C5225E×16_10双柱立式车床电路图
- 格式:pdf
- 大小:281.73 KB
- 文档页数:18
C5225立式车床电气系统改进设计摘要更新改造旧机床是最近几年发展起来的一个新兴产业,购买新的机床是提高产品质量和效率的重要途径,但是成本高,许多企业在短时间内无法实现,这严重阻碍企业设备更新的步伐。
为此把普通机床改造,不失为一条投资少、提升产品质量及生产效率的捷径。
该设计是对C5225立式车床的控制系统的PLC控制改造的研究设计。
电气控制系统控制逻辑采用硬件接线,利用继电器机械触点的串联或并联等组成控制逻辑,其连线多且复杂、体积大、功耗大,系统构成后,想再改变或增加功能较为困难。
另外,继电器的触点数量有限,所以电气控制系统的灵活性和可扩展性受到很大限制。
采用连线少、体积小、功耗小、控制速度快、可靠性高、功能完善的PLC控制系统,来代替电气控制系统中继电器控制逻辑,配以合适的控制系统,可使机床控制功能更加丰富,自动化水平大大提高。
此次设计从被控对象的I/O点数和性价比高、综合成本低这几个主要原则出发,主要进行了控制装置选型,PLC的地址分配和用梯形图编辑的PLC控制程序设计。
关键词:电气改造;继电器;PLC;梯形图ABSTRACTRetrofitting obsolete old machine tools is an industry developed in the recent years , Purchasing new machines is an important way to improve production precision and efficiency, but it may not come true to many enterprises because it cost much .Enterprises’equipment updating step are counteracted severly. So General lathe's reforming is a quick way that costs less, improve production precision and efficiency.. this design makes a reconstruction towards Research and Design for C5225 vertical type lathe Reconstruction on PLC Control.The electrical control system control logic of the hardware connection, relay use machinery series or parallel contacts and other components of the control logic, the attachment is much and complex, large size, power, system structure, want to change or add a function more difficult. In addition, relay contact quantity is limited, so the electrical control system of flexibility and expansibility is very limited.My purpose is to use the state of PLC memorizer unit to replace the relay mechanical touch in series or parallel connection in electric control system, Systems controlled by PLC have few line connected and small cubage, little power cost and high control speed as well as precision, and that PLC have count function, which the electric control system don’t have commonly.This design on the principle of the number of I/O spot in object controlled and high performance to price ratio and low comprehensive cost . PLC’s address distribution and PLC control edited by ladder diagram is mainly designed.Keywords: electric control reconstruction; relay; PLC; ladder program目录第1章绪论 (1)1.1 车床的历史及发展 (1)1.1.1 车床的历史 (1)1.1.2 车床的诞生及发展 (1)1.2 普通机床及C5225立式车床的简介 (2)1.2.1 普通机床的基本知识 (2)1.2.2 C5225立式车床简介 (2)第2章系统总设计 (5)2.1 PLC控制系统的设计基本内容 (5)2.2 PLC控制系统设计原则与步骤 (5)2.2.1 PLC控制系统设计的基本原则 (5)2.2.2 PLC控制系统设计步骤 (5)第3章 PLC及其在立式车床加工中的应用 (7)3.1 可编程控制器的背景 (7)3.2 PLC简介 (7)3.2.1 PLC的组成 (7)3.2.2 可编程控制器的特点 (9)3.2.3 PLC的分类 (10)3.3 PLC的工作 (10)3.3.1 PLC的性能指标 (10)3.3.2 PLC工作原理 (11)3.3.3 PLC的编程语言 (13)3.4 PLC在我国的车床中的应用 (16)第4章系统硬件设计 (17)4.1 主要电气元件的简介 (17)4.1.1 电动机的概述 (17)4.1.2 交流接触器和中间继电器 (18)4.1.3 保护电气 (18)4.1.4 控制电器 (18)4.2 PLC的选型 (19)4.2.1 PLC选型的基本内容 (19)4.2.2 西门子S7-200的控制性能的优点 (20)4.2.3 S7-200 PLC功能介绍 (20)4.3 I/O地址的分配 (21)4.4 I/O接线图 (23)第5章 C5225立式车床控制原理电路图概述及原理分析 (25)5.1 车床改造的目的 (25)5.2 PLC控制系统与电气控制系统的比较 (25)5.3 C5225型立式车床接触器-继电器控制电路概述 (26)5.3.1 油泵电动机M2控制 (26)5.3.2 主轴电动机M1控制 (27)5.3.3 横梁升、降控制 (28)5.3.4 刀架控制 (28)5.4 C5225型立式车床控制特点 (29)5.5 PLC控制梯形图设计 (29)5.6 PLC控制指令语句表 (32)5.7线路安装过程中的问题 (2)第6章总结 (3)参考文献 (4)致谢 (5)附录 (6)第1章绪论1.1 车床的历史及发展1.1.1 车床的历史公元前二千多年出现的树木车床是机床最早的雏形。
本科电气技术课程设计说明书题目:C5225型双柱立式车床电气控制设计完成日期:二Ο一四年五月目录一设计概况 (3)二.控制设计要求: (3)三.设计方案及确定 (3)四.器件的选择 (3)4.1断路器的选择 (3)4.2 熔断器的选择 (4)4.3 交流接触器的选择 (4)4.4 热继电器的选择 (4)4.5 中间继电器的选择 (4)4.6 按钮的选择 (4)4.7 导线的选择 (4)五.器件明细 (5)六.电气控制板的布置与安装 (5)七.PLC控制系统设计 (8)7.1 IO的分析,确定输入输出 (8)7.2 选择PLC (8)7.3 IO的分配 (8)7.4 PLC程序设计 (9)八总结与感受 (12)九参考文献 (13)一设计概况C5225型双柱立式车床主要由7台电动机组成,他们分别是:工作台主拖动电动机M1,油泵电动机M2,横梁升降电动机M3,右立刀架快速电动机M4,右立刀架进给电动机M5,左立刀架快速电动机M6,左立刀架进给电动机M7。
二.控制设计要求:(1)M1实现Y/△启动,只可正转运行,并可实现能耗制动。
(2)M2必须先启动,M1才能工作,M2连续工作。
(3)横梁可以实现升,降功能。
(4)左,右立刀架均点动运行且通过行程开关控制左,右行程。
(5)刀架进给可实现点动/常动控制。
(6)刀架快速和进给不可同时进行。
(7)电机具有短路,过载保护,整个线路具有短路保护。
(8)控制电路电压为380V。
三.设计方案及确定M1实现Y/△启动,利用时间继电器控制转换,先启动M2才可启动M1,M2连续工作给电机二的启动按钮进行自锁,利用控制顺序的原理。
横梁的升降利用互锁原理,按钮自锁实现常动控制,利用行程开关控制行程。
右立刀架快速电动机M4只是点动,但不可与刀架进给同时运行,我利用接触器互锁的原理实现。
刀架的进给实现点/常动控制,点常动并联,并给常动按钮自锁。
短路保护用熔断器,过载保护用热继电器。
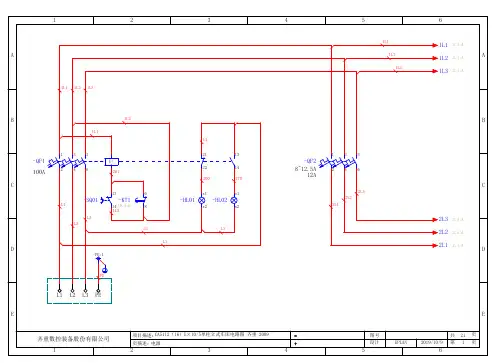
C型双柱式车床电气原理图TYYGROUP system office room 【TYYUA16H-TYY-TYYYUA8Q8-C5225型立式车床电气控制电路概述C5225立式车床电器控制电路原理图如图1所示。
从图1(a)可知,C5225型立式车床由7台电动机拖动;主轴电动机M1、油泵电动机M2、横梁升降电动机M3、右立刀架快速移动电动机M4、右立刀架进给电动机M5、左立刀架快速移动电动机M6、左立刀架进给电动机M7。
从图1(b)、(c)可知,只有在油泵电动机M2启动运行、机场润滑状态良好的情况下,其它的电动机才能启动。
(1)油泵电动机M2控制按下按钮SB2,接触器KM4通电闭合,油泵电动机M2启动运转,同时14区接触器KM4的常开触点闭合,接通了其它电动机控制电路的电源,为其他电动机的启动运行作好了准备。
(2)主拖动电动机M1控制主拖动电动机M1可采用降压启动控制,也可采用正、反转电动控制,还可采用停车制动控制,由主动拖动电动机M1拖动的工作台还可以通过电磁阀的控制来达到变速的目的。
①主拖动电动机M1的Y-△降压启动控制。
按下按钮SB4(15区),中间继电器K1闭合并自锁,接触器KM1线圈(17区)通电闭合,继而接触器KMY线圈(24区)通电闭合,同时时间继电器KT1线圈(21区)通电闭合,主拖动电动机M1开始Y-△降压启动。
经过一定的时间,时间继电器KT1动作,接触器KT1线圈断电释放,接触器KMY线圈断电,接触器KM△线圈(26区)通电闭合,主拖动电动机M1△接法全压运行。
②主拖动电动机 M1正、反转点动控制。
按下正转电动按钮SB5(17区),接触器KM1线圈通电闭合,继而接触器KMY通电闭合,主拖动电动机M1正向Y接法电动启动转动。
按下反转电动按钮SB6(20区),接触器KM2线圈(20区)通电闭合。
继而接触器KMY通电闭合,主拖动电动机M1反向Y接法点动启动转动。
③主拖动点动机M1停车制动控制。
C 5225双柱立式车床电控系统PLC改造
刘科芳
【期刊名称】《机床电器》
【年(卷),期】2005(032)004
【摘要】采用PLC改造双柱立式车床,简要介绍了系统的控制原理、程序设计及实际改造中遇到的问题.
