称热转写。
这机器是用ROLL TO ROLL方式,而对位用CCD计算机操作。
]目前国内一些人士把IMR称之为IMD,把IML独立于IMD之外。
类似iml的其他工艺
除了IML(In-Mold Labeling)工艺外,还有许多其他类似的工艺可以用于塑料制品的生产和装饰。
以下是一些常见的类似IML 的工艺:
1. IMD(In-Mold Decoration)工艺,类似于IML,IMD也是一种将装饰图案或标签直接嵌入塑料制品中的工艺。
IMD工艺通常用于生产具有精美外观的电子产品外壳、汽车内饰零部件等。
IMD与IML的区别在于,IMD通常使用的是特殊的装饰膜,而不是标签。
2. ILL(In-Line Labeling)工艺,这是一种将标签或装饰图案直接印刷在塑料制品表面的工艺。
与IML不同,ILL工艺通常是在塑料制品成型后,通过印刷设备将图案印刷在制品表面。
这种工艺适用于一些形状复杂的塑料制品,如瓶子、盒子等。
3. Heat Transfer Printing(热转印)工艺,这是一种将印刷图案通过热转移的方式转移到塑料制品表面的工艺。
通常使用特殊的热转印膜和热压设备,将图案转移到塑料制品表面,可以实现高分辨率、多彩多样的图案效果。
4. 3D印刷技术,随着3D打印技术的发展,现在也可以通过3D 打印技术直接在塑料制品上实现立体的装饰效果,这种技术可以实现更加个性化和复杂的装饰效果。
总的来说,除了IML工艺之外,还有许多其他类似的工艺可以用于塑料制品的装饰和生产,每种工艺都有其适用的场景和特点,可以根据具体产品的需求选择合适的工艺。
模内装饰技术-IMD塑胶材料是一种广泛应用的材料,在汽车、家电、笔记本、消费电子、医疗等我们生活中的方方面面都有涉及。
以塑胶材料做为产品外观件时,我们一般都会做各种表面处理进行装饰,但出于环保等因素考虑,传统的喷涂、水转印等工艺已不满足现今需求。
因此,环保、外观效果更丰富的模内装饰工艺(IMD:In-Mold Decoration)已变得越来越受关注。
模内装饰工艺(IMD)简单理解便是能够在注塑模具内便完成装饰过程的工艺,其产品具有其外观清晰度高、立体感好、表面耐划伤,已广泛应用于汽车、家电、消费电子、医疗电子等领域。
常见的几种模内装饰(IMD)概念IMR/IML/INS模内装饰(IMD)也有着多年历史了,在汽车、家电等各种应用中,相信大家最常听说的名词大概是这三个:IMR、IML、INS。
下面我们先看看这三种工艺到底是什么。
1.IMR据维基百科,IMR中文名称是模内转印,是英文In-Mold Decoration by Roller(部分解释是In molding release)的缩写,当然也有部分简写成In-Mold Roller,属于IMD(In-Mold Decoration)模内装饰技术的一种。
这是一种卷对卷工艺,可全自动生产。
特别适用于产品的外表面装饰面板与功能面板,目前在笔记本、手机、家电、汽车上都有广泛应用。
2.IMLIML英文是In-Mold Label (部分作In molding Lamination),一般叫法是模内镶件注塑、模内贴标等。
(拉伸程度较低) ,有用过手机,目前这一技术在家电、汽车、医疗电子等行业已广泛应用。
比如常见的空调、洗衣机IMD控制面板,扫地机器人面盖,汽车一体显示盖板、中控面板等。
膜片模内镶件注塑工艺非常显著的特点是:表面是一层硬化的透明薄膜,中间是印刷图案层,背面是塑胶层,由于油墨夹在中间,可使产品防止表面被刮花和耐磨擦,并可长期保持颜色的鲜明不易退色。
汽车内饰主流的六大制造工艺文件管理序列号:[K8UY-K9IO69-O6M243-OL889-F88688]汽车内饰主流的六大制造工艺随着汽车技术的快速发展,大量的新技术、新材料和新工艺在汽车上得到广泛应用尤其是对汽车内饰的精致性、舒适性和豪华性要求越来越高。
