计量型统计过程控制
- 格式:ppt
- 大小:6.61 MB
- 文档页数:38
SPC控制图选择的技巧SPC介绍:SPC统计过程控制(Statistical Process Control),简称SPC,是一种借助数理统计方法的过程控制工具。
在企业的质量控制中,可应用SPC对质量数据进行统计、分析从而区分出生产过程中产品质量的正常波动与异常波动,以便对过程的异常及时提出预警,提醒管理人员采取措施消除异常,恢复过程的稳定性,从而提高产品的质量。
SPC目的:SPC目的是建立并保持过程处于可接受的并且稳定的水平,以确保产品和服务符合规定的要求。
而要实现SPC的目的主要用到的工具手段就是控制图。
控制图主要是一个统计管理工具。
既然是统计那么就离不开数据,数据是统计技术的基础。
在SPC统计过程的,为不同的数据应用不同的控制图来统计。
那么SPC统计过程中的数据分为哪几种呢?首先数据主要分为两大类,一个是计量型数据,另一个是计数型数据。
计量型数据是指连续测量所得的质量特性值,如长度、重量、强度、化学成分、时间、电阻等。
计数型数据是指按个数数得的非连续性取值的质量特性值,如铸件的疵点数,统计抽样中的不合格判定数、审核中的不合格项数等可以用0、1、2、3、、、等阿拉伯数字数下去的数据。
其中计数型数据又可分为计件值与计点值,其中计件值是指是按件、按个、按项计数的数据。
例如:不合格品件数、温控器个数、质量检验项目等;计点值是指是指按缺陷点计数,例如:铸件的沙眼数、布匹上的疵点数、电路板上的焊接不良数等离散性数据。
控制图在众多现代化工厂中得到了普遍应用,并凭借其强大的分析功能,为工厂带来丰厚的实时收益。
最初的控制图分为计量型与计数型两大类,包含七种基本图表。
计量型控制图包括:∙IX-MR(单值移动极差图)∙Xbar-R(均值极差图)∙Xbar-s(均值标准差图)计数型控制图包括:∙P(用于可变样本量的不合格品率)∙Np(用于固定样本量的不合格品数)∙u(用于可变样本量的单位缺陷数)∙c(用于固定样本量的缺陷数)控制图的介绍:虽然最初被引入企业的只有7种基本控制图,但很多企业仍从这7种图表的有效运用中获得显著收益。
SPC(Statistical Process Control)统计过程控制一、统计过程控制的基本概念 ⒈ 统计的概念统计(Statistical ,简称S ):有目的地收集数据、整理数据、并使用相应的方法制图,列表与分析数据的过程。
⒉ 过程(Process ,简称P):在ISO9000:2000版中,过程的定义是一组将输入转化为输出的相互关联和相互作用的活动。
⒊ 控制(Control ,简称C ):所谓控制就是通过对图表与数据的分析研究,对过程的异常采取相应的措施进行监控的一种持续改进的活动。
⒋ 统计过程控制(SPC )的涵义:统计过程控制(Statistical Process Control ,简称SPC )是为了贯彻预防原则,应用统计技术对过程中的各个阶段进行评估与监察,建立并保持过程处于可接受的并稳定的水平,从而保证产品和服务符合规定的要求的一种技术。
统计技术涉及数理统计的许多分支,但SPC 中的主要工具是控制图。
因此,要想推行SPC 必须对控制图有一定深入的了解,否则就不可能通过SPC 取得真正的实效。
⒌ SPC 的特点:① 强调全员参与,而不是只依靠少数质量管理人员;② 强调应用统计方法来保证预防原则的实现;③ SPC 不是用来解决个别工序采用什么控制图的问题,SPC 强调从整个过程、整个体系出发来解决问题。
SPC 的重点就在于P (Process ,过程)。
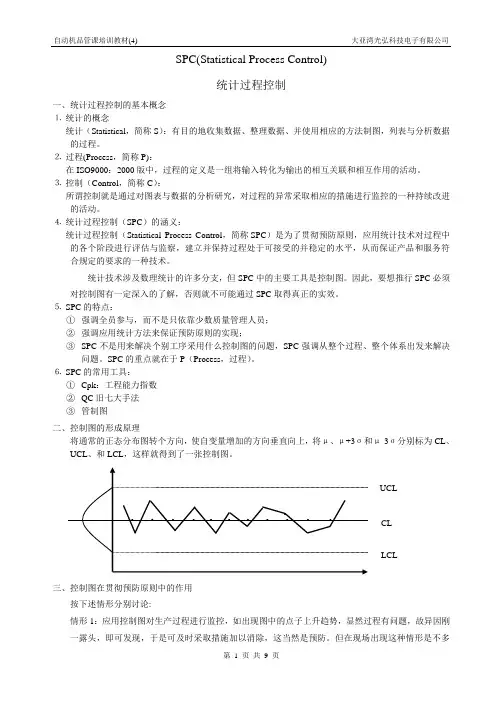
⒍ SPC 的常用工具:① Cpk :工程能力指数 ② QC 旧七大手法③ 管制图二、控制图的形成原理将通常的正态分布图转个方向,使自变量增加的方向垂直向上,将μ、μ+3σ和μ-3σ分别标为CL 、UCL 、和LCL ,这样就得到了一张控制图。
三、控制图在贯彻预防原则中的作用按下述情形分别讨论:情形1:应用控制图对生产过程进行监控,如出现图中的点子上升趋势,显然过程有问题,故异因刚一露头,即可发现,于是可及时采取措施加以消除,这当然是预防。
SPC-计量型数据模块10SPC(统计过程控制)是一种质量管理工具,旨在监控和控制过程的稳定性和可靠性。
