第一节等离子弧焊接的特点及应用
- 格式:ppt
- 大小:1.13 MB
- 文档页数:25
一、等离子弧焊接方法及工艺特点1.等离子焊接原理等离子态是除固态、液态、气态之外的第四种物质存在形态。
等离子焊接是从钨级氩弧焊的基础上发展起来的一种高能焊接方法。
钨级氩弧焊是自由电弧,而等离子电弧是压缩电弧。
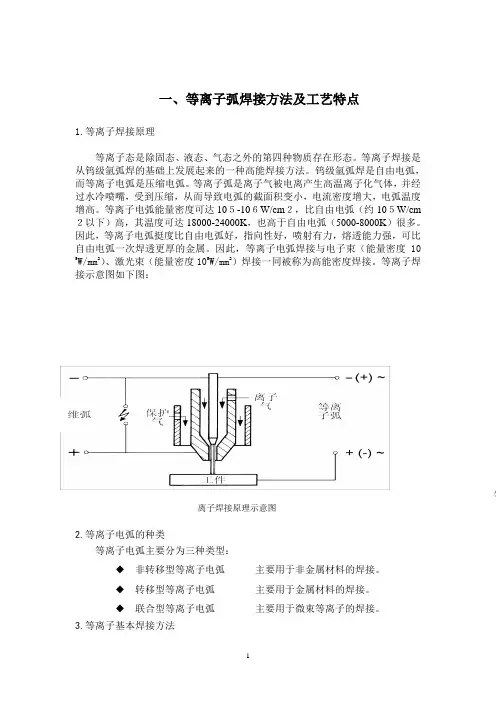
等离子弧是离子气被电离产生高温离子化气体,并经过水冷喷嘴,受到压缩,从而导致电弧的截面积变小,电流密度增大,电弧温度增高。
等离子电弧能量密度可达105-106W/cm2,比自由电弧(约105W/cm2以下)高,其温度可达18000-24000K,也高于自由电弧(5000-8000K)很多。
因此,等离子电弧挺度比自由电弧好,指向性好,喷射有力,熔透能力强,可比自由电弧一次焊透更厚的金属。
因此,等离子电弧焊接与电子束(能量密度105W/mm2)、激光束(能量密度105W/mm2)焊接一同被称为高能密度焊接。
等离子焊接示意图如下图:等离子焊接原理示意图2.等离子电弧的种类等离子电弧主要分为三种类型:◆非转移型等离子电弧主要用于非金属材料的焊接。
◆转移型等离子电弧主要用于金属材料的焊接。
◆联合型等离子电弧主要用于微束等离子的焊接。
3.等离子基本焊接方法按焊缝成型原理,等离子焊接有两种基本的焊接方法:熔透型和小孔型等离子焊接。
◆熔透型等离子焊接在焊接过程中离子气较小,弧柱的压缩程度较弱,只熔透工件,但不产生小孔效应的等离子焊接方法。
其焊缝成型原理与氩弧焊类似,主要用于薄板焊接及厚板多层焊。
◆小孔型等离子焊接利用小孔效应实现等离子弧焊接的方法称为小孔型等离子焊接。
由于等离子具有能量集中﹑电弧力强的特点,在适当的参数条件下,等离子弧可以直接穿透被焊工件,形成一个贯穿工件厚度方向的小孔,小孔周围的液体金属在电弧力﹑液态金属表面张力以及重力下保持平衡,随着等离子弧在焊接方向移动,熔化金属沿着等离子弧周围熔池壁向熔池后方流动,并逐渐凝固形成焊逢,小孔也跟着等离子弧向前移动,如下图所示。
小孔效应示意图小孔效应的优点在于可以单道焊接厚板,一次焊透双面成型。
等离子焊接特点等离子焊接是一种常用的金属焊接方法,具有许多特点和优势。
在本文中,我们将详细介绍等离子焊接的特点,并从不同角度展开描述。
1. 高能量密度:等离子焊接是利用等离子弧产生的高温和高能量进行焊接的。
等离子弧的温度可达到几万摄氏度,能量密度非常高,因此可以迅速加热并熔化焊接材料,实现高效的焊接。
2. 操作灵活性:等离子焊接适用于各种金属材料的焊接,包括钢、铝、铜、镍等,具有广泛的适用性。
同时,等离子焊接可以实现手工焊接、自动化焊接以及机器人焊接等多种操作方式,灵活性高。
3. 焊接速度快:由于等离子焊接的高能量密度和高温特点,使得焊接过程快速进行。
相比传统的焊接方法,等离子焊接可以大大提高焊接速度,提高生产效率。
4. 焊接质量高:等离子焊接可以实现高质量的焊缝,焊接强度高、密封性好。
等离子焊接的高能量输入使得焊接区域的熔池深度较大,焊缝形成良好,焊接强度高,可以满足高强度焊接的要求。
5. 热影响区小:等离子焊接的热影响区相对较小,热输入较少,对焊接材料和周围热敏感区域的影响减小。
这对于一些热敏感的材料和工件来说尤为重要,可以降低变形和变质的风险。
6. 焊接变形小:等离子焊接过程中,由于焊接时间较短,热输入相对较少,因此焊接变形较小。
这对于一些对焊接变形要求较高的工件来说是非常有利的。
7. 焊接深度大:等离子焊接的能量密度高,焊接深度大。
这使得等离子焊接适用于一些对焊缝深度要求较高的应用,例如焊接厚板、厚壁管等。
8. 焊接适用性广:等离子焊接可以适用于不同形状的工件进行焊接,包括平板、管道、角钢等。
无论是平面焊接、对接焊接还是角焊接,等离子焊接都可以胜任。
9. 焊接环境要求低:等离子焊接不需要使用保护气体,焊接过程中产生的等离子弧可以自身提供保护。
这降低了焊接过程中对环境的要求,减少了焊接成本。
10. 焊接效果可控性好:等离子焊接可以通过调节焊接电流、电压、速度等参数来控制焊接效果。
这使得等离子焊接具有较好的可控性,可以满足不同焊接需求。

第4章等离子弧焊接等离子弧焊接设备4.1 等离子弧的产生及其特性1. 等离子弧的产生1)等离子弧概念等离子电弧的形成及电弧形态比较等离子弧是通过外部拘束使自由电弧的弧柱被强烈压缩形成的电弧。
通常情况下的GTA和GMA电弧,为自由电弧,除受到电弧自身磁场拘束和周围环境的冷却拘束外,不受其他条件束缚,电弧相同相对比较扩展,电弧能量密度和温度较低。
若把自由电弧缩进到喷嘴里,喷嘴的孔径小,电弧通过时,弧柱截面积受到限制,不能自由扩展,产生了外部拘束作用,电弧在径向上被强烈压缩,形成等离子弧。
2)等离子弧的工作方式①转移型等离子弧。
(a)等离子弧方式在喷嘴内电极与被加工工件间产生等离子弧。
由于电极到工件的距离较长,引燃电弧时,首先在电极和喷嘴内壁间引燃一个小电弧,称作“引燃弧”,电极被加热,空间温度升高,高温气流从喷嘴孔道中流出,喷射到工件表面,在电极与工件间有了高温气层,随后在主电源较高的空载电压下,电弧能够自动的转移到电极与工件之间燃烧,称为“主弧”或“转移弧”。
②等离子焰流在钨电极与喷嘴内壁之间引燃等离子弧。
由于保护气通过电弧区被加热,流出喷嘴时带出高温等离子焰流,堆被加工工件进行加热,称作“等离子焰流”。
电极与喷嘴内壁间的电弧,其电流值较小,电弧温度低,故等离子焰流的温度也明显低于电弧,指向性不如等离子弧。
等离子焰流方式③混合型等离子弧当电弧引燃并形成转移电弧后仍然能保持引燃弧的存在,即形成两个电弧同时燃烧的局面,效果是转移弧的燃烧更为稳定。
2. 等离子弧特性及用途1)电弧静特性与TIG电弧相比,等离子弧的静特性的特点:①受到水冷喷嘴孔道壁的拘束,弧柱截面积小,弧柱电场强度增大,电弧电压明显提高,从大范围电流变化看,静特性曲线中平特性区不明显,上升特性区斜率增加。
等离子弧静特性变化特点(a)等离子弧与TIG电弧静特性(b)小弧电流对等离子弧静特性影响②混合式等离子弧中的小弧电流对转移弧特性有明显影响,小弧电流值增加,有利于降低转移弧电压。

等离子弧焊接的名词解释等离子弧焊接是一种常见的金属材料连接技术,它利用弧焊的原理和等离子体的特性来实现焊接。
1. 弧焊基本原理弧焊是一种利用焊接电弧热量将金属材料熔化并通过填充材料形成焊缝的方法。
在等离子弧焊接中,焊工通过两电极间的电弧放电,使气体或气体混合物在高温电弧热作用下形成等离子体,然后利用等离子体的高温和大能量来熔化金属材料并完成焊接过程。
2. 等离子体的特性等离子体是带电的气体,它的特点是高温、高能量、导电性强以及能在电磁场中受力等。
这些特性使得等离子体在焊接过程中发挥重要作用。
