20钢管化学成分
- 格式:doc
- 大小:97.50 KB
- 文档页数:3
20g钢管化学成分20g钢管化学成分:钢管是一种常见的金属材料,主要由铁和碳组成。
除了铁和碳之外,钢管中还含有其他元素,这些元素的含量和种类会对钢管的性能产生重要影响。
下面将详细介绍20g钢管的化学成分。
20g钢管的化学成分主要包括:碳(C)、硅(Si)、锰(Mn)、磷(P)和硫(S)等元素。
碳(C)是钢管中最主要的元素之一,其含量决定了钢管的碳当量。
碳的含量越高,钢管的硬度和强度也会相应增加。
但过高的碳含量会导致钢管的脆性增加,降低其可塑性和韧性。
20g钢管的碳含量较低,一般在0.17%至0.24%之间。
硅(Si)是钢管中的一种合金元素,对钢管的强度和硬度有一定影响。
适量的硅含量可以提高钢管的抗氧化性能和耐磨性。
20g钢管中硅的含量一般在0.17%至0.37%之间。
锰(Mn)是一种重要的合金元素,对钢管的强度和韧性有显著影响。
适量的锰含量可以提高钢管的强度和韧性,但过高的锰含量会导致钢管的脆性增加。
20g钢管中锰的含量一般在0.35%至0.65%之间。
磷(P)和硫(S)是钢管中的杂质元素,它们的含量应尽量控制在较低的水平。
过高的磷含量会导致钢管的冷脆性增加,而过高的硫含量会影响钢管的可焊性。
20g钢管中磷的含量一般控制在0.035%以下,硫的含量一般控制在0.035%以下。
除了上述主要元素外,20g钢管中还可能含有少量的铜(Cu)、铬(Cr)等合金元素。
铜的添加可以提高钢管的耐蚀性,而铬的添加可以提高钢管的耐磨性。
这些合金元素的含量一般较低,控制在0.30%以下。
总的来说,20g钢管的化学成分对其性能具有重要影响。
合理控制各元素的含量可以使钢管具有较高的强度、硬度和耐磨性,同时保持良好的可塑性和韧性。
这些性能使得20g钢管在工业领域有着广泛的应用。
20g钢管化学成分钢管是一种常用的金属材料,广泛应用于建筑、制造业等领域。
了解钢管的化学成分对于了解其性能和用途具有重要意义。
本文将介绍20g钢管的化学成分,包括主要元素和其含量。
20g钢管的化学成分主要由碳(C)、硅(Si)、锰(Mn)、磷(P)、硫(S)和铁(Fe)组成。
下面将逐一介绍各个元素的含量和作用。
1. 碳(C):是钢中最主要的元素之一,其含量在0.17%至0.24%之间。
碳的存在可以增加钢的硬度和强度,同时也影响其可焊性和可加工性。
适当的碳含量可以提高钢管的耐磨性和耐蚀性。
2. 硅(Si):是钢中的一种合金元素,其含量在0.17%至0.37%之间。
硅的存在可以提高钢的强度和硬度,同时还可以改善钢的可塑性和耐腐蚀性。
适当的硅含量可以提高钢管的耐高温性能。
3. 锰(Mn):是钢中的一种重要合金元素,其含量在0.35%至0.65%之间。
锰的存在可以增加钢的强度和韧性,同时还能提高钢的可塑性和耐冲击性。
适当的锰含量可以提高钢管的耐磨性和耐蚀性。
4. 磷(P):是钢中的一种有害杂质,其含量应控制在0.035%以下。
过高的磷含量会降低钢的韧性和可塑性,同时还会影响钢的焊接性能和耐腐蚀性。
因此,在生产过程中需要控制磷的含量。
5. 硫(S):是钢中的一种有害杂质,其含量应控制在0.035%以下。
过高的硫含量会降低钢的韧性和可塑性,同时还会影响钢的可焊性和耐腐蚀性。
因此,在生产过程中需要控制硫的含量。
6. 铁(Fe):是钢中的主要成分,其含量通常在99%以上。
铁是钢的基础元素,决定了钢的性能和用途。
其他元素的含量和作用都是为了改变钢的性能,而铁是构成钢的基础。
20g钢管的化学成分主要由碳、硅、锰、磷、硫和铁组成。
不同元素的含量和作用决定了钢管的性能和用途。
了解钢管的化学成分可以帮助我们选择合适的钢管材料,并了解其适用范围和性能特点。
在实际应用中,需要根据具体需求来选择合适的钢管材料,以确保工程质量和安全性。

20无缝钢管标准无缝钢管是一种重要的工业材料,广泛应用于石油、化工、电力、航空、机械等行业。
为了确保无缝钢管的质量和安全性能,国际上制定了一系列标准,其中20无缝钢管标准是其中之一。
本文将介绍20无缝钢管的标准要求及其应用领域。
一、20无缝钢管的材料要求20无缝钢管的材料要求主要包括化学成分和机械性能两个方面。
