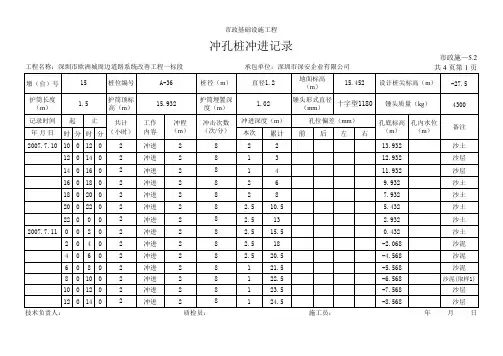
钻 冲孔桩成孔施工记录表
- 格式:doc
- 大小:62.50 KB
- 文档页数:1
自时分开始
钻杆度数(m)
进尺
垂直度偏差(%)
实测孔径(m)
泥浆比重(g/m³)
孔内液面标高(m)
地质情况
施工情况
钻头高度
本次
累计
1
2
3
4
5
钻杆度数(m)
6
7
8
9
10
11
12
钻孔深度(m)
沉渣厚度mm
设计允许偏差
实际
嵌岩段
岩性
设计
实际
深度
设计
实际
桩底持力层岩(土)性
设计
实际
早班班长:
中班班长:
晚班班长:
----------------------------------------号钻(标高:转盘标高:桩底设计标高(m):桩底实际标高(m):年月日
单位(子单位)工程名称
总承包施工单位
项目负责人
工程地点
专业承包施工单位
项目负责人
钻头形式
日期
班次
专业工长(施工员)签名:专业质量检查员签名:施工负责人:监理(建设)单位见证员:
钻杆度数(m)
进尺
垂直度偏差(%)
实测孔径(m)
泥浆比重(g/m³)
孔内液面标高(m)
地质情况
施工情况
钻头高度
本次
累计
1
2
3
4
5
钻杆度数(m)
6
7
8
9
10
11
12
钻孔深度(m)
沉渣厚度mm
设计允许偏差
实际
嵌岩段
岩性
设计
实际
深度
设计
实际
桩底持力层岩(土)性
设计
实际
早班班长:
中班班长:
晚班班长:
----------------------------------------号钻(标高:转盘标高:桩底设计标高(m):桩底实际标高(m):年月日
单位(子单位)工程名称
总承包施工单位
项目负责人
工程地点
专业承包施工单位
项目负责人
钻头形式
日期
班次
专业工长(施工员)签名:专业质量检查员签名:施工负责人:监理(建设)单位见证员: