连续重整增压机喘振控制、压力、调速系统投自动操作法
- 格式:doc
- 大小:32.00 KB
- 文档页数:4
CCC机组控制系统在连续重整装置增压机组上的改造及应用【摘要】连续重整装置氢气增压机组的入口压力控制采用传统的CCS三分程控制,由于运行精度差及操作受限,实际生产中无法实现三分程自控,只能采取手动控制,同时机组回流量大,为保证系统平稳运行,引用美国CCC机组控制系统,包括防喘振控制,在保证反再系统压力稳定的同时达到节能降耗的目的。
【关键词】氢气增压机CCC机组控制系统1 引言连续重整装置氢气增压机1110-K202(BCL707+BCL708)采用两段轴向布置,一二段均布置防喘振系统线,如何同时实现反再系统压力的自动控制、防喘振系统的自动控制及入口压力超限控制,保证系统平稳操作,在CCS系统应用的Triconex三分程控制已不能满足操作要求,引用美国CCC机组控制系统很好的解决了这一问题。
另外传统的Triconex喘振控制系统使一二段防喘振阀常存在一定开度且波动较大,影响安全运行,能耗较大,通过CCC系统现场实测喘振线,利用防喘振控制方法,基本实现了回流阀的关闭,达到了节能降耗的目的。
2 控制系统改造2.1 改造前存在的问题改造前增压机组K202的CCS控制系统存如下问题:(1)三分程中段转速控制通过人为手动控制,影响装置的平稳运行,操作困难,且波动较大。
(2)装置经常处于满负荷状态,环境温度的变化容易使运行点易进入喘振区域,易引起K201入口压力波动,并形成恶性循环,增加了装置的运行危险性。
回流阀开度在8%左右,导致压缩机运行能耗过高。
(3)性能控制与防喘振控制功能不清晰,相互干扰,没有有效的解耦控制,无法有效调节压缩机性能。
2.2 控制系统改造方案首先确定总体控制方案,反再系统压力取消三分程控制,改由压缩机转速直接参与控制,防喘振控制只参与喘振保护工作,反再压力超限由压缩机入口防火炬阀定值控制。
以上控制方案非常简化,但实现了平稳控制及安全保护的要求。
控制系统改造是在原CCS系统基础上进行,具体改造内容如下:取消原Triconex控制器CCS系统中防喘振控制、入口压力“三分程”控制,只保留联锁控制、开停机升降速控制及常规监控报警等。
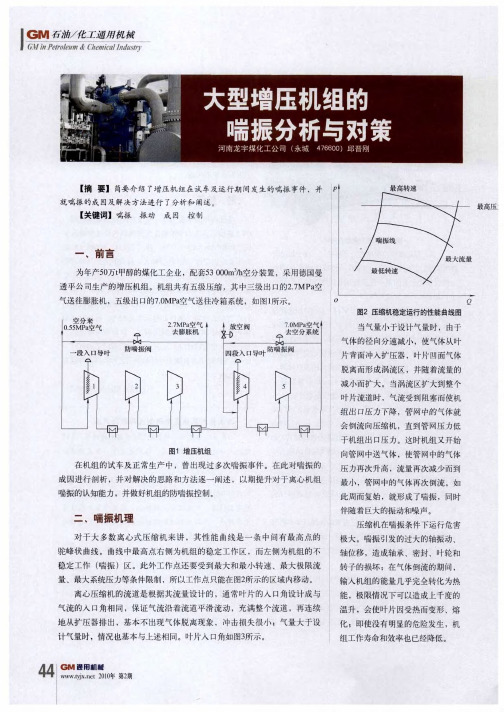

连续重整装置防喘振及压力控制系统应用宋春【摘要】连续重整装置防喘振控制系统的投用可提高设备的安全运行有效提高装置的节能效用,连续重整装置压力控制系统的投用可保证重整反应系统及再接触系统的压力稳定.【期刊名称】《石油和化工设备》【年(卷),期】2016(019)004【总页数】3页(P34-36)【关键词】连续重整装置;防喘振;三分程;控制;串级【作者】宋春【作者单位】中石油云南石化有限公司, 云南昆明 650000【正文语种】中文连续重整装置工艺技术从固定床到流动床的发展过程中,装置的规模也在不断增大,随着装置规模的变大,重整氢增压机由往复式压缩机改为两段离心式压缩机,重整氢增压机采用一拖二形式,即一个汽轮机带动两个缸同时运转。
由于离心式压缩机的性能特点,在大压缩比的工况下,当机组的工作点超出压缩机的工作区域时,机组发生喘振,造成设备损坏。