而满足用户对汽车内饰的要求,更离不开汽车内饰的各种制造工艺。
为此,今天小编针对当前汽车内饰的主流制造工艺及应用情况进行了介绍。
一、搪塑成型1.?什么是搪塑成型搪塑成型,又称旋转成型,主要用于制作软质仪表板和门护板的表皮。
该技术起源于日本,在21世纪初才开始引进国内的,最初只在少数合资企业中得到应用,直到近几年才在国内的自主品牌中开始逐步应用。
2.?优点与缺点优点:原材料来源广泛,价格便宜,有着丰富的设计和生产经验,表皮的花纹不仅清晰、美观,而且一致性非常好。
可以设计出比较复杂的型面特征,制得的产品有良好的弹性和低收缩率。
缺点:模具的投资成本大,且寿命短(一般模具的质量保证只有2~3万次表皮寿命);设备的投资成本大;需要不断清理模具,导致辅助工时较长。
3.?成型工艺原理?图 ?搪塑工艺先将带有表面花纹的搪塑模具加热到搪塑表皮的成型温度,然后将粉箱与搪塑模扣合,使之按设定的程序进行旋转。
当粉料熔化并粘附于模具表面达到一定二、PU(聚氨酯)喷涂?PU喷涂工艺是近几年迅速发展起来的一种新的表皮成型工艺,主要用于仪表板的表皮和护板的表皮等。
三、模内转印(IMD)1.?模内转印概念与应用模内转印是一种在成型过程中与装饰同步进行的工艺。
通过在成型过程中对塑料部件进行装饰,减少传统成型后的装饰、在线生产存货和附加的操作步骤,从而使生产成本大幅度降低。
主要用于:仪表盘、空调面板、内饰件、车灯外壳、标志等膜片的厚度一般为0.5mm,其组成结构如下图所示。
膜片上的图案可以做成木纹、金属拉丝、铝质、碳纤维、高亮和亚光等各种不同效果。
由于其上有PET 层保护,膜片具有很好的耐刮擦性和耐腐蚀特性,而且其图案在产品长时间使用后也不会有任何损伤。
汽车内饰主流的六大制造工艺随着汽车技术的快速发展,大量的新技术、新材料和新工艺在汽车上得到广泛应用尤其是对汽车内饰的精致性、舒适性和豪华性要求越来越高。
而满足用户对汽车内饰的要求,更离不开汽车内饰的各种制造工艺。
为此,今天小编针对当前汽车内饰的主流制造工艺及应用情况进行了介绍。
一、搪塑成型1. 什么是搪塑成型搪塑成型,又称旋转成型,主要用于制作软质仪表板和门护板的表皮。
该技术起源于日本,在21世纪初才开始引进国内的,最初只在少数合资企业中得到应用,直到近几年才在国内的自主品牌中开始逐步应用。
2. 优点与缺点优点:原材料来源广泛,价格便宜,有着丰富的设计和生产经验,表皮的花纹不仅清晰、美观,而且一致性非常好。
可以设计出比较复杂的型面特征,制得的产品有良好的弹性和低收缩率。
缺点:模具的投资成本大,且寿命短(一般模具的质量保证只有2~3万次表皮寿命);设备的投资成本大;需要不断清理模具,导致辅助工时较长。
3. 成型工艺原理图搪塑工艺先将带有表面花纹的搪塑模具加热到搪塑表皮的成型温度,然后将粉箱与搪塑模扣合,使之按设定的程序进行旋转。
当粉料熔化并粘附于模具表面达到一定厚度后,脱开粉箱;接着,继续加热模具的外表面,使模具内表面的搪塑表皮得以塑化烧结;最后,快速冷却模具外表面,使表皮冷却成型。
4. 搪塑成型所用的原材料搪塑成型所用的原材料主要为PVC和TPU。
PVC的原材料来源广泛,价格便宜,且已经应用多年,有着丰富的设计和生产经验,目前主要被大多数中、低档汽车所采用TPU是21世纪初新兴的一种原材料,相对于PVC其密度更小,且不含有毒、有害物质,更加环保,目前已经在国外一些中、高档车型中开始应用。
5. PVC搪塑表皮的工艺缺陷及原因分析在实际生产过程中PVC搪塑表皮还存在下表所示的工艺缺陷。
