刀柄形式
- 格式:doc
- 大小:31.50 KB
- 文档页数:2
加工中心刀柄的种类加工中心刀柄是一种用于夹持刀具的装置,其作用是将刀具固定在加工中心主轴上,确保刀具在加工过程中的稳定性和精度。
刀柄的种类繁多,不同的刀柄适用于不同的加工需求,本文将介绍常见的几种刀柄类型及其特点。
1. 刀杆式刀柄刀杆式刀柄是最常见的一种刀柄类型,其结构简单,安装方便。
刀杆式刀柄通常由刀杆和刀柄头两部分组成。
刀杆是一根圆形或六角形的杆状物,用于连接刀柄头和主轴。
刀柄头则是用于夹持刀具的部分,通常由钢制或铝制材料制成,具有较高的强度和刚性。
刀杆式刀柄适用于大多数加工场合,价格也比较实惠。
2. 面铣刀柄面铣刀柄是一种专门用于面铣切削的刀柄,其特点是刀柄头与刀杆呈90度角,用于夹持平面铣刀。
面铣刀柄通常由钢制或铝制材料制成,具有较高的刚性和稳定性,适用于高精度面铣加工。
3. 圆柱刀柄圆柱刀柄是一种用于夹持圆柱刀具的刀柄,其特点是刀柄头与刀杆呈180度直线,用于夹持铣刀、钻头等圆柱形刀具。
圆柱刀柄的结构简单,适用于大多数加工场合。
4. 锥柄刀柄锥柄刀柄是一种用于夹持锥柄刀具的刀柄,其特点是刀柄头与刀杆呈锥形,用于夹持锥形铣刀、钻头等刀具。
锥柄刀柄的夹持力较强,适用于高速加工和重负荷切削。
5. HSK刀柄HSK刀柄是一种高速刀柄,其结构与传统的刀柄不同。
HSK刀柄采用锥形接口,刀柄头与刀杆之间没有接口,刀柄头直接插入主轴中。
这种结构可以减少刀柄头和刀杆之间的摩擦,提高切削精度和切削效率。
HSK刀柄适用于高速加工和重负荷切削。
6. Capto刀柄Capto刀柄是一种由瑞典公司Sandvik Coromant开发的刀柄,其结构类似于HSK刀柄,但具有更好的刚性和稳定性。
Capto刀柄采用多点接触设计,刀柄头和主轴之间有六个接触点,可以提高夹持力和切削精度。
Capto刀柄适用于高速加工和重负荷切削。
总之,不同类型的刀柄适用于不同的加工需求。
在选择刀柄时,需要考虑切削材料、切削条件、切削精度等因素,以确保刀具的稳定性和加工效率。
数控刀柄的分类和标准加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系统和1:10的HSK真空系统。
一、锥度为7:24的通用刀柄通常有五种标准和规格:NT(传统型)简称NT或ST)DIN 69871(德国标准)(简称JT、DIN、DAT或DV)IS0 7388/1(国际标准)(简称IV或IT)MAS BT(日本标准)(简称BT)ANSI/ASME(美国标准)(简称CAT)★NT型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
目前国内使用最多的是DIN 69871型(即JT)和MAS BT型两种刀柄。
DIN 69871型的刀柄可以安装在DIN 69871型和ANSI/ASME主轴锥孔的机床上,IS0 7388/1型的刀柄可以安装在DIN 69871型、IS0 7388/1和ANSI/ASME主轴锥孔的机床上,所以就通用性而言,IS0 7388/1型的刀柄是最好的。
★拉钉有三个关键参数:θ角、长度l以及螺纹G关于刀柄拉钉的θ角有如下几种情况:1、MAS BT(日本标准)刀柄拉钉θ角有45°、60°和90°之分,常用的是45°和60°的;2、DIN 69871刀柄拉钉(通常称为DIN 69872-40/50)θ角只有75°一种;3、IS0 7388/1刀柄拉钉(通常称为IS0 7388/2-40/50)θ角有45°和75°之分;4、ANSI/ASME(美国标准)刀柄拉钉θ角有45°、60°和90°之分。
关于刀柄拉钉的螺纹G,除ANSI/ASME(美国标准)刀柄拉钉存在有英制螺纹标准外,其它三种均使用公制螺纹,40#刀柄拉钉通常使用M16螺纹,50#刀柄拉钉通常使用M24螺纹。
7:24的刀柄有:JT系列刀柄(ISO、德国DIN标准、中国GB标准)BT系列刀柄(日本MAS标准)JT-WA系列刀柄(德国VDI标准)JT-U系列刀柄(美国ANSI标准)CAT系列刀柄(美国ANSI标准-卡特彼勒)ST系列刀柄(中国GB标准)SK系列刀柄(德国DIN标准)二、1:10的HSK真空刀柄HSK真空刀柄的德国标准是DIN69873,有六种标准和规格,即HSK-A、HSK-B、HSK-C、HSK-D、HSK-E和HSK-F,常用的有三种:HSK-A (带内冷自动换刀)、HSK-C (带内冷手动换刀)和HSK-E(带内冷自动换刀,高速型)。
HSK和BT刀柄种类规格加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系统和1:10的HSK真空系统。
7:24锥度的通用刀柄锥度为7:24的通用刀柄通常有五种标准和规格,即NT(传统型)、DIN 69871(德国标准)、IS0 7388/1 (国际标准)、MAS BT(日本标准)以及ANSI/ASME(美国标准)。
NT型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
目前国内使用最多的是DIN 69871型(即JT)和MAS BT 型两种刀柄。
DIN 69871型的刀柄可以安装在DIN 69871型和ANSI/ASME主轴锥孔的机床上,IS0 7388/1型的刀柄可以安装在DIN 69871型、IS0 7388/1 和ANSI/ASME主轴锥孔的机床上,所以就通用性而言,IS0 7388/1型的刀柄是最好的。
(1)DIN 2080型(简称NT或ST)DIN 2080是德国标准,即国际标准ISO 2583 ,是我们通常所说NT型刀柄,不能用机床的机械手装刀而用手动装刀。
(2)DIN 69871 型(简称JT、DIN、DAT或DV)DIN 69871 型分两种,即DIN 69871 A/AD型和DIN 69871 B型,前者是中心内冷,后者是法兰盘内冷,其它尺寸相同。
(3)ISO 7388/1 型(简称IV或IT)其刀柄安装尺寸与DIN 69871 型没有区别,但由于ISO 7388/1 型刀柄的D4值小于DIN 69871 型刀柄的D4值,所以将ISO 7388/1型刀柄安装在DIN 69871型锥孔的机床上是没有问题的,但将DIN 69871 型刀柄安装在ISO 7388/1型机床上则有可能会发生干涉。
(4)MAS BT 型(简称BT)BT型是日本标准,安装尺寸与DIN 69871、IS0 7388/1 及ANSI 完全不同,不能换用。
加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系统和1:10的HSK真空系统。
7:24锥度的通用刀柄锥度为7:24的通用刀柄通常有五种标准和规格,即NT(传统型)、DIN 69871(德国标准)、IS0 7388/1 (国际标准)、MAS BT(日本标准)以及ANSI/ASME(美国标准)。
NT型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
目前国内使用最多的是DIN 69871型(即JT)和MAS BT 型两种刀柄。
