ZW20真空断路器作业指导书
- 格式:doc
- 大小:53.50 KB
- 文档页数:5
ZW20-12真空断路器装配作业指导书
产品型号:
产品编号:
生产日期:
河南省三禾电气有限公司
产品编号 生产日期
挂卡时间 计划完成时间
序号 工位/项目 技术要求 装配人 复检人 检验结果 备注
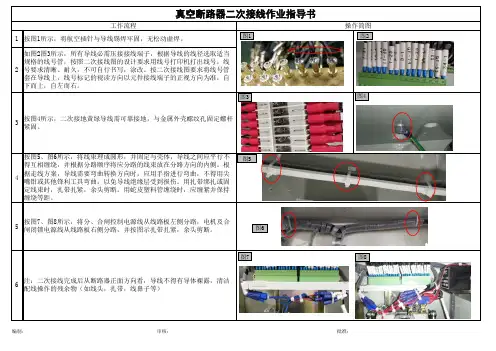
1 连接端子焊接 焊接牢固,无毛刺、无虚焊,标识整齐;
2 航空插座焊接 接线正确,焊接牢固,焊点光滑,标识规范;
3 绝缘盒与安装板配装 安装面正确,螺钉压接牢固;无倾斜,无松动现象
4 真空泡装配 真空管为TD型,各导电接触部位要接触充分,螺钉要紧固到位,无接触不良和倾斜现象;调整杆调整长度要符合工艺文件要求,托架与真空管间距离要保持紧贴,各固定螺钉要紧固牢固;导电夹与真空管动导电杆外截面要保持一致,紧固适当 A
编号B
C
5 绝缘拉杆配装 从下至上为调整丝-绝缘拉杆-弹簧座-超程弹簧-弹簧座-轴承-拐臂,然后用轴销锁定,长度符合文件要求
6 箱体底板装配 先把底板擦拭干净,放平整,用6个M12螺母锁 紧
7 连接端子装配 在端子绝缘垫上涂上硅脂,用5套M5x12螺钉紧固
8 绝缘盒装配 把3只装配好的绝缘盒依次放入箱体内,静导电杆朝向主轴侧,底座分别用4套M10x30内六方彩钉固定牢固,放置前要把静导电杆一端一次穿入零序互感器;
9 零序互感器装配 把托板水平放置在互感器本体固定钉孔处,方向要正确,TA0-1接S1,TA0-2接S2,分别用螺钉紧固;
编号
10 电流互感器装配 把TAa-1—TAa-4依次接入A相S1-S4和TAc-1—TAc-4依次接入C相S1-S4,压接牢固,按照相序分别套入A、C相绝缘盒出线侧绝缘管上;
编号
11 表链座安装 把链座套入导电杆,用M5x10不锈钢钉紧固牢固;表链压接良好,触角无弹出现象,表面整洁;
12 进出线套管装配 涂胶均匀无溢出,胶垫放置逢中、平整,法兰固定规范,紧固适当,接线排处于水平位置,无倾 斜现象;
13 主轴装配 按照顺序在本体上依次把托架-铜套-限位套-分闸簧拐臂-三相拐臂-油缓冲拐臂-限位套-铜套穿入主轴,入位要准确,固定要牢固,无倾斜及卡阻现象;转动部位加入适量润滑脂;
序号 工位/项目 技术要求 装配人 复检人 检验结果 备注
14 分闸弹簧装配 按照顺序在分闸簧定位轴上依次穿入弹簧座-分闸簧-弹簧座,安装后纵向要垂直;调整分闸簧总长度,锁紧分闸簧调整螺钉;
15 油缓冲装配 使油缓冲旋入托架,调整上部长度为3厘米,锁紧;
16 弹簧机构装配 把机构调整好(辅助开关在左上方),水平安装在箱体一端预埋螺钉上,并用4只M12螺母紧固牢固。 编号
17 连杆安装 在主轴键钉槽中放好键钉,连杆拨叉与主轴配装应吻合,连杆长度调整至104mm,两端用销钉贯注
17 机构罩附件装配 分别用3只螺母固定紧分合指针定位座(右上角处),储能轴座(左上角),储能指针座(左下角,内孔为小孔),分合操作轴座,压接要牢固,不得倾斜
18 二次线布线 按照布线图依顺序压接好二次线,压接牢固,字头规范,热缩管工艺良好,无漏套现象
19 机械特性调试 测试数据符合机械参数要求:开距为8.8-9.5mm,分闸20≤t≤60ms,合闸25≤t≤60ms,弹跳≤2ms,不同期≤1ms,
20 箱体封装 涂胶(硅油)均匀,配装规范,压接到位、紧凑,
21 功能试验 手动、电动分闸(合闸)正常;AC相电流定值正常;零序电流定值正常
22 密封试验 充气符合0.06Mpa,浸入水中10分钟,无漏气现象;
23 充气/检漏 主机箱充气400g,机构箱充气100g,充气时间25分钟,再密封箱中放置5小时后用检漏仪测得的SF6含量不能大于4ppm,密封塞要紧固牢固;
24 绝缘/耐压试验 一次绝缘均应大于1000MΩ;一次对地42kV,断口48kV,历时1分钟无击穿、闪络现象;
25 主回路电阻测量 用回路电阻测试仪实测ABC相回路电阻,每相测得的回路电阻要小于200uΩ,接触要良好;
26 包装 用油纸把本体包严,放好随机附件,再用木箱包装好包装箱外部要用黑墨喷上标示,包装牢固整齐;