等离子弧焊接中,通过控制等离子体的形成和行为,可以实现高效率、高质量的焊接。
3. 等离子弧焊接的设备等离子弧焊接需要特殊的设备来产生和控制焊接过程中的等离子体。
主要设备包括焊接电源、焊接电极、等离子弧焊枪和保护气体供给系统等。
焊接电源负责提供适当的电流和电压来维持电弧的稳定,并为电弧供能。
焊接电极是产生电弧的工具,常见的有钨极、钼极等。
等离子弧焊枪通过控制电弧的形成和维持,将电弧聚焦在焊接区域。
保护气体供给系统则提供保护气体,从而保护电弧、熔化金属和熔化池免受空气中的氧气和其他杂质的污染。
4. 等离子弧焊接的应用等离子弧焊接广泛应用于各个领域,特别是在航空航天、汽车制造、石油化工、核工程等重要领域中,具有重要的地位。
其应用范围包括焊接厚板、薄板、管道、容器等各种结构件,能够满足不同材料(如碳钢、不锈钢、铝合金等)的焊接需求。
5. 等离子弧焊接的优点等离子弧焊接具有以下优点:(1)焊接速度快,高效率;(2)焊接质量高,焊缝质量好;(3)可焊接不同材料的金属;(4)操作简单、易学易用。
总结等离子弧焊接是一种常见的金属材料连接技术,通过利用等离子体的特性和弧焊的原理来实现焊接。
它具有广泛的应用领域和重要的地位,能够满足不同材料的焊接需求。
通过控制等离子体的形成和行为,等离子弧焊接能够实现高效率、高质量的焊接。
等离子弧焊接的特点
等离子弧焊接是一种常用的金属焊接方法,具有许多特点。
首先,等离子弧焊接可以适用于各种金属材料的焊接,包括钢、不锈钢、铝等。
这意味着无论是焊接薄板材还是厚板材,等离子弧焊接都可以胜任,具有广泛的应用范围。
其次,等离子弧焊接具有高能量密度和热浸入深度的特点。
等离子弧发射出的高温等离子体能够迅速加热工件表面,使金属迅速熔化并形成焊缝。
由于等离子弧的高能量密度,焊接过程中的热浸入深度较大,可以获得较深且较窄的焊缝,焊接强度高。
另外,等离子弧焊接具有稳定的弧焰和良好的电弧调节性能。
等离子弧具有高频和恒流等特点,能够在较宽的电弧电流范围下工作。
这种稳定的弧焰可以保证焊接过程中的电弧稳定,消除电弧飞溅和焊接质量不稳定的问题。
此外,等离子弧焊接还具有较少的气体污染和较小的变形。
等离子弧焊接使用惰性气体作为保护气体,如氩气,不会与金属发生任何反应,因此对金属的污染较少。
同时,等离子弧焊接的焊接速度快,热输入量较少,可以减小焊接时的变形。
另外,等离子弧焊接还具有操作简便和焊接质量可靠的特点。
相对于其他金属焊接方法,等离子弧焊接不需要庞大的设备和复杂的操作过程,操作简单方便。
而且,等离子弧焊接焊接质量可靠,焊接接头强度高,焊缝质量好,能够满足各种工程项目的需求。
综上所述,等离子弧焊接具有适用广泛、高能量密度、热浸入深度大、稳定的弧焰、较少的气体污染、较小的变形、操作简便和焊接质量可靠等特点。
这些特点使得等离子弧焊接成为了许多金属焊接工程的首选方法。
等离子弧焊等离子弧焊成品等离子弧焊是利用等离子弧作为热源的焊接方法。
气体由电弧加热产生离解,在高速通过水冷喷嘴时受到压缩,增大能量密度和离解度,形成等离子弧。
它的稳定性、发热量和温度都高于一般电弧,因而具有较大的熔透力和焊接速度。
形成等离子弧的气体和它周围的保护气体一般用氩。
根据各种工件的材料性质,也有使用氦或氩氦、氩氢等混合气体的。