DIN 69871型的刀柄可以安装在DIN 69871型和ANSI/ASME主轴锥孔的机床上, IS0 7388/1型的刀柄可以安装在DIN 69871型、IS0 7388/1 和ANSI/ASME主轴锥孔的机床上,所以就通用性而言,IS0 7388/1型的刀柄是最好的。
(1)DIN 2080型(简称 NT或ST)DIN 2080是德国标准,即国际标准ISO 2583 ,是我们通常所说NT型刀柄,不能用机床的机械手装刀而用手动装刀。
(2) DIN 69871 型(简称JT、 DIN、DAT或DV)DIN 69871 型分两种,即DIN 69871 A/AD型和 DIN 69871 B型,前者是中心内冷,后者是法兰盘内冷,其它尺寸相同。
(3) ISO 7388/1 型(简称 IV或IT)其刀柄安装尺寸与DIN 69871 型没有区别,但由于ISO 7388/1 型刀柄的D4值小于DIN 69871 型刀柄的D4值,所以将ISO 7388/1型刀柄安装在DIN 69871型锥孔的机床上是没有问题的,但将DIN 69871 型刀柄安装在ISO 7388/1型机床上则有可能会发生干涉。
(4) MAS BT 型(简称 BT)BT型是日本标准,安装尺寸与 DIN 69871、IS0 7388/1 及ANSI 完全不同,不能换用。
加工中心刀柄的种类和用途刀柄是机床和刀具的连接体,刀柄是影响同心度和动平衡一个关键环节,千万不能将它当成一般的部件来看待。
同心度可以决定刀具在旋转一周的情况下各切刃部分的切削量是否均匀;在主轴旋转时动不平衡将产生周期性的震动。
今天和大家聊一聊关于加工中心刀柄的知识。
如今数控机床在工厂里得到了广泛的应用,这些机床和使用的工具来自世界各地,有着不同的型号和标准。
你知道加工中心BT 刀柄中的7:24是什么意思吗?你又知道BT、NT、JT、IT、CAT是什么标准吗?往下看↓↓一、根据主轴锥孔分两大类按加工中心主轴装刀孔的锥度通常分为两大类:①锥度为7:24的SK通用刀柄;②锥度为1:10的HSK真空刀柄。
1、锥度为7:24的SK通用刀柄7:24指的是刀柄锥度为7:24,为单独的锥面定位,锥柄较长。
锥体表面同时要起两个重要作用,即刀柄相对于主轴的精确定位以及实现刀柄夹紧。
优点:不自锁,可以实现快速装卸刀具;制造刀柄只要将锥角加工到高精度即可保证连接的精度,所以刀柄成本相对较低。
缺点:在高速旋转时主轴前端锥孔会发生膨胀,膨胀量的大小随着旋转半径与转速的增大而增大,锥度连接刚度会降低,在拉杆拉力的作用下,刀柄的轴向位移也会发生改变。
每次换刀后刀柄的径向尺寸都会发生改变,存在着重复定位精度不稳定的问题。
锥度为7:24的通用刀柄通常有五种标准和规格:①国际标准 IS0 7388/1 (简称IV或IT);②日本标准 MAS BT(简称BT);③德国标准 DIN 2080型(简称 NT或ST);④美国标准 ANSI/ASME(简称CAT);⑤DIN 69871 型(简称JT、DIN、DAT或者DV);拉紧方式:NT型刀柄是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
通用性:①目前国内使用最多的是DIN 69871型(即JT)和日本MAS BT 型两种刀柄;②DIN 69871型的刀柄还可以安装在ANSI/ASME主轴锥孔的机床上;③国际标准IS0 7388/1型的刀柄还可以安装在DIN 69871型、ANSI/ASME主轴锥孔的机床上,所以就通用性而言,IS0 7388/1型的刀柄是最好的。

刀柄类型刀柄实物图夹头或中间模块
削平型工具刀柄无
弹簧夹头刀柄ER弹簧夹头
强力夹头刀柄KM弹簧夹头
面铣刀刀柄无
三面刃铣刀刀柄无
粗、精镗刀及丝锥夹头等侧固式刀柄