根据20无缝钢管标准,其化学成分要求为:碳含量在0.17-0.24%,硅含量在0.17-0.37%,锰含量在0.35-0.65%,磷含量不超过0.035%,硫含量不超过0.035%。
同时,20无缝钢管的机械性能要求为:抗拉强度不低于410MPa,屈服强度不低于245MPa,延伸率不低于25%。
二、20无缝钢管的生产工艺要求20无缝钢管的生产工艺要求是保证其质量的关键因素之一。
根据20无缝钢管标准,其生产工艺要求包括热轧、冷轧、冷拔等工艺。
热轧工艺适用于生产大口径和壁厚的无缝钢管,冷轧工艺适用于生产小口径和壁厚的无缝钢管,而冷拔工艺适用于生产高精度的无缝钢管。
此外,20无缝钢管的表面质量也是生产工艺要求的一部分,其要求表面光洁、无裂纹、无划伤等。
三、20无缝钢管的检测要求20无缝钢管的检测要求是为了确保其质量和性能。
根据20无缝钢管标准,其检测要求包括化学成分分析、机械性能测试、尺寸测量和无损检测等。
化学成分分析是通过对无缝钢管中各元素含量进行检测,确保符合标准要求。
机械性能测试是通过拉伸试验等方法,测试无缝钢管的强度、延伸率等机械性能指标。
尺寸测量是对无缝钢管的外径、壁厚、长度等尺寸进行检测,确保符合标准要求。
无损检测是通过超声波、射线等方法,检测无缝钢管的内部缺陷情况,确保无缝钢管的质量安全。
四、20无缝钢管的应用领域20无缝钢管具有优良的耐压能力和耐腐蚀性能,广泛应用于石油、化工、电力、航空、机械等领域。
在石油领域,20无缝钢管被用于输送石油和天然气。
在化工领域,20无缝钢管被用于输送各种化学品和液体。
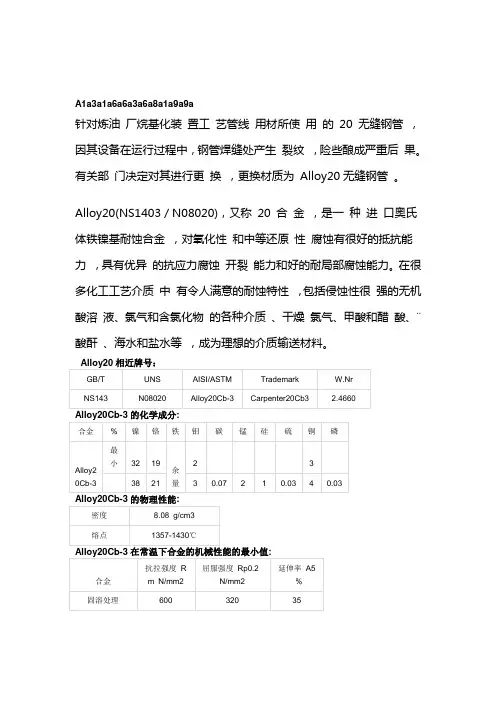
A1a3a1a6a6a3a6a8a1a9a9a针对炼油厂烷基化装置工艺管线用材所使用的20 无缝钢管,因其设备在运行过程中,钢管焊缝处产生裂纹,险些酿成严重后果。
有关部门决定对其进行更换,更换材质为Alloy20无缝钢管。
Alloy20(NS1403/N08020),又称20 合金,是一种进口奥氏体铁镍基耐蚀合金,对氧化性和中等还原性腐蚀有很好的抵抗能力,具有优异的抗应力腐蚀开裂能力和好的耐局部腐蚀能力。
在很多化工工艺介质中有令人满意的耐蚀特性,包括侵蚀性很强的无机酸溶液、氯气和含氯化物的各种介质、干燥氯气、甲酸和醋酸、¨Alloy20Cb-3合金具有以下特性:具有很多优异性能的耐蚀合金,对氧化性和中等还原性腐蚀有很好的抵抗能力,具有优异的抗应力腐蚀开裂能力和好的耐局部腐蚀能力在很多化工工艺介质中有满意的耐蚀特性。
Alloy20Cb-3应用范围应用领域有:湿法冶金及硫酸工业装置焊接性分析Alloy20(NS143/N08020)的焊接具有与奥氏体不锈钢相类似的问题,即具有较高的热敏感性,气孔生成率较高,容易产生未融合、未焊透等缺陷。
此外,铁镍基合金钢还具有较高的焊接热裂纹倾向、焊接区域产生晶问腐蚀倾向。
由于铁镍合金具有较高的镍含量,液态镍流动性差,焊接时易产生未熔合。
母材化学成分及力学性能见表1及表2。
珠光体钢合金元素含量远不及奥氏体钢,熔池中的氧化还原反应会引起合金元素的烧损;焊接熔池边缘,液态金属温度低、流动性差,熔化母材金属在熔池边缘上与填充金属不能实现很好地熔合,使得在靠近珠光体母材的狭窄区域内形成和焊缝金属内成分不同、宽度为 0.2~0.6 mm的过渡层,离熔合线越近,珠光体钢的稀释作用越强,特别是 Cr,Ni,Mo等合金元素的稀释。
焊接时考虑采用铬镍含量较高的焊条,改善异种钢熔合区质量,将不存在相变过程,接头各区组织应力小。
熔合区中碳扩散层的形成是由于珠光体钢含碳量较高,合金元素少,而奥氏体钢却相反。
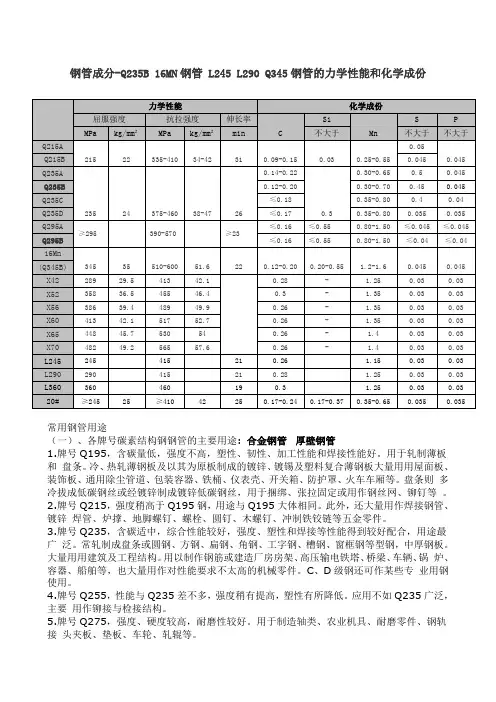
钢管成分-Q235B 16MN钢管 L245 L290 Q345钢管的力学性能和化学成份常用钢管用途(一)、各牌号碳素结构钢钢管的主要用途: 合金钢管厚壁钢管1.牌号Q195,含碳量低,强度不高,塑性、韧性、加工性能和焊接性能好。
用于轧制薄板和盘条。
冷、热轧薄钢板及以其为原板制成的镀锌、镀锡及塑料复合薄钢板大量用用屋面板、装饰板、通用除尘管道、包装容器、铁桶、仪表壳、开关箱、防护罩、火车车厢等。
盘条则多冷拔成低碳钢丝或经镀锌制成镀锌低碳钢丝,用于捆绑、张拉固定或用作钢丝网、铆钉等。