为了避免氢增压机发生喘振,稳定重整反应系统压力,目前UOP工艺包连续重整技术中,连续重整装置氢增压机采用防喘振控制系统及压力控制系统来保证机组的安全运行及氢气系统的压力稳定。
连续重整装置反应系统对运行参数的要求极为苛刻,各项工艺参数都只能在小幅范围内波动,对装置的自控率要求较高,同时为了减少装置能耗,压力控制及防喘振系统必须投到串级控制。
现就连续重整装置典型流程及控制原理进行分析说明。
连续重整装置为了将所产氢气送出装置,目前都采用三级增压的方法将氢气提到所需的压力。
三级增压设备分别为重整循环氢压缩机、氢增压机一段、氢增压机二段。
为了保护氢增压机设备及控制反应系统压力稳定,机组的安全运行及压力的控制是通过一个复杂的防喘振控制系统及一个压力串级控制系统来实现的。
在整个系统完全投入自动控制后,重整反应系统产物分离罐的压力稳定是由氢增压机的转数控制器通过调节汽轮机转数进行调节。
下面以典型连续重整装置流程及控制回路进行说明,首先对装置流程图(图1)进行描述。
重整产物分离罐(D-101)氢气经循环氢压缩机(K-101)增压后,一路作为循环氢去反应器系统循环使用,一路进入氢增压机(K-102)一段入口分液罐(D-102),氢增压机(K-102)一段增压后送入二段入口分液罐(D-103),氢增压机(K-102)二段增压后送出装置。

连续重整装置反应压力的自动控制连续重整装置的反应压力的控制对重整装置意义重大,本文详细的描述了反应压力自动投用过程中所遇到的问题以及解决的过程。
标签:防喘振、反应压力、分程控制某炼化有限公司共有3套320万吨/年连续重整装置,采用法国Axens超低压工艺技术,反应压力和机组转速、喘振控制分别在DCS和CCS执行。
开工阶段,在投用反应压力自动控制过程中,发现原工艺包设计的压力分程控制、转速串级及喘振控制存在不合理因素,投不上自动控制;现场只能定转速手动操作机组,导致反应系统压力波动大、机组运行不稳定、频繁喘振和停车,给生产造成极大影响。
为彻底解决上述问题,决定对DCS和CCS的控制方案进行优化。
反应系统压力控制回路介绍反应系统的压力控制由两个压力控制器来执行,即:控制器PIC-1101:整个反应部分的压力控制都是通过分离罐V-102顶部的压力控制器PIC-1101来实现的。
PIC-1101通过由排放阀A/B和压缩机转速构成的分程调节来控制。
控制器PIC-1601:PIC-1601位于高压吸收罐V-106的顶部,通过对PV-1601和富氢压缩机转速的分程控制,达到控制压缩机出口压力和转速。
当V-106中的压力降低时,控制系统提高汽轮机的速度,直到最大速度和功率;如果压力仍然低于PIC-1601设定值,关闭出口阀至氢气总管的PV-1601,当有转速信号输至SIC时,进而影响到压缩机入口的反应压力。
当V-106中的压力增加时,控制器PIC-1601将打开出口阀PV-1601,如果压力仍然增加,则汽轮机的速度将减小以限制外送氢气的流量,同样,因为机组转速的变化,进而影响到压缩机入口的反应压力。
富氢压缩机转速自动投用富氢压缩机采用意大利新比隆制造的三段筒式压缩机,每个缸体有独立的防喘振阀。