莫氏变径套
莫氏锥度刀柄
莫氏变径套
钻夹头刀柄钻夹头
丝锥夹头刀柄无
整体式刀柄粗、精镗刀头
夹持刀具备注及型号举例直柄立铣刀、球头铣刀、削平型浅孔钻BT40-XP-50
直柄立铣刀、球头铣刀、中心钻BT40-QH1-75
直柄立铣刀、球头铣刀、中心钻BT40-TXJT22-75各种面铣刀BT40-XD27-60
三面刃铣刀BT40-XS16-75
丝锥及粗、精镗刀21A.BT40.25-50锥柄钻头、铰刀BT40-M1-35
锥柄立铣刀和锥柄带内螺纹立铣刀等BT40-MW1-50
直柄钻头、铰刀BT40-Z10-45
机用丝锥BT40-G3-100
整体式粗、精镗刀BT40-TQC25-135。
关于HSK刀柄的形式与优势关键字: HSK刀柄目前在切削加工领域,空心短锥柄(HSK)已越来越普及,这是由于它比7:24大锥度刀柄在精度、刚性和适用高的转速及换刀方便等方面有明显的优势。
HSK正式国际标准的公布将使它在更大的范围内得到各国的承认。
但在应用这种新型刀柄时,由于其结构上的特点,还必须掌握有关其承载能力的大小和使用的注意事项,才能保证安全、无故障地工作。
成立制定“HSK—技术规范”工作组根据需要,在1993年以前,对于空心短锥柄(HSK)只是围绕各种规格的DIN标准的制订开展工作,而对如何正确合理使用各种规格的空心短锥柄(HSK)的研究工作考虑不多,只对少量的空心短锥柄(HSK)的规格正确合理使用进行了研究。
其原因是,这部分工作超出了当时制订标准的工作范围。
然而时至今日,为了确保HSK刀柄的推广和安全合理的应用,有关刀柄正确使用问题显得十分迫切。
通过制订一个指导性的技术规范,提供具体的使用数据,可以帮助企业合理使用该刀柄。
为此,1999年在阿亨工业大学的机床实验室成立了一个工作组,工作组成员来自世界各国著名的刀具、刀柄制造厂商和HSK的用户,并在财力上支持这项研究工作。
工作组的主要任务是确定HSK刀柄的性能数据:能承受的最大弯矩、扭矩以及使用的最高转速。
而这些性能数据与应用的条件(如夹紧方式和夹紧力)有关,也与制造刀柄所用的材料和热处理工艺等因素有关。
例如使用渗碳钢制造的小规格刀柄,由于在锥柄部分的壁厚很薄,会出现淬透的可能,使刀柄承受动态载荷的能力大大降低。
承载弯矩的能力与夹紧力有关刀柄上承受的弯矩是由横向作用在刀具上的力产生的。
刀柄的弯矩承载能力是在弯矩作用下使刀柄法兰接触面的一边开始分离时的弯矩值,从这个临界弯矩值开始,弯矩—变形特征曲线的走向明显变陡,表明刀柄装夹的连接强度迅速降低。
在接近临界点时,连接强度已经不够,尽管此时刀柄的法兰面与主轴端面还保持全面接触,但弯矩已接近使两者分离的临界值。
如今数控机床在工厂里得到了广泛的应用,这些机床和使用的工具来自世界各地,有着不同的型号和标准。
你知道加工中心BT刀柄中的7:24是什么意思吗?你又知道BT、NT、JT、IT、CAT是什么标准吗?刀柄是机床和刀具的连接体,刀柄是影响同心度和动平衡一个关键环节,千万不能将它当成一般的部件来看待。
同心度可以决定刀具在旋转一周的情况下各切刃部分的切削量是否均匀;在主轴旋转时动不平衡将产生周期性的震动。
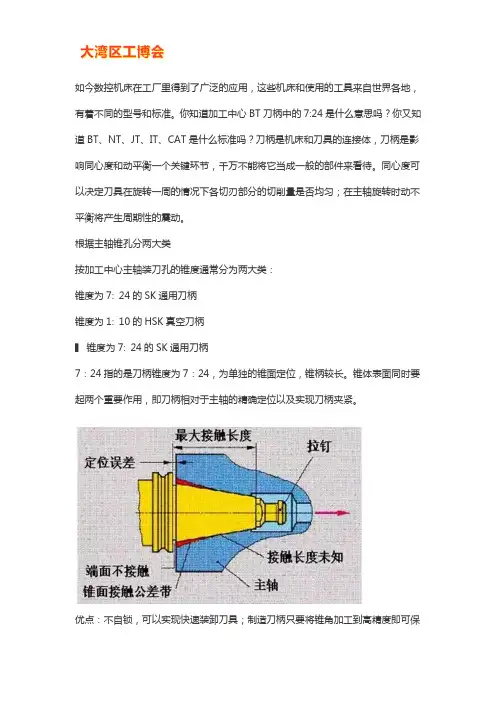
根据主轴锥孔分两大类按加工中心主轴装刀孔的锥度通常分为两大类:锥度为7: 24的SK通用刀柄锥度为1: 10的HSK真空刀柄▌ 锥度为7: 24的SK通用刀柄7:24指的是刀柄锥度为7:24,为单独的锥面定位,锥柄较长。
锥体表面同时要起两个重要作用,即刀柄相对于主轴的精确定位以及实现刀柄夹紧。