目录基本信息工作方式过程特点应用等离子弧焊接和切割各种焊接方法及设备等离子弧焊设备国外焊接技术最新进展等离子弧焊的工艺参数等离子弧焊直接金属成形技术的工艺研究等离子焊优点等离子弧的特性合金材料的等离子弧焊•超薄壁管子的微束等离子弧焊安全防护技术基本信息缩写abbr. :PAW.[军] Plasma-Arc Welding, 等离子弧焊——简明英汉词典工作方式等离子弧有两种工作方式。
一种是“非转移弧”,电弧在钨极与喷嘴之间燃烧,主要用於等离子喷镀或加热非导电材料;另一种是“转移弧”,电弧由辅助电极高频引弧后,电弧燃烧在钨极与工件之间,用於焊接。
形成焊缝的方式有熔透式和穿孔式两种。
前一种形式的等离子弧只熔透母材,形成焊接熔池,多用於0.8~3毫米厚的板材焊接;后一种形式的等离子弧只熔穿板材,形成钥匙孔形的熔池,多用於 3~12毫米厚的板材焊接。
此外,还有小电流的微束等离子弧焊,特别适合於0.02~1.5毫米的薄板焊接。
等离子弧焊接属于高质量焊接方法。
焊缝的深/宽比大,热影响区窄,工件变形小,可焊材料种类多。
特别是脉冲电流等离子弧焊和熔化极等离子弧焊的发展,更扩大了等离子弧焊的使用范围。
过程特点操作方式等离子弧焊与TIG焊十分相似,它们的电弧都是在尖头的钨电极和工件之间形成的。
但是,通过在焊炬中安置电极,能将等离子弧从保护气体的气囊中分离出来,随后推动等离子通过孔型良好的铜喷管将弧压缩。
通过改变孔的直径和等离子气流速度,可以实现三种操作方式:1、微束等离子:0.1~15A在很低的焊接电流下,材苁褂梦⑹?壤胱踊<词乖诨〕け浠?怀??0mm时,柱状弧仍能保持稳定。

等离子弧焊类型、原理、优缺点、适用范围及等离子焊接设备操作规程1、等离子弧产生及类型:⑴、等离子弧产生:①、等离子弧焊是利用高温的等离子弧来焊接用气焊和普通电弧焊所难以焊接的难熔金属的一种熔焊方法。
②、离子弧焊利用气体在电弧中电离后,再经过热收缩效应、机械收缩效应、磁收缩效应而产生的一种超高温热源进行焊接,温度可达20000℃左右。
③、等离子弧的发生装置如图11-1所示。
在钨极(-极)和焊件(+极)之间加上一个较高的电压,经过高频振荡器的激发,使气体电离形成电弧。
此电弧在通过具有特殊孔型的喷嘴时,经过机械压缩、热收缩和磁场的收缩效应,弧柱被压缩到很细的范围内。
这时的电弧能量高度集中,其能量密度可达10°~10°W/cm²,温度也达到极高程度,其弧柱中心温度可达16000~33000℃;弧柱内的气体得到了高度的电离,因此,等离子弧不仅被广泛用于焊接、喷涂、堆焊,而且可用于金属和非金属切割。
⑵、等离子弧类型及电源连接方式:①、非转移型弧。
钨极接电源负极,喷嘴接电源正极,等离子弧体产生于钨极和喷嘴内表面之间(见图11-2a),工件本身不通电、而是被间接加热熔化,其热量的有效利用率不高,故不宜用于较厚材料的焊接和切割。
②、转移型弧。
钨极接电源负极,焊件接电源正极,首先在钨极和喷嘴之间引燃小电弧后,随即接通钨极与焊件之间的电路,再切断喷嘴与钨极之间的电路,同时钨极与喷嘴间的电弧熄灭,电弧转移到钨极与焊件间直接燃烧,这类电弧称为转移型弧(见图11-2b)。
这种等离子弧可以直接加热工件,提高了热量有效利用率,故可用于中等厚度以上工件的焊接与切割。
③、联合型弧。
转移型弧和非转移型弧同时存在的等离子弧称为联合型弧(见图11-2c)。
联合型弧的两个电弧分别由两个电源供电主电源加在钨极和焊件间产生等离子弧,是主要焊接热源。
另一个电源加在钨极和喷嘴间产生小电弧,称为维持电弧。