转速和防喘振控制在德国西门子公司的压缩机控制系统(CCS)完成,而反应系统压力控制在横河DCS完成,转速自动的投用需在CCS和DCS协作完成,即分离罐压力控制器PIC-1101换算成需要的转速传给CCS调整转速。
第四章增压器喘振的具体原因和解决办法4.1 增压系统气流通道堵塞(1)压缩机进口滤网脏堵,使压气机空气流量减小而发生喘振。
解决办法:清洗或更换滤网。
(2)消音器的羊毛毡松脱,使进气空气流动阻力增大流量减小而发生喘振。
解决办法:将松脱的羊毛毡重新铆好。
(3)压气机叶轮和扩压器严重积垢,使压气机空气流通面积变小;涡轮叶片及喷嘴环积垢严重,引起涡轮效率降低,导致压气机空气流量减小而发生喘振。
解决办法:在柴油机运行中对涡轮和压气机进行清洗工作。
(4)空冷器脏堵,使气流阻力增大,压气机背压升高,流量减少而产生喘振。
解决办法:对空冷器进行化学清洗,清除脏物。
(5)气缸进排气口结碳和油污,导致气口气流面积减小,压气机空气流量减少而产生喘振。
解决办法:定期清除进排气口的积碳和污物,确保气流通畅。
(6)废气锅炉烟道积碳脏堵,使涡轮后背压上升,导致压气机的空气流量减少而发生喘振。
解决办法:清洁疏通锅炉烟道。
124.2 增压器或柴油机故障,工况改变,增压器压气机工作点左移,处于喘振区(1)压气机叶轮损坏或过量腐蚀,压气能力减弱,涡轮叶片损坏,导致流经压气机的空气流量减小而发生喘振。
解决办法:换新或修复压气机叶轮或涡轮叶片。
(2)涡轮叶片顶部及喷嘴环罩内表面被腐蚀,使配合间隙增大,导致流经压气机的空气流量减小而发生喘振。
解决办法:换新或修复压涡轮叶片及喷嘴环罩。
(3)废气端或压气端有废气或空气泄漏,引起涡轮增压器效率下降而发生喘振。
解决办法:堵住泄漏。
(4)主机排烟温度高,其排出废气能量高,使增压器转速更高,压气机背压升高而产生喘振。
解决办法:查明主机排烟温度高的原因,并做相应的处理,使主机排温正常。
(5)二冲程柴油机的调速器负荷限位设置不当,当柴油机加速时,其压气机运行点位于喘振区,导致压气机喘振。
消除方法:调整调速器负荷限位。
(6)采用脉冲增压系统的柴油机一缸熄火,对于一缸熄火的增压器其压气机背压与正常增压器一样,就显得过高而引起喘振。

3.8Mt/a重整“一拖三”增压机的应用及控制策略探讨辛 华,许振涛,牛彦杰(浙江石油化工有限公司,浙江省舟山市316000)摘要:介绍了浙江石油化工有限公司重整装置机组工艺选型,着重分析了机组防喘振及压力控制策略。
“一拖三”大型增压机组改变了传统的Triconex三分程控制,利用解耦及超压、低压保护的方法,快速、准确地调节机组转速及系统压力,有效地解决了机组性能控制和防喘振控制相互干扰的问题,稳定了系统压力和级间压比,使得装置平稳运行。
“一拖三”大型增压机组在该公司3.8Mt/a重整装置的成功运行,证明了该机组设计和控制的可靠性,对炼油厂大型压缩机组的选型设计和控制方案具有借鉴意义。
关键词:催化重整 增压机 往复式压缩机 防喘振控制 压力控制 新建重整装置的规模逐步扩大,重整产氢能力不断提高,使得增压机由往复式压缩机改进为两段、三段离心式压缩机。