优点:不自锁,可以实现快速装卸刀具;制造刀柄只要将锥角加工到高精度即可保证连接的精度,所以刀柄成本相对较低。
缺点:在高速旋转时主轴前端锥孔会发生膨胀,膨胀量的大小随着旋转半径与转速的增大而增大,锥度连接刚度会降低,在拉杆拉力的作用下,刀柄的轴向位移也会发生改变。
每次换刀后刀柄的径向尺寸都会发生改变,存在着重复定位精度不稳定的问题。
锥度为7:24的通用刀柄通常有五种标准和规格:1. 国际标准IS0 7388/1 (简称IV或IT)2. 日本标准MAS BT(简称BT)3. 德国标准DIN 2080型(简称NT或ST)4. 美国标准ANSI/ASME(简称CAT)5. DIN 69871 型(简称JT、DIN、DAT或者DV)拉紧方式:NT型刀柄是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
通用性:1)目前国内使用最多的是DIN 69871型(即JT)和日本MAS BT 型两种刀柄;2)DIN 69871型的刀柄还可以安装在ANSI/ASME主轴锥孔的机床上;3)国际标准IS0 7388/1型的刀柄还可以安装在DIN 69871型、ANSI/ASME主轴锥孔的机床上,所以就通用性而言,IS0 7388/1型的刀柄是最好的。
加工中心刀柄的种类随着加工技术的不断发展,加工中心已经成为现代工业中不可或缺的一部分。
在加工中心中,刀柄是刀具与机床之间的重要连接件,承载着刀具的旋转力矩和切削力,对加工质量和效率有着重要的影响。
本文将为大家介绍加工中心刀柄的种类。
1. 锥柄刀柄锥柄刀柄是一种常见的刀柄类型,主要由刀柄本体、锥孔和锥柄组成。
锥孔是一种锥形孔洞,用于固定刀具,锥柄则是一种锥形柄,与锥孔相对应,用于传递切削力与切削力矩。
锥柄刀柄适用于高速加工和高精度加工,具有结构紧凑、刚度好、换刀方便等优点。
2. 刀片式刀柄刀片式刀柄是一种将刀片安装在刀柄上的刀柄类型,主要由刀柄本体、刀片夹紧机构和刀片组成。
刀片夹紧机构通常采用夹紧螺母或夹紧卡块,可实现快速换刀和夹紧刀片,适用于大批量生产和高效率加工。
3. HSK刀柄HSK刀柄是一种高速刀柄,是德国工业标准化协会制定的一种刀柄标准。
HSK刀柄具有高刚度、高精度、高速度等优点,适用于高速加工和高精度加工。
HSK刀柄分为HSK-A、HSK-B、HSK-C、HSK-D、HSK-E 等多个规格,可适应不同的加工需求。
4. 直柄刀柄直柄刀柄是一种将刀具直接安装在刀柄上的刀柄类型,主要由刀柄本体和刀具组成。
直柄刀柄适用于粗加工和重负荷加工,具有结构简单、切削稳定等优点。
直柄刀柄的刀具种类较多,包括铣刀、钻头、镗刀等。
5. 模块化刀柄模块化刀柄是一种将刀柄本体和刀具夹紧机构分离的刀柄类型,夹紧机构可以根据不同的刀具进行更换,从而实现多种刀具的通用化。
模块化刀柄适用于灵活生产和多品种加工,具有快速换刀、高效率等优点。
总之,不同的加工需求需要不同的刀柄类型,选择合适的刀柄可以提高加工效率和加工质量。
以上介绍的五种刀柄类型是常见的刀柄类型,但并不是所有的刀柄类型,随着科技的不断发展,刀柄的种类也在不断增加和完善。
HSK 和 BT 刀柄种类规格加工中心的主轴锥孔通常分为两大类,即锥度为统和 1:10 的 HSK 真空系统。
7:24 的通用系7:24 锥度的通用刀柄锥度为 7:24 的通用刀柄通常有五种标准和规格,即NT(传统型)、DIN 69871(德国标准)、IS0 7388/1 (国际标准)、MAS BT (日本标准)以及ANSI/ASME (美国标准)。