计量型数据模块10是SPC中的一个重要组成部分,用于收集、分析和监控计量型数据,以帮助企业实现质量的持续改进。
本文档将详细介绍SPC-计量型数据模块10的功能和使用方法。
1. 功能介绍SPC-计量型数据模块10提供了以下主要功能:1.1 数据收集该模块可以从多种来源收集计量型数据,包括传感器、测量仪器和记录表等。
用户可以手动输入数据,或通过数据接口自动导入数据。
收集的数据可以是连续或离散的,并且可以包含多个测量指标。
1.2 数据分析SPC-计量型数据模块10能够对收集的数据进行各种分析,以获取统计特征和趋势。
这些分析包括:•均值和标准差的计算•直方图和箱线图的绘制•数据分布分析•数据关联和相关性分析用户可以根据自己的需要选择特定的分析方法,以便更好地理解数据的状态和性质,并采取相应的措施。
1.3 监控和控制SPC-计量型数据模块10可以监控数据的稳定性和可靠性,通过检测异常值、偏离控制限的数据和趋势变化等情况,及时发现潜在的问题。
用户可以设置上下控制限,并根据控制图上的警告信号进行相应的调整和改进。
2. 使用方法下面是使用SPC-计量型数据模块10的步骤:2.1 数据收集首先,需要收集计量型数据。
可以通过传感器、测量仪器或手动记录表等方式获取数据。
确保数据的准确性和完整性,并将其保存在电脑或服务器中。
2.2 数据导入如果数据已经保存在电脑或服务器中,可以通过数据接口将其导入到SPC-计量型数据模块10中。
选择相应的数据导入选项,并按照提示完成导入过程。
确保导入的数据格式正确,以便后续的分析和控制。
2.3 数据分析在导入数据后,可以开始进行数据分析。
选择要分析的数据集、测量指标和分析方法,然后点击开始分析按钮。
系统将根据选择的方法计算统计特征和绘制相应的图表。
查看分析结果,并对数据的分布、趋势和异常进行评估。

深圳亚翔塑胶五金厂ATLAS PLASTICS&METAL PRODUCT FACTORY SZ文件/指引名称统计过程控制(SPC)及反应计划文件/指引编号TS-QW-EG-04页数1/8文件/指引版本 A 生效日期2006-06-01编写人吴永东部门主管审批李承俊管理者代表确认金东奎生效日期版本修改履历2006-06-01 A 首次发行受控编号1A 2A 3A 4A 5A 6A 7A 8A 接收部门总经办营业部采购部工程部成型部品质部装配部仓务部接收人/受控编号9A 10A 11A接收部门行政部财务部信息技术部接收人/文件控制印章如印章之颜色不是红色﹐则是非受控副本﹐文件/指引名称统计过程控制(SPC)及反应计划文件/指引编号TS-QW-EG-04页数2/8文件/指引版本 A 生效日期2006-06-011. 目的通过应用控制图方法,对产品制造过程关键工序的主要质量特性/重要特性进行控制,及时发现异常因素并加以消除,确保工序处于稳定的受控的状态。
2. 范围适用于公司生产过程各关键工序主要质量特性/重要特性的控制。
3. 术语及定义3.1术语σ标准偏差 CL 中心线LCL 控制下限 LSL 规格下限UCL 控制上限 USL 规格上限SPC 统计过程控制 PP 过程实绩CP 能力指数 CPk 稳定过程的能力指数3.2定义计量型数据:可以连续不间断取值的数据。
计数型数据:不可以连续不间断取值的数据。
稳定性:不存在变差的特殊原因处于统计控制的状态。
规格限:本公司或由供应商或客户对相关过程或产品特性所定的控制界限。
变差:过程的单个输出之间不可避免的差别,原因可分成两类:普通和特殊原因。
4.职责4.1技术部4.1.1 在制定控制计划中确定关键的工序参数或控制特性;4.1.2 选取合适的控制图类型(如: X-R,np图),确定取样数量及测试频率;4.1.3 计算持续的中心线和控制界限,包括对控制界限进行修订;4.1.4 检查完成的控制图,分析其趋势/异常情形;4.1.5 工序能力的研究。

统计过程控制(SPC)参考手册(文献翻译)第II章计量型数据控制图当从一个过程中可得到测量值时,使用计量型数据的控制图是一种有力的工具。
例如:轴承的直径、关门所用的力,或审查一张收据所用的时间等。
计量型数据控制图——尤其是其最普通的形式,X—R图——代表了控制图在过程控制中的典型应用。