重整氢增压机是该装置的特殊设备,用于将重整产氢提压后输送至公司管网。
浙江石油化工有限公司(浙江石化)3.8Mt/a连续重整机组工艺采用循环机和增压机并联的形式,其中增压机选用“一拖三”结构,即1台双轴输出的汽轮机驱动3台负荷不同的压缩机。
由于“一拖三”增压机的性能特点,在复杂工况时,当机组操作点超过安全区时,性能控制与喘振控制相互干扰,使得防喘振阀常存在一定开度且波动较大,不仅影响机组运行,还会提高蒸汽使用量。
就其他炼油厂重整装置增压机运行工况来看,传统的Triconex三分程控制已无法满足机组控制要求。
针对以上情况,浙江石化重整“一拖三”增压机取消工艺专利商给定的Triconex三分程控制,改由增压机转速调节、气液分离器放火炬控制、出入口压力高限控制。
现就浙江石化3.8Mt/a连续重整装置工艺流程及系统压力控制方案进行说明。
1 重整工艺流程选型1.1 机组工艺选型连续重整装置为炼油厂主要产氢装置,精制石脑油在低压、高温条件下,在催化剂表面发生一系列脱氢反应后,副产大量氢气。
连续重整装置先进控制及其操作要点刘㊀桐摘㊀要:石油化工的生产过程具有易燃易爆㊁高温高压㊁有毒有害的特点ꎬ特别是直接作业环节很容易发生事故ꎮ文章主要探讨连续重整装置先进控制及其操作要点ꎮ关键词:连续重整装置ꎻ先进控制ꎻ操作一㊁连续重整装置催化剂装填(一)CCR重整反应器装填催化剂的程序要点1.将桶装催化剂倒入输送料斗ꎬ用吊车将载满催化剂的输送料斗吊至反应器顶部ꎬ输送料斗卸料管放入装填料斗中ꎮ2.打开输送料斗下面闸阀ꎬ使催化剂通过装填料斗缓慢装入反应器内ꎮ催化剂分别通过还原区ꎬ第一㊁二㊁三㊁四反应器ꎬ到达催化剂收集器ꎬ随着催化剂的不断装入ꎬ催化剂料位不断上升ꎮ3.对每个反应器进行催化剂检查ꎬ完毕后安装盖板ꎬ并自下而上逐个封好入孔ꎮ4.当催化剂装入预定量后ꎬ催化剂料位将上升至反应器还原区ꎬ此时应用卷尺检测料面高度ꎬ并核实装入量是否与预定量相符ꎮ同时要注意投用还原区催化剂料位计ꎬ并将卷尺所测料位高度变化与核料位计所显示的料位高变化相比较ꎬ以检验料位仪表的反应灵敏度和线性变化情况ꎬ试验报警及连锁信号ꎮ5.当核料位仪显示催化剂料位已达80%~90%时ꎬ停止装剂ꎬ用卷尺检测料面高度ꎬ核实催化剂料位仪所显示的催化剂料位是否准确ꎮ6.催化剂装填结束ꎬ清理现场ꎬ拆开和盲封的部位立即复位ꎮ7.用N2将反应器充压至0.005MPaꎬ保持微正压ꎮ(二)CCR重整再生区催化剂装填的程序要点1.分离料斗㊁再生器㊁氮封罐㊁闭锁料斗内件安装完好ꎬ各部均已干燥完毕ꎬ而且器内无异物ꎮ2.分离料斗㊁再生器㊁氮封罐㊁闭锁料斗之间做好隔离工作ꎬ避免空气形成对流ꎮ3.将闭锁料斗系统控制的再生器开关切至 装剂 位置ꎮ4.再生催化剂隔离系统已打开ꎮ5.仪表校验闭锁料斗核料位计ꎬ分离料斗核料位计ꎬ调校好零位ꎬ调校完毕后将辐射源拆走或做好防护措施以免核辐射ꎮ6.拆除分离料斗顶部催化剂入口的Y型短管ꎮ7.在分离料斗顶部拆开部位固定一个特制的装剂料斗ꎮ8.将桶装催化剂装入催化剂输送料斗ꎬ用吊车吊至分离料斗顶部ꎬ将卸料口放入装剂料斗ꎮ9.缓慢打开输送料斗底部闸阀ꎬ催化剂经装剂料斗进入分离料斗㊁再生器和氮封罐内ꎮ10.