NT 型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为 ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
目前国内使用最多的是DIN 69871 型(即 JT)和 MAS BT 型两种刀柄。
DIN 69871 型的刀柄可以安装在 DIN 69871 型和 ANSI/ASME主轴锥孔的机床上, IS0 7388/1 型的刀柄可以安装在 DIN 69871 型、IS0 7388/1 和 ANSI/ASME 主轴锥孔的机床上,所以就通用性而言, IS0 7388/1 型的刀柄是最好的。
(1) DIN 2080 型(简称 NT 或 ST)DIN 2080 是德国标准,即国际标准 ISO 2583 ,是我们通常所说 NT 型刀柄,不能用机床的机械手装刀而用手动装刀。
(2) DIN 69871 型(简称 JT、 DIN 、DAT 或 DV )DIN 69871 型分两种,即 DIN 69871 A/AD 型和 DIN 69871 B 型,前者是中心内冷,后者是法兰盘内冷,其它尺寸相同。
(3) ISO 7388/1 型(简称 IV 或 IT )其刀柄安装尺寸与DIN 69871 型没有区别,但由于ISO 7388/1 型刀柄的 D4 值小于 DIN 69871 型刀柄的 D4 值,所以将 ISO 7388/1 型刀柄安装在 DIN 69871 型锥孔的机床上是没有问题的,但将DIN 69871 型刀柄安装在 ISO 7388/1 型机床上则有可能会发生干涉。

hsk125刀柄标准:提高加工效率的必经之路在机械加工领域中,刀柄是常见的工具配件之一。
而,则是近年来工具加工领域中备受瞩目的刀柄标准之一。
HSK(Hohl-Schaftkegel)是德语缩写,意为“中空锥柄”。
而HSK125则是指其直径为125毫米。
作为一种刀柄标准,它在数控加工、零件加工、钣金加工等领域都有着广泛的应用。
本文将具体展开的相关知识,以及其在机械加工中的应用价值。
一、的优势1. 高精度HSK125标准采用的是"双角度"设计,柄尾锥体装夹具具有两个角度,分别是7°和30°。
这种设计能够确保刀具在装夹时,相对于刀柄中心线有很小的偏移,提高了精度和质量。
2. 刚性强锥柄形式的HSK125刀柄,在切削力较大时,能够更好地保证切削质量,不会因为变形而影响加工质量。
同时完整的“锥形配合”设计,也保证了刀具的稳定性和锥柄的刚性。
3. 更多的夹持范围在直径上较大,器械尺寸更完整,拥有更多的夹持范围。
同时,刀柄座面是离开最大直径的,这也保证了夹具的稳定性和夹持力度。
4. 提高加工效率由于采用的是圆锥形锥柄体,减少了装夹根部的靠近尖端的不稳定区域,从而可以提供更大的切削速度,确保切削的稳定性和准确性。
二、的适应范围通常适用于较大切削直径和切削深度的高速机床。
同时,其在数控机床、大型电切线切割机床等领域也有着广泛的应用范围。
一般适用于高速铣削、精加工、电气加工、铣削及线切割等技术。
三、的发展历程自1978年起,欧洲一直在探索更为先进的刀柄标准,最终发展出了HSK刀柄标准系列。
1990年,由三十多家公司共同开发的HSK125标准正式公布发行。
为了适应未来精密加工的需要,多家国际科学研究机构也在不断地补充和改进。
这些研究机构通过各种测试和实验,逐步发现了HSK125标准的广泛适用性和重要性。
时至今日,HSK125标准仍在继续更新改进,以适应生产工艺和市场需求的不断变化。
bt锥柄标准
BT 锥柄标准是指用于机械加工中的一种刀柄连接方式。
BT 是英文 "Bar Taper" 的简写,意为棒锥形。
BT 锥柄标准由日本引进,现已成为国际上通用的一种标准。
