焊接电弧与弧焊方法讲解学习
- 格式:ppt
- 大小:4.08 MB
- 文档页数:79

超详细的焊接操作步骤(焊接培训教学步骤)展开全文弧焊是用电产生的热量来连接两个或更多的材料在一起的方法。
美国焊接协会列出了很多不同的焊接工艺,我们在这里要介绍的是手工电弧焊(SMAW),也称为焊条电弧焊。
焊条电弧焊接是最常见和应用最广泛的焊接方式之一,相对也比较容易掌握,可以应用在你自己动手的项目中,取得不错的专业效果和耐久性。
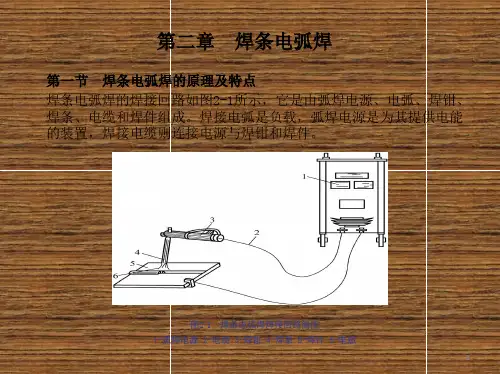
准备作业一、设备检查首先应该有一个焊机,带引线的电极焊把,带引线的接地夹,电极,以及要焊接的金属材料。
你还需要一个去除焊渣的敲渣锤,以及一个清理焊缝的钢丝刷,并进行检查。
二、穿戴上安全装备。
安全装备包括焊接头盔(# 10或更高的防护玻璃)、焊接夹克或棉运动衫、不带裤裆口的裤子、工作靴、手套和防护眼镜。
不能穿网球鞋、磨损的衣服、带裤裆口的裤子、T恤衫、带打开口袋的衬衫,或无袖衬衫。
三、准备焊接区域。
移除所有易燃材料,确定一块良好的焊接表面。
将接地连接直接连接到你的焊件上,或者是安置一个很大的金属工作台,将接地连接挂接到这个金属工作台上。
如果有其他人在场,要在焊接工作区周围设置焊接帘子,隔离开焊接工作区。
这将保护其他人免受紫外线的伤害。
四、设置好焊接参数。
多数焊接机都是相当直接了当的。
你所采用的焊机很有可能是电流在90-120安培的焊机,而且根据金属材料的厚度和电极的直径可以有所调整。
五、确认焊接的电极DCEP(直流正电极)可以让电弧从金属到电极,给金属材料更多的加热。
DCEN(直流负电极)有相反的效果。
焊条电弧焊,DCEP会让你的焊接有更强的穿透力。
你应该根据你的焊机的特性,选择适合交流或直流焊接的电极。
确保电极是干燥的。
用于DCEP的电极有:E6010、E6011、E6013、E7014、E7018和E7024。
用于AC(交流电)的电极有:E6011、E6013、E7014和E7018。
E6010 和 E6011 尤其适用于你无法清洁干净的生锈、油漆,或弄脏的金属材料。
E6013 是多用途电极,非常适合焊接接头适合性很差的地方。