催化剂装填入分离料斗后ꎬ放射性料位会显示料位存在ꎬ当分离料斗料位计指示50%时ꎬ停止催化剂装填ꎮ11.用标尺测催化剂的料位高度ꎬ校验料位计显示的准确性ꎬ同时核实催化剂装入量是否与预定的相等ꎮ12.催化剂装入闭锁料斗ꎮ闭锁料斗缓冲区放射性料位计显示催化剂料位ꎬ分别记录料位显示5%㊁10%㊁30%㊁50%㊁70%㊁90%时的催化剂装入量ꎬ核实料位计显示是否基本准确ꎮ(三)装填时的注意事项1.打开缓冲罐底部的阀门ꎬ导通底部盲板ꎮ拆除闭锁料斗缓冲罐下面的两只手动球阀下面的短管ꎮ在方向合适位置的阀门下面ꎬ安装一个用于收集催化剂的帆布袋ꎮ2.在手动球阀连着的帆布袋下ꎬ放置一个已称过皮重的空桶ꎮ3.对每一个循环卸出的催化剂进行称重ꎮ称重重量的误差应该稳定在1%左右ꎮ这个重量将确定从低料位到闭锁料斗全空的时间ꎬ并用于调节计时器的时间ꎮ4.关闭闭锁料斗缓冲罐底部的V型球阀ꎬ闭锁料斗缓冲罐保持空ꎬ缓冲罐底部盲板导通ꎮ5.重复上面的闭锁料斗循环ꎮ记录每一次装载缓冲罐的装载量ꎮ6.闭锁料斗和闭锁料斗缓冲罐料位计必须通过0~100%的料位测量校准ꎮ当标定完成而且催化剂料位处于料位计100%位置时ꎬ需继续向闭锁料斗缓冲罐装剂直到完全装满ꎮ之后关闭缓冲罐顶部阀门ꎬ并记录随后的闭锁料斗装载时间ꎮ装载时间需通过正常装料时间除以该周期的装料时间以及前一周期的卸料时间才能确定ꎮ这个数值和之前的闭锁料斗装料数ꎬ即为闭锁料斗装料到闭锁料斗缓冲罐并能够保持全满和全空的总数ꎮ注意这个数值是确定闭锁料斗在线装料量所必需的ꎮ7.通过间断打开和关闭闭锁料斗缓冲罐底部的隔离阀以及关闭闭锁料斗缓冲罐顶部阀门ꎬ将重整催化剂全部卸至催化剂桶中ꎮ所有从闭锁料斗缓冲罐卸出的催化剂都必须进行称重ꎮ并且随着闭锁料斗缓冲罐中催化剂料位不断降低ꎬ同时检查和标定料位计的每个刻度对应的催化剂重量ꎬ以此来校验料位计的量程是否线性ꎮ8.当闭锁料斗缓冲罐空时ꎬ关闭缓冲罐底部的阀门ꎬ重新安装可拆卸短管ꎮ9.记录闭锁料斗缓冲罐催化剂总藏量变化ꎬ这个数值将被用于今后闭锁料斗在线标定装料量ꎮ试验的结果用于计算闭锁料斗缓冲罐中的催化剂净重ꎬ这个数据将作为闭锁料斗装满缓冲罐的重量数据ꎮ10.最后将闭锁料斗分离罐装满催化剂ꎬ并将闭锁料斗缓冲罐填充至50%料位ꎮ二㊁工艺事故的处理(一)分馏塔压力剧烈波动原料中含水或轻组分含量突然增高ꎬ以及回流突然带水增多时ꎬ如果操作不当ꎬ可造成操作激烈波动ꎮ通过保持较高压力ꎬ可以减少轻质汽油损失的数量ꎬ可以提高塔的处理能力ꎮ当塔的操作压力从0.10MPa提高至0.30MPa时ꎬ塔的生产能力可增长70%ꎮ但塔的压力提高以后ꎬ不利因素是物料的相对挥发度降低ꎬ给分离造成困难ꎮ为保持操作稳定ꎬ达到相同的分离精度ꎬ则需加大塔顶的回流比ꎬ从而增加了塔顶冷凝器的负荷ꎮ此外ꎬ由于进料温度不能随意提高ꎬ当压力上升以后ꎬ汽化率会下降ꎮ(二)分馏塔顶温剧烈波动塔顶温度是控制塔顶油干点的主要操作参数ꎬ塔顶温度过低ꎬ将不能拔出必要组分ꎬ操作不稳ꎻ塔顶温度过高ꎬ将使塔顶油干点升高ꎬ携带较多的重组分ꎮ因此ꎬ塔顶温度过高过低都会影响塔顶产品的质量ꎮ在实际生产过程中ꎬ控制塔顶温度最基本的方法是调节塔顶回流量ꎮ如果塔顶温度突然升高ꎬ就应及时增加回流量ꎬ或降低回流温度ꎮ较大的回流量或温度较低的回流进入塔顶后ꎬ与塔内高温物料接触时吸收热量ꎬ如果回流量加大的数量或温度降低的程度ꎬ正好与塔顶温度增加产生的热量相平衡ꎬ塔顶温度就能恢复到正常ꎮ三㊁结论文章主要从连续重整装置催化剂装填工艺操作与工艺事故两个方面进行阐述ꎬ在预加氢精制单元发生紧急事故ꎬ必须立刻予以处理ꎮ若处理不当ꎬ将使重整催化剂和反应器等设备严重损坏ꎮ参考文献:[1]张丹平.