(见图6)计量型数据的控制图应用广泛,有如下原因:1〃大多过程和其输出具有可测量的特性,所以其潜在应用广泛;2〃量化的值(例如:“直径为16.45mm”)比简单的是—否陈述(例如:”直径符合规范”)包含的信息更多;3〃虽然获得一个测得的数据比获得一个通过或不通过的数据成本高,但为了获得更多的有关过程的信息而需要检查的件数却较少,因此,在某些情况下测量的费用更低;4〃由于在作出可靠的决定之前,只需检查少量产品,因此可以缩短零件生产和采取纠正措施之间的时间间隔;5〃用计量型数据可以分析一个过程的性能,可以量化所作的改进,即使每个单值都在规范限界之内。
这一点对寻求持续改进来说是很重要的。
计量型控制图可以通过分布宽度(零件间的变异性)和其位置(过程的平均值)来解释数据。
由于这个原因,计量型数据用控制图应该始终成对准备及分析——一张图用于位置,另一张图用于分布宽度。
最常用的是X和R图。
X是一个小的子组的平均值——是位置的量度;R是每个子组的极差(最大值减去最小值)——分布宽度的量度。
本章第1节讨论中较长篇幅讨论X—R图,本章第二节讨论X和s图(R图的替代),第三节讨论中位数图(平均值和极差图的简单替代图),本章第4节讨论用于单值的控制图(当必须在单值而不是子组的基础上作出决定时)。
第1节均值和极差图(X—R图)在使用X—R图之前,必须作几点适当的准备:·建立适合于实施的环境除非管理者已准备好一个可靠的环境,否则任何统计方法都会失败。
必须排除机构内阻碍人们公正的顾虑。
管理者必须提供资源(人力和物力)来参与和支持改进措施。
统计过程控制(SPC)之计量型和计数型控制图的比较
定义/说明/要求/目的:
计数型数据是指:可被分类用来记录和分析的定性数据,计数型数据通常以不合格品或不符合的形式来收集。
计量型数据是指:定量的数据,这种测量值可用来进行分析。
单指是指:一个单独的数值,或对某一个特性的一次测量,通常用符号X表示。
泊松分布是指:一种离散型概率分布,应用于不合格数的计数型数据。
适合于描述单位时间(或空间)内随机事件发生的次数。
如机器出现的故障数,一块产品上的缺陷数。
过程均值是指:一个特定过程特性的测量值分布的位置,即为过程平均值。
控制图能够用来监测和评价一个过程。
过程的数据是离散型的,则使用计数型控制图。
过程的数据时连续型的,则使用计量型控制图。
分析过程采用计量型控制图;欲将过程分类,则采用计数型控制图。
检查表:。
一般按产品的生产顺序或测定顺序,排列数据;3).将收集数据分组并记入表中(提供控制图常用表格)4).计算平均值(X)、极差(R)总平均值(X)平均极差(R)5).计算控制界限CLx、UCLx、LCLx CLR UCLR LCLR6).绘制控制界限7).点图8).控制图分析4、控制限分析:1).所有的控制点均在控制界限内随机分布,则可以作为控制界限。
2).某些控制点超出控制界限,则应对异常原因进行调查,并加以消除。
然后利用剩余的数据重新计算控制界限。
3).虽有控制点超出控制界限,但原因不明,或已查明原因但无法消除,则这些点无需剔除。
4).如果所有的控制点均在控制界限内随机分布则可以以此作为控制过程的控制图5).与现有规格作为比较a.如果控制界限在规格范围内,且分布中心与规格中心基本重合,可认为过程能力可以满足规格的要求,以此作为正常生产控制用控制图b.如果各控制点都在控制界限内且呈随机分布可以判定过程在受控状态6).如果有超出控制界限点时,则应作以下工作:a.对此异常点进行分析并加以处置,并要有预防措施b.均值控制图有超界限点时,表示过程平均发生变化或变异增大c.极差控制图有超界限时,表示过程变异增大。
7).如果过程控制要项发生变化。
如设备、人员、原料等因素,此时应对控制界限重新进行计算。
重新收集数据进行计算,找出客观的控制界限。
5、均值-标准差控制图(x - S)将均值控制图与标准差控制图联合使用的一种控制图形式。
其中:均值为样本均值,标准差为样本标准差S。
均值控制图的控制界限的计算公式:CL=X UCL=X+A3S LCL=X-A3S标准差控制图控制界限的计算公式:CL=S UCL=B8 S LCL= B7 S绘制均值与标准差控制图制内容与均值-极差控制图(X-R)内容基本相同6、中位数-极差控制图(x - R)将中位数控制图与极差控制图联合使用的一种控制图形式。
每抽到一个样本,将数据均以“o”的符号记在控制图上,同时将中位数以“•”打点。