ProE 塑料顾问分析教程
- 格式:pdf
- 大小:3.03 MB
- 文档页数:28
ProE在塑料成型工艺及模具设计教学中的作用Pro/E是美国PTC公司于2010年10月推出三维实体造型设计软件包。
它是整合了PTC公司的三个软件Pro/Engineer的参数化技术、CoCreate 的直接建模技术和ProductView的三维可视化技术的新型CAD设计软件包,是PTC公司闪电计划所推出的第一个产品。
它可以针对不同的任务应用将采用更为简单化子应用的方式,所有子应用采用统一的文件格式以及单一数据库。
模具设计人员可以随时计算出塑料件的表面积、体积、质心,输入材料密度等还可以算出重量等,在进行数据修改时,无论在三维实体造型及装配、制造或二维工程图生存上均能自动同步修正,避免发生人为更改图纸的疏漏情形,大幅度缩短模具设计周期,设计者可不断完善模具设计工作,直至加工出合适的模具。
Pro/E在功能上完全满足了现代产业中产品设计加工中并行工程的需要。
2传统塑料成型工艺及模具设计课程教学中存在的问题2.1传统人才培养模式不能体现现代模具技术的发展在应用型本科院校现行的培养计划中,模具设计课程的总学时一般较少,共课时为40学时左右,除去8~10学时的课程实验,理论授课学时更少,课堂教学只能见到介绍传统的模具结构知识,根本没时间介绍现行的模具行业情况,而模具行业是一个需要长期积累经验的行业,一般的模具设计人员需学习2~3年,而一名可独立设计模具的优秀设计师,至少需有5年的从业经验。
由于仅仅非常枯燥的理论学习,没有直观的教学方法,很难保证培养目标的实现。
2.2教学实践环节薄弱模具设计是多学科的工种,材料、制造工艺、注塑工艺、视图原理,软件操作等等,实践学时少,实践条件差,甚至很多地方高校没有模具车间,在实践教学过程中存在许多问题,主要表现在以下几个方面:由于学生没见过实体模具,对模具方面的感性知识缺失,对模具整体和各个组成部分之间的相互关系及功能都没有最基本的了解,刚上模具课时不能马上进入角色,概念模糊,兴趣不高,学习效率低下。

塑料模具设计中Pro∕E软件的应用Pro/Engineer(Pro/E)是目前最先进和最为广泛使用的三维计算机辅助设计(CAD)软件之一,它拥有强大的建模工具,能够帮助用户设计和制造各种产品,特别是在塑料模具设计中,Pro/E软件的应用更是发挥了重要作用。
一、Pro/E对塑料模具设计的重要性塑料模具设计是塑料加工过程中不可或缺的一环。
它的设计结果直接决定了塑件的质量、精度和生产效率。
因此,为了在塑料加工后期得到高质量的产品,塑料模具的设计必须精确、准确并且可行性强。
而Pro/E作为一个全面的三维建模软件,在构建复杂模型和分析过程中的效率高、准确性高,并能够更好的满足塑料模具设计的需求。
二、Pro/E在塑料模具设计中的应用1、模型建立在Pro/E中,用户可以根据需要构建很多种类型的模型,例如实体模型、表面模型、线框框架模型等,并且可以为每个部件设置材料属性、表面特性等。
这种规范化的设计方式,可以帮助用户更好地组织和控制模型的构建过程。
Pro/E还可以自动生成各种固体体和空间体,然后进行分解、和部件拆分,最后将模型细化和变形操作。
除此之外,用户还可以进行细节设计和加工细节设计,使得模型更符合实际操作要求。
2、动态仿真在塑料制品加工过程中,动态仿真分析起着极为重要的作用。
而Pro/E则拥有强大的模拟和仿真功能,它可以为用户提供各种模拟方式,例如碰撞模拟、动态膨胀模拟、数据捕获分析等,这些仿真方法可以考虑真实物资的应力和变形情况,并以此为基础为模型优化提供数据支持。