连续重整装置闭锁料斗控制系统研究[J].石化技术ꎬ2008(3).作者简介:刘桐ꎬ大连福佳 大化石油化工有限公司ꎮ871。
关于提高连续重整再接触增压机运行可靠性的分析发布时间:2022-11-29T04:37:10.072Z 来源:《科学与技术》2022年第15期作者:刘如振[导读] 某石油化工企业连续重整装置自开工运行以来刘如振中国石化沧州炼化公司摘要某石油化工企业连续重整装置自开工运行以来,再接触增压机组K202出现了多次问题或故障,影响了装置的平稳运行。
运行部从压缩机组的日常操作、运行状态和运行环境方面入手,对典型的故障案例进行了分析,并对潜在的问题隐患提出了相关的整改措施。
关键词连续重整压缩机故障可靠性1 设备及工艺流程简介1.1该企业连续重整装置再接触增压机(K202A/B/C)为往复式压缩机,型号为2D20-23/10-21。
机组的运行任务是将重整单元副产的含氢气体增压后同重整生成油混合,提高氢气的纯度和重整生成油的收率。
1.2重整单元再接触系统流程。
重整产氢一部分在重整反应系统中循环使用,另一部分经机组冷却器E212和机组入口分液罐D211后,被再接触增压机K202A/B/C升压,然后与液相重整产物混合,经水冷器E211冷却后进入再接触罐D214。
从再接触罐D214顶部分出重整富氢气体,经D215A/B脱氯处理后,其中一部分作为预加氢补充氢,另一部分经氢气增压机K203A/B升压后送至全厂氢气管网。
再接触罐D214底部液体经脱戊烷塔进料脱氯罐D219脱除氯化物后与脱戊烷塔底液换热进入脱戊烷塔C201。
2提高连续重整再接触增压机运行可靠性的意义连续重整装置催化剂再生单元联锁值最小为1KPa(一反下料斗D281和一反底部催化剂通道管差压)。
当再接触增压机出现故障、必须切机处理时,极易导致重整反应压力波动、触发再生单元催化剂循环停车联锁,影响催化剂烧焦的同时对整个装置的安全、平稳造成较大影响;当再接触增压机出现故障、短时间内无法恢复时,将导致重整生产的含氢气体不能及时送出、装置放火炬,影响环保和经济效益;当再接触增压机出现故障、较长时间无法恢复时,将导致装置降量或停工。
无级气量调节技术在连续重整氢增压机中的应用摘要:随着我国节能要求的日益提高,气量调节技术在压缩机上使用日益广泛。
本文以连续重整装置氢气压缩机为例,重点介绍了气量调节技术的基本原理、结构、控制方案和使用情况,通过具体事例的分析,发现气量调节技术已经和重整再接触的超弛控制系统做到了很好地结合,起到了明显的节能效果。
关键词:氢气压缩机气量调节技术液压延迟超弛控制一、前言连续重整装置是中石化股份有限公司高桥分公司的关键装置,它是以石脑油为原料,在高温、临氢的环境下生产高辛烷值汽油,并副产氢气的一种生产过程。