BT 锥柄标准的主要特点包括以下几点:
1. 连接形式:BT 锥柄标准采用锥形连接方式,通过将刀柄的底部插入主轴锥孔中,利用锥形形状的卡口力矩传递力量,实现刀具与主轴的连接。
2. 主轴接口:BT 锥柄标准中的主轴接口通常是圆锥形状,并使用螺纹或牙条的方式进行固定。
常见的主轴接口规格有 BT30、BT40 和
BT50 等。
3. 刀柄接口:BT 锥柄标准中的刀柄接口也是圆锥形状,与主轴接口相匹配。
根据不同的规格,刀柄接口的形状和尺寸也会有所差异。
4. 刚性好:BT 锥柄标准采用了较长的刀柄设计,其较大的接触面积提供了更好的刚性和稳定性,适用于高速切削和重负荷加工。
5. 精度高:BT 锥柄标准要求刀柄和主轴的接触面精度较高,以确保稳定的刀具瞬态精度和重复定位精度。
总的来说,BT 锥柄标准作为一种常用的刀柄连接方式,具有较高的刚性、精度和稳定性,适用于各类机械加工,尤其是高强度、高速度或重载切削加工。
HSK刀柄简介1、概述高速切削是一个相对概念,并且随着时代的进步而不断变化。
一般认为高速切削或超高速切削的速度为普通切削加工的5〜10倍。
可以从不同的角度对切削速度进行划分,如从加工工艺的角度看,高速切削加工范围为:车削700~7000m/min铣削300~6000m/min;钻削200~1100m/min;磨削150~360m/mie也可以根据被加工材料来确定高速切削的范围,如加工钢材达到380m/min以上、铸铁700m/min以上、铜材1000m/min以上、铝材1100m/min 以上。
也可以根据主轴转速、功率、锥孔大小、和平衡标准来划分,如按主轴的Dn值划分,高速主轴的Dn值一般为500000~200000Q对于加工中心,可按主轴锥孔的大小来划分:50号锥——10000~20000r/min ; 40号锥——20000~40000r/min ; 30号锥——25000~40000r/min ; HSK锥——20000~40000r/min ; KM锥——35000r/min 以上。
而根据ISO—1940,高速主轴的转速至少要超过8000r/min。
1978年CIRP切削委员会将高速切削定为500〜7500 m/min[1][2][3] 。
研究表明:随着切削速度的提高,切削力会降低15〜30%以上,切削热量大多被切屑带走,加工表面质量可提高1〜2级,生产效率的提高,可降低制造成本20%〜40%。
所以高速切削意义不仅仅是得到较高的表面切削质量[2]。
国外对高速切削技术的研究比较早,可以追溯到20世纪60年代。
目前已应用于航空、航天、汽车、模具等多种工业中的钢、铸铁及其合金、铝、镁合金、超级合金(镍基、铬基、铁基和钛基合金)及碳素纤维增强塑料等复合材料的加工,其中以加工铸铁和铝合金最为普遍。
加工钢和铸铁及其合金可达到500〜1500 m/mi n,加工铝及其合金可达到3000〜4000 m/min[3]。
加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系
统和1:10的HSK真空系统。
7:24锥度的通用刀柄
锥度为7:24的通用刀柄通常有五种标准和规格,即NT(传统
型)、DIN 69871(德国标准)、IS0 7388/1 (国际标准)、
MAS BT(日本标准)以及ANSI/ASME(美国标准)。
NT型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆
将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过
刀柄尾部的拉钉将刀柄拉紧。