3、模型优化在模具设计过程中,往往需要详细理解既有模型的现状,以便对其进行优化和调整。
Pro/E软件可以为用户提供专业的模型优化方案,包括配合最优化方法和模拟算法等。
Pro/E还拥有着快速的改进过程,用户可以通过对连续的历史版本进行比较,重新判断和抉择模型的优劣之处,以期在最短时间内将模型调整到最好的状态。
4、模拟分析在塑料模具设计及生产过程中,需要进行各种质量和效益检查。
Equipment Manufacturing Technology No.12,2012模具行业是整个制造业的基石,其中注射成型是塑件生产中应用用最广泛的一种加工方法。
注射成型是一个相当复杂的成型过程,传统的注塑模具设计方法主要依靠模具设计者的设计经验,通常经过反复的试模和修正才能投入生产,因而,设计周期长,成本高。
随着市场竞争的不断加剧,塑料产品的研发周期也要求越来越短,并且产品结构越趋复杂,品质要求不断提高,传统设计方法益发捉襟见肘。
Pro/E 软件针对塑料制品模具设计开发了模流分析软件Plastic Advisor (塑料顾问)。
借助Plastic Advisor ,设计者通过模拟注塑零件的塑料填充过程,发现设计问题,优化设计,避免失败设计,避免漫长的试模修正过程,缩短模具设计制造周期,避免设计中的盲目性所造成的不必要的经济损失,节约成本,抢占市场先机。
本文以跳绳手柄为例来说明塑料产品模具设计中的模流分析方法和过程。
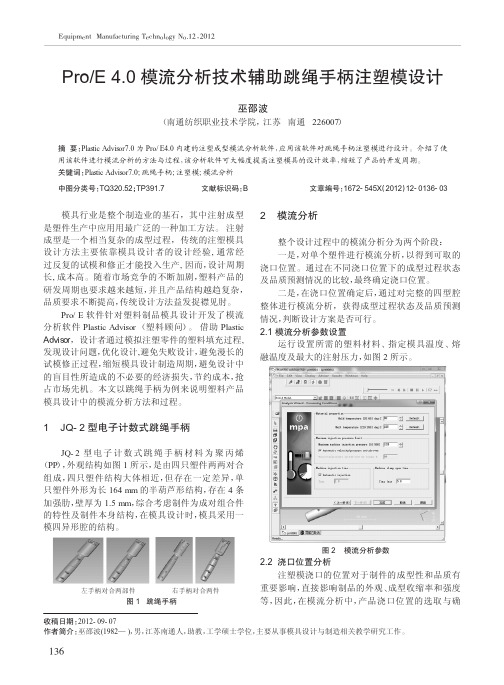
1JQ-2型电子计数式跳绳手柄JQ-2型电子计数式跳绳手柄材料为聚丙烯(PP ),外观结构如图1所示,是由四只塑件两两对合组成,四只塑件结构大体相近,但存在一定差异,单只塑件外形为长164mm 的半葫芦形结构,存在4条加强肋,壁厚为1.5mm ,综合考虑制件为成对组合件的特性及制件本身结构,在模具设计时,模具采用一模四异形腔的结构。
2模流分析整个设计过程中的模流分析分为两个阶段:一是,对单个塑件进行模流分析,以得到可取的浇口位置。
通过在不同浇口位置下的成型过程状态及品质预测情况的比较,最终确定浇口位置。
二是,在浇口位置确定后,通过对完整的四型腔整体进行模流分析,获得成型过程状态及品质预测情况,判断设计方案是否可行。
2.1模流分析参数设置运行设置所需的塑料材料、指定模具温度、熔融温度及最大的注射压力,如图2所示。
2.2浇口位置分析注塑模浇口的位置对于制件的成型性和品质有重要影响,直接影响制品的外观、成型收缩率和强度等,因此,在模流分析中,产品浇口位置的选取与确Pro/E 4.0模流分析技术辅助跳绳手柄注塑模设计巫邵波(南通纺织职业技术学院,江苏南通226007)摘要:Plastic Advisor7.0为Pro/E4.0内建的注塑成型模流分析软件,应用该软件对跳绳手柄注塑模进行设计。

【国立勤益技术学院CAE实验室】讲义《模流分析基础入门》谢庆雄博士编着@版权所有允许下载、复制、打印,但禁止贩售或用于商业用途/第八章问题排除塑料射出成形制程相当复杂,牵涉因素众多,当发现问题时,应该先确定制程的稳定性,确定瑕疵并非由于过度制程所引起的。
排除射出成形问题并没有固定的步骤,但是,至少针对有些因为操作特性所导致的瑕疵,可以建议有效的改善方法8-1包风包风(airtraps)是指熔胶波前将模穴内的空气包覆,它发生在熔胶波前从不同方向的汇流,或是空气无法从排气孔或镶埋件之缝隙逃逸的情况。