氢气增压机是其中的心脏设备,它主要是将装置生产的氢气增压到一定压力后,再输送到氢气管网,供下游装置使用。
在该装置中,氢气增压机是往复式的,它的型号是M156.9/2.4-8.1-62.6/7.5-22.3,它的额定排量是15000 Nm3/h,而重整产氢量是15342Nm3/h(45T进料量)、23000 Nm3/h(75T进料量)。
在以往生产中,往往会出现开一台机不够,开两台机又抽力过大的情况,装置通常的作法是开两台机,但为了平衡系统压力,需要将压缩机出口返回线打开,这样就会造成大量已压缩好的氢气白白返回到进口的情况产生,浪费了大量的电能。
而其它气量调节技术,如余隙调节和逐级气量调节、转速调节都各有其缺点而无法在现场完好使用。
为了避免这种情况产生,氢气增压机的气量调节技术得到了广泛的应用,其中最著名的产品是贺尔碧格公司生产的HYDROCOM 气量调节系统,它的出现成功解决了这个矛盾,为装置的节能生产起到了应有的作用。
二、气量调节原理压缩机的气量调节系统最早是从发动机技术当中发展而来的。
众所周知,往复式压缩机的工作过程经历了吸气、压缩、排气和膨胀的过程,每次循环所做的功如下图ABCD的面积所示。
当系统需要的气量只是压缩机排气量的一部分时,这时压缩机气量无级调节系统起了作用。
这时,压缩机只对实际需要的气量进行压缩,余下的气体在压缩行程的开始阶段,回流到进气腔内。
防喘振、调速控制系统投自动
步骤:
1.PIC7006投自动
PIC7006是一个简单的控制回路(正作用),投“自动”和PID参数调整同一般的PID回路。
2.转速投压力控制
PIC7003控制回路(正作用)是三分程控制。
0~33%参与防喘振控制,33%~66%作为速度的外给定,对应速度的6200~7980转。
66%~100%去现场的调节阀进行放空。
如果要调整PIC7003的PID参数可以把PIC7003控制回路直接投自动进行PID参数的调整。
压力控制转速的投用:
A、首先在PIC7003手动控制方式下给出阀位输出,使HIC7020的测
量等于SIC702的设定。
这时PIC7003的输出一定大于33%,HIC7012的测量变为0(一定要为0)。
B、把HIC7020投“自动”。
HIC7003也投“自动”。
然后把转速控制
器SIC702投为“外给”。
(投压力调速之前PIC7003的PID参数一定要调整好,输出不要波动大,否则速度控制会不稳定)。
如果压力调速控制不好,可以把速度控制器SIC702由“外给”方式改为“本地”方式,用升速或降速按钮来控制转速。
速度控制器的PID调整和一般的PID控制回路是一样的。
C、HIC7XXX为手动、自动切换开关,当切至手动时,输入信号与输出信号断开,输入信号无法控制输出信号,输出值只能通过手动输入数字,然后再输出至调节阀或调节器,当切至自动时,测量值与输出值相同,测量值控制输出值。
PID控制模块中的P为比例度,单位为%,其倒数为K(放大倍数),I为积分时间,单位为秒。
3.PIC7051/7045投自动
PIC7045是C702的一段出口压力高限控制器,当一段出口压力大于该设定值时,才开始有输出值。
