日本图纸说明图幅说明日本图纸图幅各部分功能如下:WV原材料尺寸3X549重量机型图号表面粗糙度不加工1 ODDSMR1OODISLtHQ.gifiZt表面粗糙度 [00E】S B 040BIS B 0410冲压加工 周艮 瘠懂员营•较表面处理[.63图纸比例09.03.16。
9.03・13 1t弋国未注圆角 R0.8 IODO4白热处理变更番肾切削加工 10.310*5 材质STKR二、日本图纸视角日本采用的是第三视角法(在图纸图框右下角用“第3角法”标出),中国采用的是第一视角法。
第一视角法,也称第一象限法,俗称投影法;第三视角法,也称第三象限法,俗称镜面法。
第一角和第三角的区别:任何物体在空间位置都有八个位置,即所谓视角。
第一视角就是把物体放在座标系的第一象限;人在第一象限前方,人眼位置是光源,是人眼一物体一图形的顺序。
把物体向YZ平面投影得到主视图,向XY平面投影得到府视图,向XZ平面投影得到右视图。
即物体放在图纸和你的眼睛中间,从眼睛方向投影到图纸上。
第一分角二第三视角就是把物体放在座标系的第三象限,人还是在第一象限前方,用人眼透过座标平面去看物体,是人眼一图形一物体的顺序。
人眼所看到的物体在YZ平面留下的投影得到主视图,在XY平面留下的投影得到仰视图,在XZ平面留下的投影得到左视图。
第三视角是所见即所得,眼前看到什么就画下什么。
即图纸放在实物和你的眼睛中间,实物往你的眼睛方向投影到图纸上,简单说就是左视图在左边,右视图在右边。
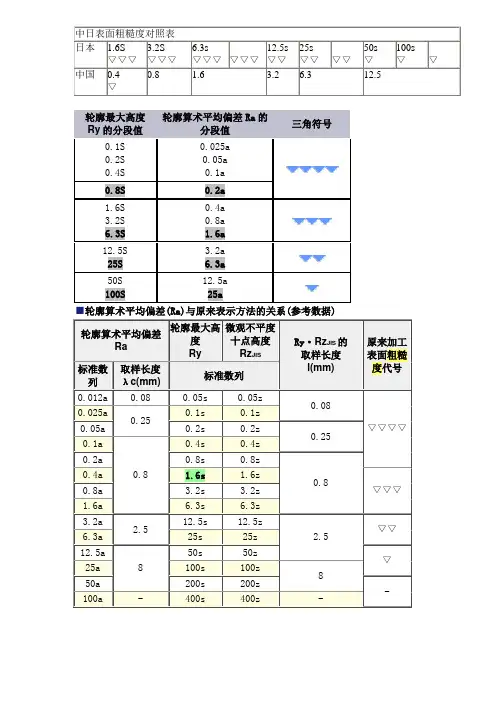
三、表面粗糙度日本用倒三角符号表示粗糙度,如下表所示,一个▽表示粗糙度25,两个▽表示6.3, 三个▽表示1.6,四个▽表示0.2, “〜”表示不作表面粗糙度要求的表面(按原材料的精度 控制)。
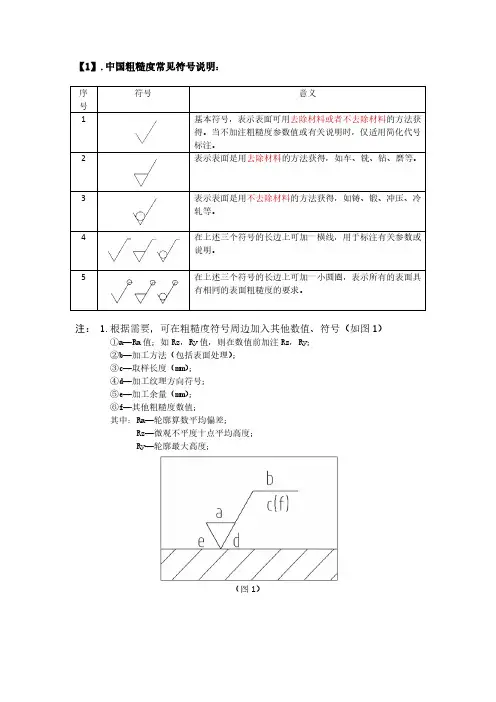
中日表面粗糙度对照表中 国旧 ▽ 14 V13 ▽12 ▽ 11 ▽ 10 ▽9 ▽ 8 ▽7 ▽6▽5V4▽3▽2 jVIRz 0.05 0.1 0.2 0.4 0.8 1.66.3 10 20 40 80 160 320 Ra 0.012 0.025 0.05 0.1 0.2 0.4 0'.? 1.63.2 6.3 12.5 25 50100日 本旧V VV7 V V V ,一 W W V VRz 0.05 0.1 0.2 0.4 0.8 1.6 3.2 6.3 12.5 25 50. 100 200 400Z Z Z Z z Z Z ZZ Z Z z Z Z_ - -» Ra 0.013 0.025 0,05 0.10 0.20 0.40 0.80 i.6 3.2 6.3 12.5 25 50 100a a a a a a a a aaaaaa ____日本图纸粗糙度无数字标注的:(单位utn ) 3y^ ^ ,一▽WV 表示RzW0,8 、RaW'0.20' 中国 V 表示用任何方法获得的表面,Ra 的谡大允许值为3.2umVW 表示 Rz 这6.3 家aWL6 5.2/VV 表示RzW25 Ra^6.3 V 表示用去除材料方法获得的表面,Ra 的最大允许值为3.2uni V 表示 Rz 近 100 Ra4253©日本图纸粗糙度有数字标注的:(单位um )V 表示用不去除材料方法获得的表面,Ra 的最大允许值为3.2um表示RzW0,4RaWO.lO图中a —Ra 值;如为Rz 、Ry 值,则在数值前应加注Rz 或Ry ;.16sI -------------------- 广 b —加工方法(包括表而处理)7 77 表示RzW1,6 RaW0,40 (_囱一)\) c 一取样长度(mm ) r' ♦12.5S/C Cf ) d —加工纹理方向符号W 表示 RzW12.5 RaW3.2 ne 一加工余量(mm ) 50s|、V*、、、 f —其他粗糙度数值 ……▽ 表示RzW50Ra^l2.5 降代5芥---------- 加轮廓算术平均偏差,Rz 微观不平度十点高度,Ry 轮廓最大高度注:1、若表面粗糙度符号上有字母“G”,代表研磨、磨削加工。