2.牌号Q215,强度稍高于Q195钢,用途与Q195大体相同。
此外,还大量用作焊接钢管、镀锌焊管、炉撑、地脚螺钉、螺栓、圆钉、木螺钉、冲制铁铰链等五金零件。
3.牌号Q235,含碳适中,综合性能较好,强度、塑性和焊接等性能得到较好配合,用途最广泛。
常轧制成盘条或圆钢、方钢、扁钢、角钢、工字钢、槽钢、窗框钢等型钢,中厚钢板。
大量用用建筑及工程结构。
用以制作钢筋或建造厂房房架、高压输电铁塔、桥梁、车辆、锅炉、容器、船舶等,也大量用作对性能要求不太高的机械零件。
C、D级钢还可作某些专业用钢使用。
4.牌号Q255,性能与Q235差不多,强度稍有提高,塑性有所降低。
应用不如Q235广泛,主要用作铆接与检接结构。
5.牌号Q275,强度、硬度较高,耐磨性较好。
用于制造轴类、农业机具、耐磨零件、钢轨接头夹板、垫板、车轮、轧辊等。
(二)、各牌号低合金高强度结构钢管的主要用途低合金高强度结构钢旧标准称低合金结构钢,又叫普通低合金结构钢。
1.牌号Q295钢,钢中只含有极少量的合金元素,强度不高,但有良好的塑性、冷弯、焊接及耐蚀性能。
主要用于建筑结构,工业厂房,低压锅炉,低、中压化工容器,油罐,管道,起重机,拖拉机,车辆及对强度要求不高的一般工程结构。
2.牌号Q345、Q390钢,综合力学性能好,焊接性能、冷热加工性能和耐蚀性能均好,C、D、E级钢具有良好的低温韧性。
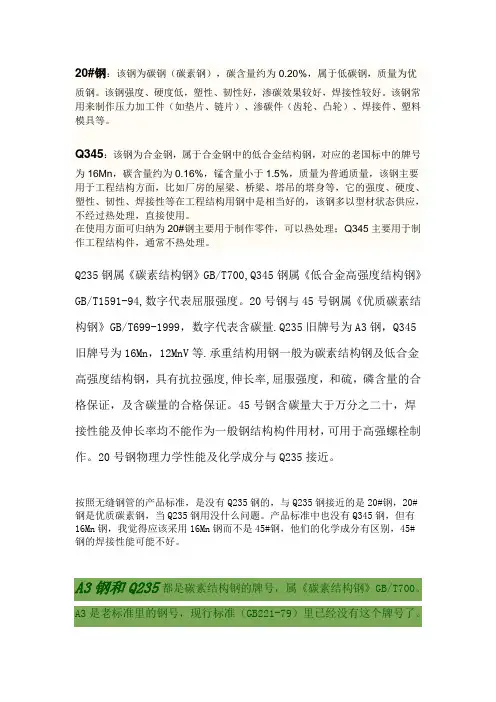
20#钢:该钢为碳钢(碳素钢),碳含量约为0.20%,属于低碳钢,质量为优质钢。
该钢强度、硬度低,塑性、韧性好,渗碳效果较好,焊接性较好。
该钢常用来制作压力加工件(如垫片、链片)、渗碳件(齿轮、凸轮)、焊接件、塑料模具等。
Q345:该钢为合金钢,属于合金钢中的低合金结构钢,对应的老国标中的牌号为16Mn,碳含量约为0.16%,锰含量小于1.5%,质量为普通质量,该钢主要用于工程结构方面,比如厂房的屋梁、桥梁、塔吊的塔身等,它的强度、硬度、塑性、韧性、焊接性等在工程结构用钢中是相当好的,该钢多以型材状态供应,不经过热处理,直接使用。
在使用方面可归纳为20#钢主要用于制作零件,可以热处理;Q345主要用于制作工程结构件,通常不热处理。
Q235钢属《碳素结构钢》GB/T700,Q345钢属《低合金高强度结构钢》GB/T1591-94,数字代表屈服强度。
20号钢与45号钢属《优质碳素结构钢》GB/T699-1999,数字代表含碳量.Q235旧牌号为A3钢,Q345旧牌号为16Mn,12MnV等.承重结构用钢一般为碳素结构钢及低合金高强度结构钢,具有抗拉强度,伸长率,屈服强度,和硫,磷含量的合格保证,及含碳量的合格保证。
45号钢含碳量大于万分之二十,焊接性能及伸长率均不能作为一般钢结构构件用材,可用于高强螺栓制作。
20号钢物理力学性能及化学成分与Q235接近。
按照无缝钢管的产品标准,是没有Q235钢的,与Q235钢接近的是20#钢,20#钢是优质碳素钢,当Q235钢用没什么问题。
产品标准中也没有Q345钢,但有16Mn钢,我觉得应该采用16Mn钢而不是45#钢,他们的化学成分有区别,45#钢的焊接性能可能不好。
A3钢和Q235都是碳素结构钢的牌号,属《碳素结构钢》GB/T700。
A3是老标准里的钢号,现行标准(GB221-79)里已经没有这个牌号了。
现行标准里,A3包含在Q235里了。
A3就相当于新牌号里的Q235A ,因为A3这个牌号毕竟曾经使用过,所以到现在还有不少人习惯于使用它,就象现在还有人习惯于使用“斤、两”这些单位一样。
20号钢无缝钢管标准钢无缝钢管是一种常用的管道材料,广泛应用于石油、天然气、化工、电力、航空、航天等工业领域。
钢无缝钢管的标准是保证产品质量和实施生产的基准,下面将介绍一些相关参考内容。
1. 钢管的基本要求:钢无缝钢管的基本要求一般包括化学成分、机械性能、外观和尺寸等方面的要求。
化学成分包括元素的含量和元素间的相互作用,机械性能包括强度、延伸率、硬度等指标,外观要求包括表面光洁度、无裂纹、无气孔等,尺寸要求包括壁厚、外径和长度等。
2. 材料标准:钢无缝钢管的材料一般采用碳素钢、合金钢、不锈钢等。
常见的材料标准有GB/T8162(结构用无缝钢管)、GB/T8163(液体输送用无缝钢管)、GB/T3087(低中压锅炉用无缝钢管)等。