【总页数】2页(P40-41)
【作者】刘科芳
【作者单位】重汽集团专用汽车公司,266031
【正文语种】中文
【中图分类】TP391.8
【相关文献】
1.C5225型立式车床电气PLC改造 [J], 赵鹏
2.用PLC改造罗马尼亚Sc1600双柱立式车床 [J], 皇甫鸿宾
3.C5220双柱立式车床电控部分PLC改造方案 [J], 缑西梅;黎孜模
4.用小型PLC改造蒸汽发生器电控系统 [J], 康英武;
5.用PLC改造2m立式车床电气系统 [J], 李明白
因版权原因,仅展示原文概要,查看原文内容请购买。
. 毕业设计(论文)(XXXX 届)设计(论文)题目C5225 型立式车床的PLC 控制改造办学点(系)专业班级学号学生姓名起讫日期地点指导教师摘要. . C5225 型立式车床为大型立式加工车床,主要用于加工径向尺寸大而轴向尺寸相对小的重型及大型工件。
论文论述了用PLC 控制的系统或设备,取代传统继电器、接触器电气控制,不但功能得到完善完善、接线少、可靠性高,提供了控制精度,解决了生产管理上的存在的缺陷,大大降低了操作者和劳动者的劳动强度,且结构简单,编程方便,调试周期短,可靠性高,抗干扰能力强,不易出故障,维修方便,系统性能好,对工作环境要求低等优点。
本文制定可编程控制器C5225 型立式车床电气控用制的设计方案包括PLC 机型的选择、PLC 对C5225 立式车床控制系统进行了改造,并给出了PLC 的I/O 分配表和接线图及PLC 的梯形图控制程序。
关键词:C5225 型立式车床;PLC 控制;可编程控制器;梯形图;前言. . 立式车床主要分为机械和电气控制两大组成部分,机床机械部分相对比较稳定,使立式车床运行在最优状态主要取决于电气控制系统控制方式。
传统的普通立式车床功能不是很完善、接线繁琐、可靠性不是很高,控制精度不行,生产管理上存在着缺陷,操作者和劳动者的劳动强度很大,且维修繁琐,系统性能不好,与先进制造技术相比显得较为落后,这对加工性能及成本有很大的影响,甚至无法在一些加工精度要求稍高的工件场合下使用,本文通过对原系统以及C5225 立式车床加工运行性能和要求进行分析研究,设计一套低成本高性能的电气控制系统,最大限度发挥机床的加工潜力,提高可靠性,降低运行成本,对C5225 立式车床加工性能的提高和使用有很大的实际意义。
我们运用PLC 作为一种控制器,改造C5225 型立式车床的电气控制系统。
将立式车床的功能完善,在结构上接线少,使用维修方便。
器故障诊断功能也是一大优点,故障自诊断功能是工业控制系统的智能化的一个里程碑,其能使工业智能化控制,生产质量和指标进一步提高。
广西农业职业技术学院毕业论文题目C5225型双柱立式车床电气控制系统典型故障的检修专业电气自动化技术班级电气自动化1401姓名韦妮、文杰、周胜新、梁文钰指导教师姓名蒙雪兰职称副教授起止日期本人声明我声明, 本论文及其设计工作是由本人在指导教师的指导下独立完成的, 在完成论文时所利用的一切资料均已在参考文献中列出。
作者(签名)年月日目录摘要C5225型立式车床为大型立式加工车床,主要用于加工径向尺寸大而轴向尺寸较小的重型和大型零件。
本文介绍C5225型立式车床前言1.1 C5225型双柱立式车床的型号意义及基本结构、运动形式C5225型立式车床是一种万能双柱立式车床,具有两个刀架,一般应用于冶金行业车制各种大型工件。
可用于内外圆柱面、圆锥面、端面、内孔、切槽、切断等加工。
其外形如图1所示。