包风通常发生在最后充填的区域,假如这些区域的排气孔太小或者没有排气孔,就会造成包风,使塑件内部产生空洞或气泡、塑件短射或是表面瑕疵。
另外,塑件肉厚差异大时,熔胶倾向于往厚区流动而造成克流效应(race-trackingeffect),这也是造成包风的主要原因,如图8-1所示。
Melt图8-1熔胶波前从不同方向汇流,而造成包风要消除包风可以降低射出速度,以改变充填模式;或者改变排气孔位置、加大排气孔尺寸。
由于克流效应所造的包风可以藉由改变塑件肉厚此例或改变排气孔位置加以改善排气问题。
包风的改善方法说明如下:(1)变更塑件设计:缩减肉厚比例,可以减低熔胶的克流效。
(2)应变更模具设计:将排气孔设置在适当的位置就可以改善排气。
排气孔通常设在最后充饱的区域,例如模具与模具交接处、分模面、镶埋件与模壁之间、顶针及模具滑块的位置。
重新设计浇口和熔胶传送系统可以改变充填模式,使最后充填区域落在适当的排气孔位置。
止匕外,应确定有足够大的排气孔,足以让充填时的空气逃逸;但是也要小心排气孔不能太大而造成毛边。
建议的排气孔尺寸,结晶性塑料为0.025厘米(0.001英口寸),不定形塑料为0.038厘米(0.0015英口寸)。
(3)调整成形条件:高射出速度会导致喷射流,造成包风。
使用较低的射出速度可以让空气有充足的时间逃逸。
8-2黑斑、黑纹、脆化、烧痕、和掉色黑斑(blackspecks和黑纹(blackstreaky是在塑件表面呈现的暗色点或暗色条纹,如图8-2所示。

基于Pro/E中塑性顾问的电池盒后盖的塑性分析摘要:模具cae技术在模具设计与制造中应用日益广泛,以pro/engineer软件的cae辅助分析工具为平台,对电池盒后盖零件进行塑料充填模拟分析,分析结果为模具设计提出较好的建议,避免出现缺陷,缩短产品的开发周期。
pro/e软件的cad/cam/cae集成系统使其在注塑模具计算机辅助设计中的应用优势尤为明显。
关键词:pro/e;塑性顾问;cae;塑性分析;模具设计中图分类号:tp317 文献标识码:a 文章编号:1009-3044(2013)07-1694-051 概述在塑料加工行业中约有95%的产品靠模具生产[1],为降低塑件缺陷,提高塑件质量,降低废品率,塑料注射成型cae商品化软件应用日益广泛。
该文运用pro/e软件中的cae分析辅助工具——塑性顾问(plastic advisor)对电池盒后盖零件进行模拟分析,利用分析结果对模具设计过程提出有效建议。
2 cae技术应用的必要性注射成型时,塑料在型腔中的流动和成型,与材料的性能、塑件的形状尺寸、成型温度、成型速度、成型压力、成型时间、模腔表面情况和模具设计等系列因素有关[2-4]。
因此,针对形状复杂、质量和精度要求较高的塑件,特别是新产品试制,对于一个具有丰富经验的工艺和模具设计人员来讲,也很难保证第一次设计出来的模具就能生产出合格产品。
生产实际表明在试制过程中,常常需要反复调试和修改模具,有时甚至需要在总结试验数据的基础上重新进行模具设计,这样将导致产品开发周期长,成本高,影响产品的更新换代。
而应用cae技术,可以使新设计的塑件和模具一次试模成功率增大,解决诸如塑件翘曲变形、尺寸不稳定和模具加工周期长等问题,并降低加工成本。
cae是用计算机对产品开发过程的形状、制图、分析、实验等一系列综合的工程作业,塑料模设计和制造的cae是从狭义出发,主要是在设计模具之前对熔料的热、流动、物理性能和应力分析进行模拟。