3. 生产工艺标准:钢无缝钢管的生产工艺包括热轧、热扩(挤压)、冷拔、冷轧等。
不同的生产工艺对钢管的性能和外观有所影响,因此有相应的生产工艺标准来规范。
4. 接口标准:钢无缝钢管的接口是指与其他管道、管件等连接的部分。
常见的接口标准有GB/T9711(石油天然气工业输送钢管用焊接钢管)、API 5L(API标准的石油天然气工业用无缝钢管)等。
5. 检验和试验标准:为保证钢无缝钢管的质量,需要进行各种检验和试验。
常见的检验和试验标准有GB/T3094(钢结构用精密无缝钢管试验方法)、GB/T17396(无缝钢管压力试验方法)等。
6. 包装和运输标准:钢无缝钢管的包装和运输应符合相应的标准,以确保产品的完整性和安全性。
包装和运输标准一般包括包装材料、包装方式、运输条件等内容。
7. 标志和标识标准:钢无缝钢管应在表面或包装上标明相应的标志和标识,以避免混淆和误用。
常见的标志和标识标准有GB/T2102(钢管、钢丝绳、铁艺标志编码)等。
钢无缝钢管的标准是保证产品质量和生产的基准,上述内容是相关参考内容的一部分。
在实际使用中,我们应根据具体的需求和标准要求选择合适的材料和规格的钢无缝钢管。
304钢管和20钢管强度强度是指材料抵抗外部力量破坏的能力,是一个重要的材料性能指标。
在工程领域中,选择合适的材料和管道对于确保结构的安全和可靠性至关重要。
本文将重点讨论304钢管和20钢管的强度特性。
我们来介绍一下304钢管。
304钢管是一种具有优良耐腐蚀性和高强度的不锈钢材料。
它由18%的铬和8%的镍组成,具有良好的耐腐蚀性能,适用于在潮湿环境或常温下运输液体和气体。
304钢管的强度主要取决于其化学成分和加工工艺。
通常情况下,304钢管的屈服强度为≥205 MPa,抗拉强度为≥520 MPa。
这意味着304钢管可以承受较大的外部力量,具有较高的抗拉和屈服能力。
接下来,我们来看一下20钢管的强度特性。
20钢管是一种碳素结构钢,具有较高的强度和韧性。
它的主要成分是碳和硅,其中碳含量较高,达到0.17-0.24%,硅含量为0.17-0.37%。
20钢管的强度主要取决于其碳含量和热处理工艺。
一般来说,20钢管的屈服强度为≥245 MPa,抗拉强度为≥410 MPa。
这表明20钢管具有较高的强度和刚性,适用于承受较大的压力和外部力量。
比较304钢管和20钢管的强度特性,我们可以发现它们之间存在一些差异。
首先,304钢管的耐腐蚀性能优于20钢管,适用于潮湿环境或需要抵抗腐蚀的场合。
其次,304钢管的抗拉强度和屈服强度均高于20钢管,意味着304钢管可以承受更大的力量和压力。
然而,20钢管的碳含量较高,具有较好的韧性和耐磨性,适用于一些特殊场合。
在实际应用中,我们需要根据具体的工程要求选择合适的钢管材料。
如果对耐腐蚀性能有较高要求,可以选择304钢管;如果对强度和刚性要求较高,可以选择20钢管。
当然,在某些特殊情况下,也可以根据工程要求选择其他材料。
总结起来,304钢管和20钢管都具有一定的强度特性,但在耐腐蚀性能、抗拉强度和屈服强度方面存在差异。
在实际工程中,我们需要综合考虑各种因素,选择合适的钢管材料,以确保结构的安全和可靠性。
表120钢管化学成分表2焊材化学成分(%)表320钢管机械性能表4E4303焊条机械性能焊接工艺参数和无损探伤、机械性能试验结果分别见表5、表6、表7。
表5焊接试验工艺参数接头型式和层次分组焊接工艺参数焊道焊接电源焊接直径焊接电流(A)焊接电压(V)焊接速度(cm/min)线能量(kJ/cm) 方法极性材料(mm)20钢管:D57×5mm水平固定11TIGSMAW正接H08AE43031.6 85 12 5 12.22 2.5 80 22 6 21.1 21TIGSMAW正接H08Mn2SiE43031.6 85 12 4.8 12.82 2.5 80 22 6 21.1 31TIGSMAW正接TIG-J50E43032.5 90 15 6 13.52 2.5 90 23 6 20.720钢管:D57×5mm垂直固定4 12-312-312-3TIGSMAW正接H08AE43031.6 85 12 8 7.652.5 85 22 11 