电焊电弧焊操作方法电焊电弧焊是利用电弧产生高温将金属材料熔化并连接在一起的焊接方法。
下面是电焊电弧焊的操作步骤:1. 准备工作:穿戴好防护装备,包括焊接面罩、手套、防护服等。
检查焊机和焊枪,确保设备正常运行。
2. 准备工件:将要焊接的金属工件进行清洁,确保焊接面无油污、锈迹等。
调整工件的位置和夹具,以便于焊接操作。
3. 准备焊条(电焊材料):根据焊接工艺要求选择合适的焊条,并将其点火预热。
通常焊条直径与焊接工件厚度相匹配。
4. 连接地线:将焊机的地线连接到工件上,确保良好的接地。
5. 调整电流和电弧长度:根据工件的材料和焊接要求,调整焊机的电流和电弧长度。
一般来说,较粗的工件需要较大的电流。
6. 调整焊接角度:将焊枪倾斜约15度,使电焊材料与工件的焊接面呈约60度的夹角。
7. 开始焊接:点燃焊条,并将焊条的端面与焊接面轻轻接触,以产生电弧。
保持电弧持续熔化焊条和工件的焊接面,并以适当速度进行轻轻摆动。
8. 控制焊接速度和力度:通过调整焊接速度和力度,使焊条均匀地熔化并与工件融合。
过快的速度可能导致焊缝不牢固,而过慢的速度则会过度熔化工件。
9. 完成焊接:焊接至工件尽头时,将电焊材料从焊接面上移开,断开电焊电弧。
10. 检查焊缝:焊接完成后,检查焊缝的质量。
良好的焊缝应该均匀、牢固、无明显缺陷。
11. 清理工作:关掉焊机,清理焊接区域的焊渣和碎屑。
确保工作区域干净整洁。
以上是电焊电弧焊的基本操作方法,具体操作还需根据具体的焊接项目和工艺要求进行调整。
焊接时务必注意安全,遵循相关操作规范和安全措施。


常用焊接电弧及弧焊电源知识1 什么是焊接电弧?它有何主要性质?电弧是一种空气导电的现象,在两电极之间产生强烈而持久的放电现象,称为电弧。
由焊接电源供给的,具有一定电压的两电极间或电极与焊件间、在气体介质中产生的强烈而持久的放电现象称为焊接电弧。
其主要性质为:1)维持电弧放电的电压较低一般为10~50V。
2)电弧中的电流很大,可从几安到几千安。
3)具有很高的温度,弧柱中心温度可达5000~30000K,某些情况下可达50000K以上(等离子弧)。
正是由于弧柱中心具有如此高的温度,超过了金属的熔点,因此可以用来熔化金属,作为各种电弧焊方法的热源。
2 什么是等离子弧?它有何特点?利用等离子焊炬,将阴极(如钨极)和阳极之间的自由电弧压缩成高温、高电离度及高能量密度的电弧,称为等离子弧。
等离子弧的主要特点是:⑴能量高度集中能量密度大,因此等离子弧对焊件加热集中,熔透能力强,可采用比钨极氩弧焊高得多的焊接速度进行焊接。
⑵温度高生产中使用的等离子弧其弧柱中心温度可达18000~24000K,比普通焊接电弧高出很多。
⑶焰流速度大,可达300m/s以上。
因此,等离子弧被广泛应用于焊接、喷涂、堆焊以及金属和非金属的切割。
3 焊接电弧由哪几部分所组成?各部分的性质如何?焊接电弧在其轴线方向由阴极区、阳极区和弧柱三部分所组成,见图1。
⑴阴极区电弧紧靠负电极的区域。
阴极区很窄,约为10-5~10-6cm。
电弧放电时,负电极表面上集中发射电子的微小区域,称为阴极斑点。
阴极斑点是负电极上具有光亮的部分,是阴极区温度最高的地方。
⑵阳极区电弧紧靠正电极的区域。
阳极区较阴极区宽,约为10-3~10-4cm。
电弧放电时,正电极表面上集中接收电子的微小区域,称为阳极斑点。
阴极斑点是正电极上具有光亮的部分,是阳极区温度最高的地方。
⑶弧柱电弧阳极区和阴极区之间的部分为弧柱。
阴极区、阳极区和弧柱长度之和组成焊接电弧的长度,简称弧长,即L=L阴+L阳+L柱式中L——弧长(cm)L阴——阴极区长度(10-5~10-6cm)L阳——阳极区长度(10-3~10-4cm)L柱——弧柱长度(cm)由于阴极区和阳极区的长度都是极短的,而弧柱的长度占了弧长的极大部分,故弧柱长度就可以认为是弧长。