(1)该车床型号的含义C:类代号(车床类)5:组代号(双柱立式车床组)2:系代号(立式车床系)25:最大加工直径2500mm(2)基本结构及运动形式本机床由工作台与底座、龙门架、变速箱、横梁、左右刀架、左右进给箱等部分组成。
其中龙门架主要由左、右立柱,顶梁,中间梁等部分组成,横梁沿立柱导轨上、下移动,横梁升降的电机及蜗轮箱置于顶梁内。
横梁是靠蝶形弹簧通过杠杆夹紧于立柱上。
横梁升降的操纵按钮在悬挂按钮站上。
变速箱紧固在工作台底座后部上。
主电机由联轴器与变速箱相连接。
变速箱由变速油缸来实现十六种转速的变换。
转速变换选择开关在悬挂按钮站上。
工作台由主电机经变速箱直接启动和制动。
工作台仅有正向工作转动,但可以正反方向点动,以便于工件找正。
工作台上镶有铸造锌合金ZznAl10-5耐磨导轨板,并在导轨间通入压力油(0.2-0.4Mpa)以提高导轨承载能力。
工作台主轴上装有NN3056K、NN3040K型双列短圆柱滚子轴承,其内环带有锥度,用以调整径向间隙,以保证主轴能在高精度下平稳地工作。
左右两个进给箱装在横梁的两端。
两个进给箱的结构是相同的。
泽诚数控机械有限公司C5225型使用说明书机床的基本参数序号参数单位C5220 C5225 C52311 工作台直径毫米1800 2250 28002 工件最大车削直径毫米2000 2500 31503 工件最大高度毫米1250 1600 16004 工件最大重量公斤6300 10000 100005 刀架最大切削力、右刀架公斤3500 3500 3500左刀架公斤3000 3000 30006 最大总切削力公斤6300 6300 63007 工作台最大扭转力矩公斤/米5000 6300 63008 工作台变速级数级16 16 169 工作台变速范围转/分2.5-80 2-63 2-6310 进给量级数级18 18 1811 进给范围毫米/分0.25-90 0.25-90 0.25-9012 横梁行程毫米900 1250 125013 刀架行程水平毫米1180 1400 1730垂直毫米1000 1000 100014 横梁移动速度毫米/分350 350 35015 刀架快速移动速度毫米/分1560 1560 156016 刀架最大回转角度度±30°±30°±30°17 刀方尺寸(宽×高)毫米40×50 40×50 40×5018 主电机功率千瓦40 55 5519 机床外形尺寸(长×宽×高)毫米4740×4100×43005180×4560×46805840×5040×468020 机床重量公斤27450 31865 36037注:当电源频率为60赫兹时各电机转数皆提高百分之20,即工作台转速进给量,快速移动及横梁移动等的速度皆相应提高1.2倍机床的用途本机床是一种万能双立柱立式车床,机床具有两个立刀架,可用它粗切工件的外圆、内孔、端面及内外锥面等。
3.3 C5225型立式车床电气控制电路概述C5225立式车床电器控制电路原理图如图1所示。
从图1(a)可知,C5225型立式车床由7台电动机拖动;主轴电动机M1、油泵电动机M2、横梁升降电动机M3、右立刀架快速移动电动机M4、右立刀架进给电动机M5、左立刀架快速移动电动机M6、左立刀架进给电动机M7。
从图1(b)、(c)可知,只有在油泵电动机M2启动运行、机场润滑状态良好的情况下,其它的电动机才能启动。
(1)油泵电动机M2控制按下按钮SB2,接触器KM4通电闭合,油泵电动机M2启动运转,同时14区接触器KM4的常开触点闭合,接通了其它电动机控制电路的电源,为其他电动机的启动运行作好了准备。