设定值一般设置为0.726Mpa(表压),即保证一段压缩比≤2.43。
高限值的设定: 把一段防喘振控制器由“半自动”打到“手动”控制,然后点PIC7045 “手动”按钮选择自动,然后输入高限设定值。
(注意: PIC7045表打自动时必须将一段防喘振控制器打到”手动”位置,防止”测量”
值与”设定值”一致时,该表有输出,当该表输出大于一段防喘振控制器的手动给定值时,使防喘振阀打开)
如果想调整PID值,把一段防喘振控制器由“半自动”打到“手动”
控制,再把PIC7045投“自动”进行PID参数调节。
PID参数调整结束后把一段防喘振控制器投为“半自动”控制方式。
PIC7051是C702的二段出口压力高限控制,当二段出口压力大于该限制值时,才开始有输出。
设定值一般设置为1.72Mpa(表压),确保二段压缩比≤2.22。
高限值的设定: 把二段防喘振控制器由“半自动”打到“手动”控制,然后点PIC7051 “手动”按钮选择自动,然后输入高限设定值。
(注意:
PIC7051表打自动时必须将二段防喘振控制器打到”手动”位置,防止”测量”值与”设定值”一致时,该表有输出,当该表输出大于二段防喘振控制器的手动给定值时,使防喘振阀打开)
如果想调整PID值,把二段防喘振控制器由“半自动”打倒“手动”控制,再把PIC7051投“自动”进行PID参数调节。
PID参数调整结束后把一段防喘振控制器投为“半自动”控制方式。
4.PIC7053投自动
PIC7053是C702的二段入口压力低限控制,当入口压力低于该值时,该控制器开始有输出。
设定值一般设置为0.59Mpa(表),确保PIC7006的压力为1.4 Mpa(表)时, 二段压缩比≤2.22。
低限值的设定:把二段防喘振控制器由“半自动”打倒“手动”控制,再把PIC7053点“手动”按钮选择自动,然后输入低限设定值。
(注意: PIC7053表打自动时必须将二段防喘振控制器打到”手动”位置,防止”测量”值与”设定值”一致时,该表有输出,当该表输出大于二段防喘振控制器的手动给定值时,使防喘振阀打开)
如果想调整PID值,把二段防喘振控制器由“半自动”打倒“手动”控制,再把PIC7045投“自动”进行PID参数调节。
PID参数调整结束后把一段防喘振控制器投为“半自动”控制方式。
为了保证在以上三个控制回路投自动不影响系统的稳定控制,可以把两个防喘振控制器投为“手动”控制方式,而后再投回“半自动”控制方式。
故障处理
当发生防喘振阀打开,外排量减少,V701压力急剧上升时,或机组转速大幅波动(转速波动超过100转时),采取以下措施:
1、把速度控制器SIC702由“外给”方式改为“本地”方式,用
升速或降速按钮来控制转速。
2、一、二段防喘振控制器由“半自动”打到“手动”控制,调整
喘振光标至合适位置。
3、PIC7003、PIC7006改手动控制。
直至各参数正常后,再按《防
喘振、调速控制系统投自动》步骤投自动控制。
4、当机组转速低于6200rpm时,速度控制器SIC702会自动由“外
给”方式改为“本地”方式并发出报警。
此时要特别注意氢产量,防止V701排火炬阀打开。
重整车间
2007年3月21日。