10.256TIGSMAW正接H08Mn2SiE4303TIG-J50E43031.6 85 12 5 12.22.5 85 22 10.6 10.6TIGSMAW正接2.5 90 15 810.132.5 80 22 1010.56 表6RT探伤结2.5果分组号缺陷性质判定级别1 多点气孔Ⅰ、Ⅱ2 夹渣Ⅱ3 无Ⅰ4 多点气孔Ⅰ5 无Ⅰ6 夹渣Ⅱ表7机械性能试验2现场焊接我们在施工现场进行手工钨极氩弧焊打底焊接低碳钢管时,曾采用过H08(或H08A)、H08Mn2Si、TIG-J50及ER705-3和瑞典OK焊丝,十多年的应用经验表明,没有发生焊接质量事故,焊缝能够满足设计和使用要求。
不同焊丝的差别主要是:使用H08A焊丝TIG打底时,焊缝根部容易产生气孔,焊缝成型差;使用H08Mn2Si和TIG-J50焊丝打底时,焊缝成型好,易于手工操作,气孔很少,焊缝质量容易保证。
20号钢管化学成分标准
一、碳(C)
碳是钢中的主要元素之一,其含量直接影响到钢材的强度、韧性、硬度以及耐腐蚀性能。
通常情况下,碳含量越高,钢材的强度和硬度越高,但韧性和耐腐蚀性能会降低。
20号钢管的碳含量应在
0.17%-0.23%之间。
二、硅(Si)
硅是钢中的有益元素之一,它可以提高钢材的强度、硬度、耐腐蚀性能和抗氧化性能。
硅含量在一定范围内时,硅含量越高,钢材的强度和硬度越高,但超过一定范围后,硅含量对钢材性能的影响会减弱。
20号钢管的硅含量应在0.15%-0.35%之间。
三、锰(Mn)
锰是钢中的有益元素之一,它可以提高钢材的强度、硬度、韧性和耐腐蚀性能。
锰可以与硫形成化合物,减少硫对钢材的不良影响。
20号钢管的锰含量应在0.35%-0.65%之间。
四、硫(S)和磷(P)
硫和磷是钢中的有害元素,它们会降低钢材的韧性、耐腐蚀性能和加工性能。
硫含量过高会导致钢材出现热脆性,磷含量过高会导致钢材出现冷脆性。
因此,20号钢管的硫含量应小于0.05%,磷含量应小于0.04%。
总之,对于20号钢管来说,要保证其具有优良的力学性能和使用性能,必须控制好碳、硅、锰、硫、磷等化学成分的含量。
20号钢管使用温度下限20号钢管的使用温度下限受材质和应用环境的影响。
下面将介绍20号钢管的常见材质和其适用的使用温度范围,以及一些需注意的问题。
20号钢管通常是指20#碳素结构钢管,这是一种较为常见的钢管材质,适用于一些一般性的工业和建筑领域。
20#碳素结构钢管的化学成分主要由碳、硅、锰和少量的硫、磷等元素组成。
这种钢管具有良好的可塑性、可焊性和机械性能,适用于制造机械零部件、工程构件、建筑结构等。
关于20#碳素结构钢管的使用温度下限,需要考虑以下几个方面:1.碳含量:20#碳含量较低,约为0.17-0.24%,相比高碳钢而言,其韧性较好。
这使得20#碳素结构钢管能够在较低温度下维持较好的强度和韧性。
通常,该材质的20号钢管的使用温度下限约为-20℃左右。
2.抗裂性能:20#碳素结构钢管具有良好的抗裂性能,能够在低温下抗拉伸、抗弯曲和抗冲击。
这使得20号钢管在低温环境下使用时,能够有效防止冷脆破裂等问题的发生。
3.焊接性能:20#碳素结构钢管具有较好的焊接性能,适用于各种常见的焊接方法,如电弧焊、气焊和焊接接圆等。
在低温环境下,焊接性能仍然可靠,不会出现焊缝脆化或者焊接强度下降等问题。
4.耐腐蚀性:20#碳素结构钢管的抗腐蚀性能较差,容易受到一些化学物质、湿气和腐蚀介质的侵蚀。
因此,在低温潮湿或者有腐蚀性气体的环境中,20号钢管的使用温度下限可能会降低。
总结起来,20号钢管的使用温度下限约为-20℃左右。
但需要注意的是,实际应用中,其下限温度也会受到其他因素的影响,如钢管壁厚、安装和使用环境等。
因此,在具体的应用场景中,还需要根据实际情况进行评估和确定。
最后,建议在选择20号钢管时,需要与钢管供应商或专业工程师沟通,以确保选择的钢管能够满足预期的低温使用要求,并保证所选钢管的质量达标。
钢中可分为低碳钢、中碳钢和高碳钢:低碳钢--含碳量一般小于0.25%;中碳钢--含碳量一般在0.25~0.60%之间;高碳钢--含碳量一般大于0.60%。
钢中除含有碳(C)元素和为脱氧而含有一定量硅(Si),锰(Mn)合金元素外,不含其他合金元素(残余元素除外)。
含碳量低于2.1%为钢,含碳量高于2.1%为铁。