目前国内使用最多的是DIN 69871型(即JT)和MAS BT 型两
种刀柄。
DIN 69871型的刀柄可以安装在DIN 69871型和ANSI/ASME
主轴锥孔的机床上,IS0 7388/1型的刀柄可以安装在DIN 69871型、
IS0 7388/1 和ANSI/ASME主轴锥孔的机床上,所以就通用性而言,
IS0 7388/1型的刀柄是最好的。
(1)DIN 2080型(简称NT或ST)
DIN 2080是德国标准,即国际标准ISO 2583 ,是我们通常所说NT
型刀柄,不能用机床的机械手装刀而用手动装刀。
(2)DIN 69871 型(简称JT、DIN、DAT或DV)
DIN 69871 型分两种,即DIN 69871 A/AD型和DIN 69871 B型,
前者是中心内冷,后者是法兰盘内冷,其它尺寸相同。
(3)ISO 7388/1 型(简称IV或IT)
其刀柄安装尺寸与DIN 69871 型没有区别,但由于ISO 7388/1 型
刀柄的D4值小于DIN 69871 型刀柄的D4值,所以将ISO 7388/1型刀柄
安装在DIN 69871型锥孔的机床上是没有问题的,但将DIN 69871 型刀
柄安装在ISO 7388/1型机床上则有可能会发生干涉。
(4)MAS BT 型(简称BT)
BT型是日本标准,安装尺寸与DIN 69871、IS0 7388/1 及ANSI 完
全不同,不能换用。
BT型刀柄的对称性结构使它比其它三种刀柄的高
速稳定性要好。
(5)ANSI B5.50型(简称CAT)
ANSI B5.50型是美国标准,安装尺寸与DIN 69871、IS0 7388/1 类
似,但由于少一个楔缺口,所以ANSI B5.50型刀柄不能安装在DIN
69871和IS0 7388/1机床上,但DIN 69871和IS0 7388/1 刀柄可以安装
在ANSI B5.50型机床上。
二、1:10的HSK真空刀柄
HSK真空刀柄的德国标准是DIN69873,有六种标准和规格,即
HSK-A、HSK-B、HSK-C、HSK-D、HSK-E和HSK-F,常用的有三
种:HSK-A (带内冷自动换刀) 、HSK-C (带内冷手动换刀) 和HSK-E(带内冷
自动换刀,高速型)。
7:24的通用刀柄是靠刀柄的7:24锥面与机床主轴孔的7:24锥面接
触定位连接的,在高速加工、连接刚性和重合精度三方面有局限性。
HSK真空刀柄靠刀柄的弹性变形,不但刀柄的1:10锥面与机床主
轴孔的1:10锥面接触,而且使刀柄的法兰盘面与主轴面也紧密接触,
这种双面接触系统在高速加工、连接刚性和重合精度上均优于7:24的
HSK刀柄有A型、B型、C型、D型、E型、F型等多种规格,其中常用于加工中心(自动换刀)上的有A型、E型和F型。
A型和E型的最大区别就在于:
1.A型有传动槽而E型没有。
所以相对来说A型传递扭矩较大,相对可进行一些重切削。
而E型传递的扭矩就比较小,只能进行一些轻切削。
2.A型刀柄上除有传动槽之外,还有手动固定孔、方向槽等,所以相对来说平衡性较差。
而E型没有,所以E型更适合于高速加工。
E型和F型的机构完全一致,它们的区别在于:
同样称呼的E型和F型刀柄(比如E63和F63),F型刀柄的锥部要小一号。
也就是说E 63和F63的法兰直径都是φ63,但F63的锥部尺寸只和E50的尺寸一样。
所以和E63相比,F63的转速会更快(主轴轴承小)。
近年来由SANDVIK公司提出的Capto刀具接口也开始在机床行业得到应用,其基本原理与H SK接口相似,但传递扭矩的能力稍大一些,缺点是主轴轴端内孔加工困难较大,工艺比较复杂。