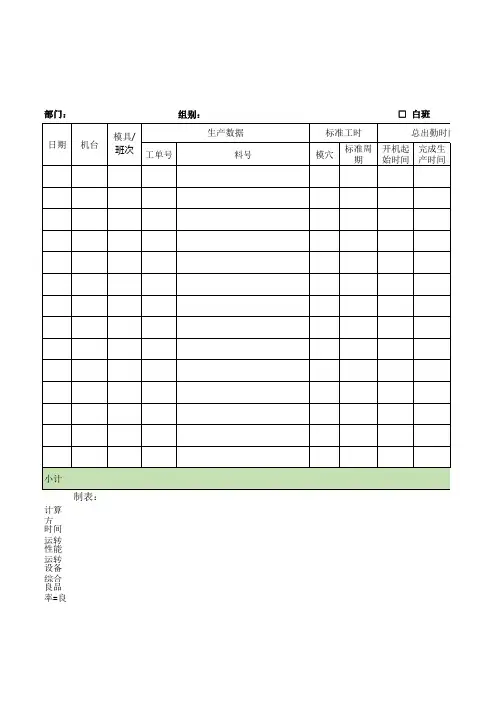
OEE记录表格(设备综合效率)
- 格式:xls
- 大小:42.00 KB
- 文档页数:2
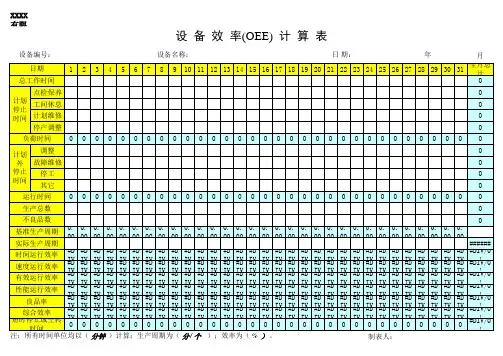
oee设备综合效率表格篇一:oee设备综合效率二种叫法和计算公式并举例子oee (设备综合效率)是衡量设备综合性时间损失大小的指标,反应设备在负荷时间内有多少时间是有价值的开动时间。
叫法之一:oee=时间开动率x性能开动率x良品率即:(1)〔时间开动率〕:是衡量测定因故障、准备、调整等导致停止损失大小的指标。
时间开动率=(负荷时间一停止时间)/负荷时间*100%(2)〔性能开动率〕:是衡量因空转、小停工及速度降低等导致时间损失大小的指标。
性能开动率=(基准节拍*产量)/开动时间*100%(3)〔良品率〕:是衡量保证充分满足消费者质量要求的指标。
良品率二合格品件数/生产总件数*100%叫法之二:oee=时间利用率*设备性能率*产品合格率=(合格的产品*设计速度)/负荷时间1. 时间利用率=(负荷时间-停机损失)/负荷时间*100%=(有效)利用时间/负荷时间2. 设备性能率=(生产产品数*设计速度)/利用时间*100%3. 质量合格率=(生产产品数-不合格品)/生产产品数*100%其实:设计速度即基本节拍工厂/车间的设备综合效率=(1#设备综合效率*产量+2#设备综合效率*产量+…+n#设备综合效率*产量)+总产量叫法之三:oee=可使用率x工作表现率x品质率1. 可使用率:指实际运转时间与可用时间(负荷时间)之比。
(1)可用时间:指从一天(或一个月)的工作时间中,减去生产计划、计划保养,以及日常管理上必要的的停顿时间后所剩下的时间。
(2)停机时间(停止时间):指因故障、setup、调整、更换模具等所停止的时间。
(3)公式:可使用率=(可用时间-停机时间)/可用时间x100%2. 工作表現率包括速度运转率与纯运转率。
(1)速度运转率系指设备原有这能力(包括周期时间、循环数)对实际速度之比;纯运转率指在单位时间内设备有无以一定速度在运转,由此可以求得日报上无法出现的小故障损失。