(2)主拖动电动机M1控制主拖动电动机M1可采用降压启动控制,也可采用正、反转电动控制,还可采用停车制动控制,由主动拖动电动机M1拖动的工作台还可以通过电磁阀的控制来达到变速的目的。
①主拖动电动机M1的Y-△降压启动控制。
按下按钮SB4(15区),中间继电器K1闭合并自锁,接触器KM1线圈(17区)通电闭合,继而接触器KMY 线圈(24区)通电闭合,同时时间继电器KT1线圈(21区)通电闭合,主拖动电动机M1开始Y-△降压启动。
经过一定的时间,时间继电器KT1动作,接触器KT1线圈断电释放,接触器KMY线圈断电,接触器KM△线圈(26区)通电闭合,主拖动电动机M1△接法全压运行。
②主拖动电动机M1正、反转点动控制。
按下正转电动按钮SB5(17区),接触器KM1线圈通电闭合,继而接触器KMY通电闭合,主拖动电动机M1正向Y接法电动启动转动。
按下反转电动按钮SB6(20区),接触器KM2线圈(20区)通电闭合。
继而接触器KMY通电闭合,主拖动电动机M1反向Y接法点动启动转动。
③主拖动点动机M1停车制动控制。
当主拖动电动机M1启动运转时,速度继电器电器KS的常开触点(22区)闭合。
按下停止按钮SB3(15区)。
中间继电器K1、接触器KM1、接触器KM△线圈失电释放,速度继电器的常开触点(22区)复位断开,主拖动电动机M1能耗制动。
题目C5225型双柱立式车床电气控制系统典型故障的检修目录摘要C5225型立式车床为大型立式加工车床,主要用于加工径向尺寸大而轴向尺寸较小的重型和大型零件。
本文介绍C5225型立式车床前言1.1 C5225型双柱立式车床的型号意义及基本结构、运动形式C5225型立式车床是一种万能双柱立式车床,具有两个刀架,一般应用于冶金行业车制各种大型工件。
可用于内外圆柱面、圆锥面、端面、内孔、切槽、切断等加工。
其外形如图1所示。
(1)该车床型号的含义C:类代号(车床类)5:组代号(双柱立式车床组)2:系代号(立式车床系)25:最大加工直径2500mm(2)基本结构及运动形式图1 C5225型立式车床外形图2.1 C5225型立式车床控制特点C5225型立式车床在结构布局上的特点是主轴垂直布置,且工作台台面处于水平位置,所以,对加工的大型和重型零件比较容易保证精度。
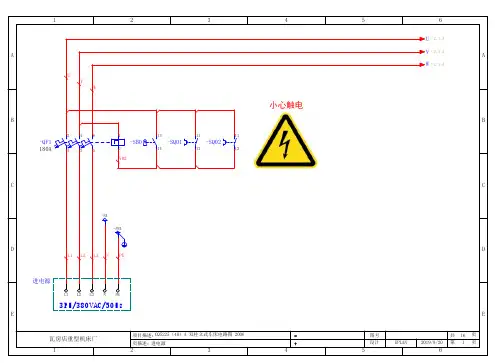
C5225型立式车床主电路如图2中的图(一)所示。
从图2中的图(一)中可以看出,主电路共有7台三相交流异步电动机,车床全部设备均由380V交流电源供电。
M2为油泵电动机,供给车床工作台润滑和液压装置的压力油。
M1为工作台主拖动电动机,它采用星三角降压启动和能耗制动,仅有正向工作转动。
但可作正反点动,以便调整刀具。
工作台的变速通过变速箱实现16种转速变换(见表5-3)。
M3为横梁升降电动机,通过机械传动使横梁沿立柱导轨上下移动。
M4为右立刀架快移动电动机。
M5为右立刀架进给电动机。
M6为左立刀架快速移动电动机,M7为左立刀架进给电动机。
由于机床加工的零件重量大,机床运行时需要有良好的润滑状态,因此在控制环节上采取了只有当油泵电动机M2起动运转,机床润滑油压力正常,也就是说机床润滑油供应正常的情况下,其他电动机才能起动运转。
3.1 C5225型双柱立式车床电气控制线路工作原理C5225型车床电路原理图如图2所示3.1 .1 主电路1)主轴电动机M1主电路C5225型立式车床主轴电动机M1主电路位处(1~3区),它是一个“正、反转Y-Δ降压启动控制主电路”。