钢中含碳量越高其韧性越差,铁中含碳量越高其韧性越好。
一般用无缝钢管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合结钢热轧或冷轧制成的。
10、20等低碳钢制造的无缝管主要用于流体输送管道。
45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。
一般用无缝钢管要保证强度和压扁试验。
热轧钢管以热轧状态或热处理状态交货;冷轧以热以热处理状态交货。
低中压锅炉用无缝钢管:用于制造各种低中压锅炉、过热蒸汽管、沸水管、水冷壁管及机车锅炉用过热蒸汽管、大烟管、小烟管和拱砖管等。
用优质碳素结构钢热轧或冷轧(拨)无缝钢管。
主要用10、20号钢制造,除保证化学成分和机械性能外要做水压试验,卷边、扩口、压扁等试验。
热轧以热轧状态交货、冷轧(拨)以热处理状态交货。
无缝方管是一种具有中空截面、周边没有接缝的长条钢材。
钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。
10号钢管化学成份:碳 C :0.07~0.14"硅 Si:0.17~0.37锰 Mn:0.35~0.65硫 S :≤0.04磷 P :≤0.35铬 Cr:≤0.15镍 Ni:≤0.25铜 Cu:≤0.25 ●10号钢管力学性能:抗拉强度σb (MPa):≥410(42)屈服强度σs (MPa):≥245(25)伸长率δ5 (%):≥25断面收缩率ψ (%):≥5,硬度:未热处理,≤156HB,试样尺寸:试样尺寸25mm ●10号钢管热处理规范及金相组织:热处理规范:正火,910℃,空冷。
JIS(Japanese Industrial Standard)标准是由日本工业标准调查会(Japanese Industrial Standard Committee 缩写JISC)制定的。
JIS标准各类钢铁产品标准由标准代号、字母类号、数字类号、序号、制定(或修订)年份组成见下表。
JIS标准中钢铁产品牌号字母代号见下表。
所有标准的无缝钢管种管化学成分和力学性能20号钢管化学成分|10号钢管化学成分|35号钢管化学成分|45号钢管化学成分|合金钢管化学成分表20号钢管化学成份:碳 C :0.17~0.24"硅 Si:0.17~0.37锰 Mn:0.35~0.65硫 S :≤0.035磷 P :≤0.035铬 Cr:≤0.25镍 Ni:≤0.25铜 Cu:≤0.2510#钢管化学成份:碳 C :0.07~0.14"硅 Si:0.17~0.37锰 Mn:0.35~0.65硫 S :≤0.04磷 P :≤0.35铬 Cr:≤0.15镍 Ni:≤0.25铜 Cu:≤0.2535#钢管化学成份:35#钢管:平均含碳量为0.32~0.40%,平均含硅量为0.17-0.37%,平均含锰量为0.50-0.80%,平均含硫量≤0.04%,平均含磷量≤0.25%,平均含铬量≤0.25%,平均含镍量≤0.25 ,含铜量≤0.25%左右.高压合金管化学成分标准牌号化学成分(%)C Si Mn P S Cr Mo Cu Ni V Al W Ti Nb NGB3087 10 0.07~0.130.17~0.370.38~0.65≤0.030≤0.0300.3~0.65/≤0.25≤0.30 / /20 0.17~0.230.17~0.370.38~0.65≤0.030≤0.0300.3~0.65/ ≤0.25≤0.30/ /GB5310 20G 0.17~0.240.17~0.370.35~0.65≤0.030≤0.030≤0.25 ≤0.15≤0.20≤0.25≤0.0820MnG0.17~0.24 0.17~0.37 0.70~1.00 ≤0.030 ≤0.030 ≤0.25 ≤0.15 ≤0.20 ≤0.25 ≤0.0825MnG0.18~0.24 0.17~0.37 0.80~1.10 ≤0.030 ≤0.030 ≤0.25 ≤0.15 ≤0.20 ≤0.25 ≤0.0815CrMo0.12~0.18 0.17~0.37 0.40~0.70 ≤0.030 ≤0.030 0.80~1.10 0.40~0.55 ≤0.20≤0.3012Cr2MoG0.08~0.15 ≤0.50 0.40~0.70 ≤0.030 ≤0.030 2.00~2.50 0.90~1.20 ≤0.20≤0.3012Cr1MoV0.08~0.150.17~0.37 0.40~0.70 ≤0.030 ≤0.030 0.90~1.20 0.25~0.35 ≤0.20≤0.30 0.15~0.3012Cr2MoWVTiB0.08~0.150.45~0.75 0.45~0.65 ≤0.030 ≤0.030 1.60~2.10 0.50~0.65 ≤0.20≤0.30 0.28~0.420.30~0.55 0.08~0.15B 0.002~0.00810Cr9Mo1VNb0.08~0.120.20~0.50 0.30~0.60 ≤0.020 ≤0.010 8.00~9.50 0.85~1.05 ≤0.20≤0.40 0.18~0.25 ≤0.0150.06~0.10 0.03~0.07ASME SA210 SA210A-1 0.13~0.19 ≥0.10.45~0.65 ≤0.030 ≤0.030SA210C0.18~0.24 ≥0.10.80~1.10 ≤0.030 ≤0.030ASME SA213SA213 T11 0.05~0.15 0.50~1.00.30~0.60 ≤0.030 ≤0.030 1.00~1.50 0.50~1.00SA213 T120.05~0.15 ≤0.500.30~0.61 ≤0.030 ≤0.030 0.80~1.25 0.44~0.65 SA213 T220.05~0.15 ≤0.500.30~0.60 ≤0.030 ≤0.010 1.90~2.60 0.87~1.13SA213 T230.04~0.10 ≤0.500.10~0.60 ≤0.030 ≤0.030 1.90~2.60 0.05~0.30≤0.030 1.45~1.75B 0.0005~0.006 0.02~0.08≤0.040SA213 T910.08~0.12 0.20~0.50 0.30~0.60 ≤0.020 ≤0.010 8.00~9.50 0.85~1.05≤0.40 0.18~0.25 ≤0.0150.06~0.100.03~0.07SA213 T920.07~0.13 ≤0.500.30~0.60 ≤0.020 ≤0.010 8.50~9.50 0.30~0.60≤0.40 0.15~0.25 ≤0.015 1.50~2.00 B 0.001~0.006 0.04~0.09 0.03~0.07DIN 17175ST45.8/Ⅲ ≤0.210.10~0.35 0.40~1.20 ≤0.040 ≤0.04015Mo30.12~0.20 0.10~0.35 0.40~0.80 ≤0.035 ≤0.0350.25~0.3513CrMo44 0.10~0.18 0.10~0.35 0.40~0.70 ≤0.035 ≤0.035 0.70~1.10 0.45~0.6510CrMo9100.08~≤0.50 0.30~≤≤2.00~0.90~≤0.30 ≤≤0.15 0.70 0.025 0.020 2.50 1.10 0.30 0.015。
表120钢管化学成分
元素 C Si Mn S P
含量(%) 0.22~0.23 0.21~0.22 0.50~0.51 0.028~0.029 0.01~0.014
表2焊材化学成分(%)
牌号 C Si Mn S P Cr Ni Cu
ER49-1 ≤0.11 0.65~
0.95
1.80~
2.10
≤0.030 ≤0.030 ≤0.20 / /
H08A 0.10 0.038~
0.034
0.46
0.024~
0.035
0.01
0.02~
0.021
0.029~
0.043
0.074~
0.077
H08Mn2Si 0.09~
0.11
0.79~
0.88
1.88~
1.94
0.011~
0.017
0.014~
0.016
≤0.15 ≤0.20 /
TIG-J50 0.107 0.653 1.57 0.024 0.038 / / / E4303 0.08 0.16 0.43 0.010 0.019 / / /
表320钢管机械性能
参量σb(MPa) σs(MPa) δ8(%)