(2)工作表现率二速度运转率x有效运转率=理想周期x 加工数量*(负荷时间-停止时间)3. 品质率:品质率系指实际制成之良品数量与加工数量的比率。

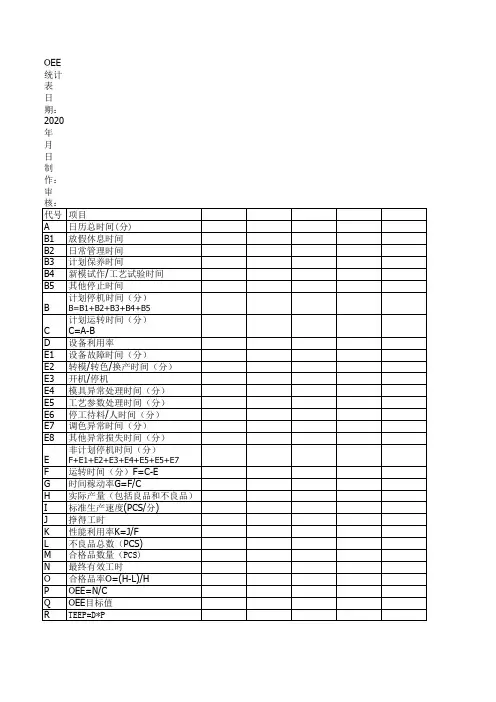
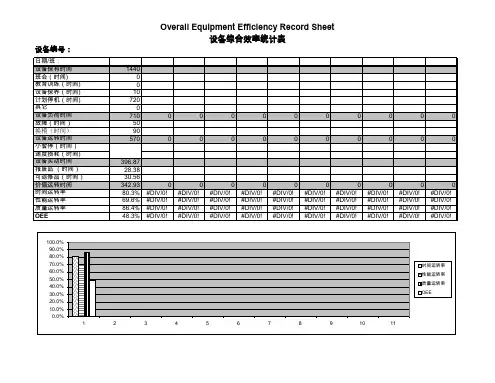
制作:日期:2018/5/30工作时间H 班前计划停机时间m 故障停机时间m 工装调整m 理论周期m实际产量(每天)不合格数量(每天)计划运行时间m 实际运行时间m 理论产量有效率(运行)表现性质量指数OEE 81530250.64502046541068388.2%65.9%95.6%55.5%101620100.578050584554110894.9%70.4%93.6%62.5%16302050.8100030930905113197.3%88.4%97.0%83.4%00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#VALUE!#VALUE!#VALUE!#VALUE!#VALUE!#DIV/0!#VALUE!0#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!设备综合效率OEE汇总表编制审核批准OEE 计算说明LOGO。
oee计算公式excel摘要:1.OEE 的定义与意义2.OEE 计算公式的概述3.OEE 计算公式在Excel 中的实现4.OEE 计算公式的实际应用案例5.总结正文:1.OEE 的定义与意义OEE(Overall Equipment Effectiveness,整体设备效率)是一种衡量生产设备效率的指标,它反映了生产设备的利用率、质量以及性能等方面的情况。
OEE 的计算公式通常包括三个部分:生产时间、停机时间和生产数量。
通过计算OEE,企业可以了解设备的运行状况,找出存在的问题,从而提高生产效率和产品质量。
2.OEE 计算公式的概述OEE 计算公式如下:OEE = 生产时间/ (生产时间+ 停机时间) * 100%其中,生产时间是指设备在正常运行状态下生产的时间;停机时间是指设备因故障、维修等原因停止运行的时间。