联合弧主要用于微弧等离子焊接和粉末材料的喷焊。
等离子弧焊的特点及应用等离子弧焊是一种常见的焊接方法,具有许多独特的特点和广泛的应用。
本文将介绍等离子弧焊的特点及其应用,详细分析其优势和限制。
等离子弧焊是一种热能焊接过程,它利用高温等离子弧来加热和熔化焊接材料,形成焊缝。
下面是等离子弧焊最突出的几个特点:1. 高能量密度:等离子弧产生的热能密度非常高,可以迅速加热和熔化焊接材料,有助于实现高质量的焊接。
2. 深度焊接:等离子弧焊能够穿透焊接材料的较大厚度,实现深度焊接,适用于厚板焊接和多板叠焊。
3. 焊接速度快:由于高能量密度和深度焊接能力,等离子弧焊能够在较短的时间内完成焊接,提高生产效率。
4. 熔池稳定:等离子弧焊的熔池稳定性高,焊缝形状好,且不易产生焊渣和气孔,有利于焊接质量的控制。
5. 适用范围广:等离子弧焊适用于焊接各种金属材料,如不锈钢、铝、镍合金等,具有广泛的应用领域。
等离子弧焊在许多领域都有重要的应用,下面是几个典型的应用:1. 压力容器制造:等离子弧焊能够实现较大厚度的焊接,适用于制造压力容器、锅炉和管道。
2. 航空航天工业:等离子弧焊适用于航空航天工业中对焊接质量和强度要求较高的部件,如飞机机身、发动机零部件等。
3. 轨道交通制造:等离子弧焊可以用于制造轨道交通车辆的车身结构、车轮、焊接轨道等焊接工艺。
4. 石油化工设备:等离子弧焊能够焊接耐腐蚀材料,如不锈钢和镍合金,适用于制造石油化工设备,如储罐、换热器等。
5. 汽车制造:等离子弧焊适用于汽车制造中对焊接质量和外观要求较高的部件,如汽车车身、车架等。
等离子弧焊具有许多优点,但也存在一些限制。
下面是等离子弧焊的一些限制:1. 焊接设备复杂:等离子弧焊所需的设备复杂,包括等离子弧焊机、电源、气体供应系统等,需要专业操作人员进行操作。
2. 易受环境影响:等离子弧焊对环境要求较高,如温度、湿度等因素都会对焊接效果产生影响,需要在控制环境条件下进行焊接。
3. 昂贵的成本:等离子弧焊设备和材料成本较高,对于一些小规模焊接项目可能不划算。
等离子弧焊接
等离子弧焊接是一种高能量密度焊接技术,它是利用等离子体弧来加
热和熔化金属材料,实现材料的连接。
等离子体是一种高温、高能量
密度的气态物质,由电离气体中自由电子和正离子组成。
在等离子弧
焊接过程中,电极产生的电弧在工件表面形成一个等离子体区域,该
区域中的温度可以达到几千摄氏度,并且具有足够的能量来熔化金属
材料。
等离子弧焊接具有以下优点:
1. 焊缝质量高:等离子弧焊接可以实现较小的热影响区域,从而减少
了变形和应力集中,并且可以得到较高的焊缝质量。
2. 适用于多种金属:等离子弧焊接适用于多种金属材料的连接,包括钢、铝、铜、镁和钛等。
3. 焊接速度快:由于等离子体具有高能量密度,因此可以实现较快的
焊接速度。
4. 易于自动化:由于等离子弧焊接可以实现较高的焊接速度和稳定性,因此易于自动化。
等离子弧焊接的缺点包括:
1. 设备成本高:等离子弧焊接设备成本较高,需要专门的设备和技术。
2. 操作难度大:由于等离子弧焊接需要精确控制电弧和等离子体的位
置和形状,因此操作难度较大。
3. 对环境要求高:等离子弧焊接过程中会产生大量的气体、光线和热量,对环境要求较高。
总之,等离子弧焊接是一种高能量密度、高质量、适用于多种金属材
料的连接技术。
虽然它具有一些缺点,但在某些情况下仍然是最优选择。