表:搪塑PVC表皮工艺缺陷表是指将事先设计有不同花纹的膜片在合模前吸附到注塑模具的型腔表面,再将熔融状态的塑胶(一般为PC+ABS)注射到模具内,从而使膜片与塑胶融合为一体。
IMD(IMR、IML、INS、IMF)技术分析本文针对IMD的不同工艺,分别对IMR、IML、INS、IMF/AIM进行了详细介绍,优缺点对比、技术说明、材料、工序制程、模具结构、注塑系统、实例分享等。
IMD,即In Mold Decoration,模内装饰,主要应用在汽车塑胶零件、3C产业外观塑件等。
IMD的分类:IMR-Insert Molding by Roller-Film,日本送膜装置专用卷装film,将图案与塑料结合的转印方式。
IML-Insert Molding by Label,将标签置入模内与塑料结合射出。
INS-Insert Thermoforming-film to Molding,将印好的film裁切后直接射出,或加热成3D型,嵌入模穴中与塑料结合射出。
IMF-Insert Molding by Sliced-film,与INS一样,称呼未统一。
AIM-德国Degussa集团之Rohm公司生产PMMA材料应用于IMD技术。
IMR VS IML(IMF、INS、AIM)IMR技术说明:有鉴于当前一些以多层次加工方法生产的作法不良率高,且无法应付多颜色需求,若采人工操作过程繁杂:射出成型→ 包覆保护层→ 电镀→ 喷漆→ 擦拭→上色(曲印) →拆除保护层→ 黏贴贴附层因此有必要寻求可降低生产成本的新工法。
1. 减少原有生产的流程,降低成本。
2. 减少不良率,降低生产成本。
3. 可更加提升外观质感的工法。
4. 可达到更佳耐候条件的工法。
5. 可达到更佳环保的工法。
IMR箔膜:垫片基材依不同的模具表面曲度及扩张比率,需选择不同的基材以配合IMD工序。
IMR模具结构介绍模具两边均需加热,注塑浇口应在定模边安装IMR注塑系统四个重要注塑系统组件:模内转印箔、转印箔定位器、注塑机边料筒及射嘴、注塑模IMR工序实例光阳工厂logo:耐候测试达1000hr → OK(台湾精业开发企业股份有限公司制造)KYMCO电动代步车METER(台湾精业开发企业股份有限公司制造)KYMCO 豪迈奔腾SR G4 125车系 (喷射ENG + 奈米喷漆)KYMCO 豪迈奔腾SR G4 125车系 (陶缸+ 碟煞+ 奈米喷漆) KYMCO V-LINK 125车系 (陶缸+ 碟煞+ 奈米喷漆)KYMCO EASY 4U 100车系 (陶缸+ 碟煞+ 奈米喷漆)IMR工序国外产品实例CD播放器外壳INS 技术说明: 原本INS 是用来辅助一次成型注塑(IMD),但随着3D 立体面装饰的需求,现今的INS 技术以汽车工业来说深受欧洲大厂的亲赖(双B & AUDI)。
第一部分:水转印、IMD、INS工艺比较
一、工艺描述
1、水转印:将已成型的塑料基材压印浮在水面上的水溶性薄膜,转印薄膜上的花纹,再以透明面漆保护其花纹及对表面做光泽调节。
流程为转印-薄膜清除-烘干-喷面漆,如下图所示:
2、INS(Film Insert Molding):将带有外观效果的INS薄膜预先吸塑/高压成型,把多余的膜边冲切,再把冲切好的薄膜壳片放置在注塑模具内进行注塑。
流程为薄膜加热-高压空气成型(或者吸塑成型)-刀模裁切-已成型薄膜壳片放入模腔-合模,注塑成型-开模,完成总成件,如下图所示:
3、IMD(In-Mold Decoration):带有外观效果的IMD薄膜(圈材)被安装在输膜机上,而输膜机则固定在注塑机上,在注塑开模时让薄膜输进模具中间,合模后让胶料注射,让薄膜贴覆在模具上同时与胶料成型。
流程为薄膜输送-薄膜定位,取模件-注塑成型-后处理,清理飞边,如下图所示:。