OEE 的取值范围为0-100%,数值越高,表示设备的效率越高。
3.OEE 计算公式在Excel 中的实现在Excel 中,可以使用以下步骤来计算OEE:步骤1:在Excel 表格中,记录每台设备的生产时间和停机时间。
例如,设备A 的生产时间为10 小时,停机时间为2 小时。
步骤2:在Excel 表格中,使用公式`=生产时间/(生产时间+ 停机时间)*100`计算每台设备的OEE。
例如,设备A 的OEE 为10/(10+2)*100=83.33%。
步骤3:根据计算结果,分析设备的运行情况,找出存在的问题,并采取相应措施提高设备效率。
4.OEE 计算公式的实际应用案例假设某企业有10 台生产设备,每天工作8 小时。
在计算OEE 时,发现设备的平均OEE 为60%。
这表明设备的利用率较低,存在很大的改进空间。
企业通过对每台设备的OEE 进行分析,发现问题主要出在设备故障和维修方面。
于是,企业采取了一系列措施,如加强设备维护、提高设备质量等,最终使设备的OEE 提高到了80%。
这使得企业的生产效率得到了显著提升。
OEE(设备综合效率)
OEE计算(文末附计算表格)
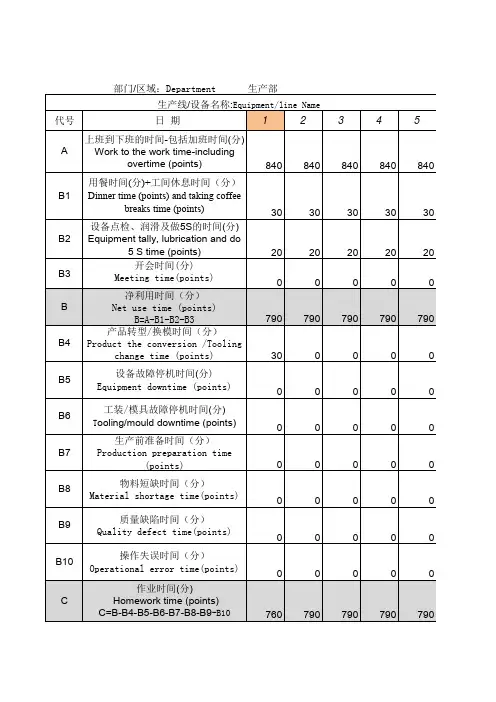
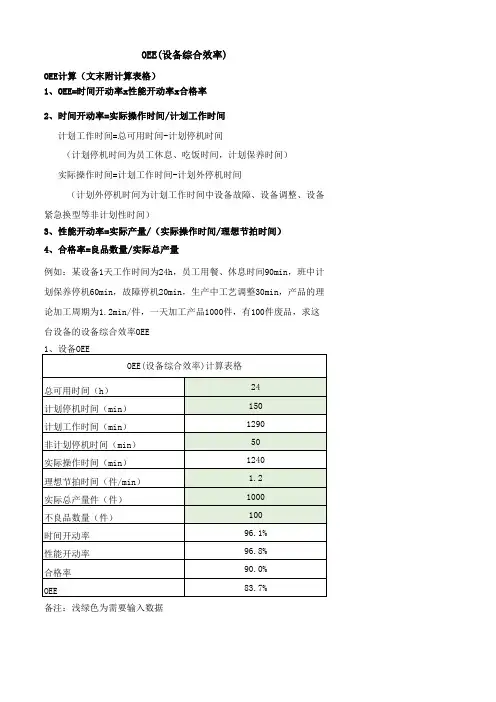
1、OEE=时间开动率x性能开动率x合格率
2、时间开动率=实际操作时间/计划工作时间
计划工作时间=总可用时间-计划停机时间
(计划停机时间为员工休息、吃饭时间,计划保养时间)
实际操作时间=计划工作时间-计划外停机时间
(计划外停机时间为计划工作时间中设备故障、设备调整、设备紧急换型等非计划性时间)
3、性能开动率=实际产量/(实际操作时间/理想节拍时间)
4、合格率=良品数量/实际总产量
例如:某设备1天工作时间为24h,员工用餐、休息时间90min,班中计划保养停机60min,故障停机20min,生产中工艺调整30min,产品的理论加工周期为1.2min/件,一天加工产品1000件,有100件废品,求这台设备的设备综合效率OEE
备注:浅绿色为需要输入数据。