数值412.4~470.4 264.6~371.6 29~37
表4E4303焊条机械性能
参量σb(MPa) σ0.2(MPa) δ5(%) A Kv(J)-20℃
数值470 390 28.2 86.84、76平均82
焊接工艺参数和无损探伤、机械性能试验结果分别见表5、表6、表7。
表5焊接试验工艺参数
接头型式和层次分
组
焊接工艺参数
焊
道
焊接
电
源
焊接直径
焊
接
电
流
(A)
焊
接
电
压
(V)
焊接速
度
(cm/min)
线能量
(kJ/cm) 方法
极
性
材料(mm)
20钢管:
D57×5mm水平
固定1
1 TIG
SMAW
正
接
H08A
E4303
1.6 85 12 5 1
2.2
2 2.5 80 22 6 21.1 2
1 TIG
SMAW
正
接
H08Mn2Si
E4303
1.6 85 12 4.8 1
2.8
2 2.5 80 22 6 21.1
3 1 TIG
正
接
TIG-J50 2.5 90 15 6 13.5
2
SMAW E4303
2.5 90 23 6 20.7
20钢管:
D57×5mm垂直
固定4
1
2-3
1
2-3
1
2-3
TIG
SMAW
正
接
H08A
E4303
1.6 85 12 8 7.65
2.5 85 22 11 10.2 5
6
TIG
SMAW
正
接
H08Mn2Si
E4303
TIG-J50
E4303
1.6 85 12 5 1
2.2
2.5 85 22 10.6 10.6
TIG
SMAW
正
接
2.5 90 15 8 10.13
2.5 80 22 10 10.56
表6RT探伤结2.5果
分组号缺陷性质判定级别
1 多点气孔Ⅰ、Ⅱ
2 夹渣Ⅱ
3 无Ⅰ
4 多点气孔Ⅰ
5 无Ⅰ
6 夹渣Ⅱ
表7机械性能试验
分组号
拉力试验值
δb(MPa)
弯曲试验结果
90°面弯90°背弯
1461.1、452.1 无裂纹合格无裂纹合格
2 480、480 无裂纹合格无裂纹合格
3 460、450 无裂纹合格无裂纹合格
4 460.8、450.2 无裂纹合格无裂纹合格
5 485、495 无裂纹合格无裂纹合格
6 430、445 无裂纹合格无裂纹合格
2现场焊接
我们在施工现场进行手工钨极氩弧焊打底焊接低碳钢管时,曾采用过H08(或H08A)、H08Mn2Si、TIG-J50及ER705-3和瑞典OK焊丝,十多年的应用经验表明,没有发生焊接质量事故,焊缝能够满足设计和使用要求。
不同焊丝的差别主要是:使用H08A焊丝TIG打底时,焊缝根部容易产生气孔,焊缝成型差;使用H08Mn2Si和TIG-J50焊丝打底时,焊缝成型好,易于手工操作,气孔很少,焊缝质量容易保证。
由于
H08Mn2Si是国内生产的埋弧焊焊丝,容易采购,H08Mn2Si焊丝在手工钨极氩弧焊打底中得到广泛应用。
3分析
手工钨极氩弧焊打底所选用的焊丝,除应满足机械性能要求外,还应具有良好的可操作性并且不产生缺陷。
从焊接工艺试验的机械性能可以看出,H08Mn2Si焊丝打底焊缝的抗拉强度均比其原焊丝的较高;从无损探伤和现场手工焊接操作性上看,H08A焊丝打底容易产生气孔,且焊缝成型差;从化学成分的Mn、Si元素含量看,H08Mn2Si元素和ER49-1相当,TIG-J50次之,H08A最低。
经过对比分析可以认为,采用H08A焊丝TIG打底焊产生气孔、成型差的原因,关键在于其Mn、Si元素的含量。
焊缝中Mn、Si是主要合金化元素,同时也是一种较好的脱氧剂,Si脱氧能力比Mn要强,Mn 和Si都能减少焊缝金属中的氧含量,改善焊缝金属的性能,防止气孔产生;另外,Mn可以提高焊缝的强度和韧性,而Si含量过多时,将会使焊缝金属的塑性和韧性降低。
因此,必须使焊缝材料保持适当的Mn/Si 比值,该比值愈高,焊缝金属的韧性愈好,一般认为Mn/Si<2对焊缝韧性不利。
4结论
采用手工钨极氩弧焊工艺进行低碳钢打底焊,选用H08(或H08A)焊丝是不合适的,施工中选用H08Mn2Si、TIG-J50、ER49-1是可行的。
在目前生产TIG-J50和ER49-1焊丝的厂家较少的情况下,进行手工钨极氩弧焊打底焊接低碳钢选用H08Mn2Si焊丝是合理的。
我们经过十多年的应用,没有发现因焊丝强度较高,导致焊缝的淬硬倾向,而产生延迟裂纹等焊接质量事故。