传输原理-第2章材料加工冶金传输原理-2
- 格式:ppt
- 大小:105.50 KB
- 文档页数:15


材料加工冶金传输原理
一、材料加工
材料加工是用各种方法(如机械、热、化学、电等)改变材料的形态、组织、结构和性能的过程。主要分为塑性加工、切削加工、焊接、热处理等几种。
塑性加工是利用金属材料可塑性变形的特性,通过变形使其得到所需形状、尺寸和性能的过程。常见的塑性加工方法有锻、挤压、拉伸等。锻造是利用重锤、压力机等装置对金属材料进行加工的过程;挤压则是利用挤压机对材料进行轴向挤压得到所需的截面形状和尺寸;拉伸则是利用拉伸机将金属材料拉长而得到所需的形状。
切削加工是通过将金属材料的形状、尺寸、表面粗糙度、轮廓等进行切除,从而得到所需的形状、尺寸和性能的过程。常见的切削加工方法有车削、铣削、钻削等。车削是利用车床将金属材料旋转进行切除的过程;铣削则是利用铣床进行平面上的加工和修整;钻削则是利用钻床进行孔的加工。
焊接是通过固化剂的作用,将金属材料在高温或者高压的条件下进行接合的过程。常见的焊接方法包括电弧焊、气焊、激光焊等。
热处理则是通过加热金属材料到一定温度,进行保温和冷却,改变金属组织结构从而改变其性能的过程。常见的热处理方法包括退火、正火、淬火等。
二、冶金
冶金是对金属资源进行提取、加工和利用的过程。包括选矿、冶炼、铸造、加工等几个环节。
选矿是将含金属矿石中的金属元素和有用矿物从其它无用的矿物中进行分选的过程。常见的选矿方法有重选、浮选等。
冶炼是将选出的含金属矿石通过热加工或者化学反应将其提炼出来的过程。常见的冶炼方法有火法冶炼、湿法冶炼等。
铸造则是用熔融的金属材料通过铸造工艺在合适的模具内进行凝固而得到所需的形状和尺寸的过程。常见的铸造方法有压铸法、砂型铸造法、永久模铸造法等。
加工则是对金属材料进行塑性加工和切削加工等的过程。常见的加工方法与上述相似。
三、传输原理 传输是指物体或物质在空间中向某一方向运动的过程。而传输原理是指在某种条件下物质传递的规律、原理和机制。材料加工和冶金的过程中,传输原理起到了至关重要的作用。
第一章 流体的主要物理性质
1-1何谓流体,流体具有哪些物理性质?
答:流体是指没有固定的形状、易於流动的物质。它包括液体和气体。
流体的主要物理性质有:密度、重度、比体积压缩性和膨胀性。
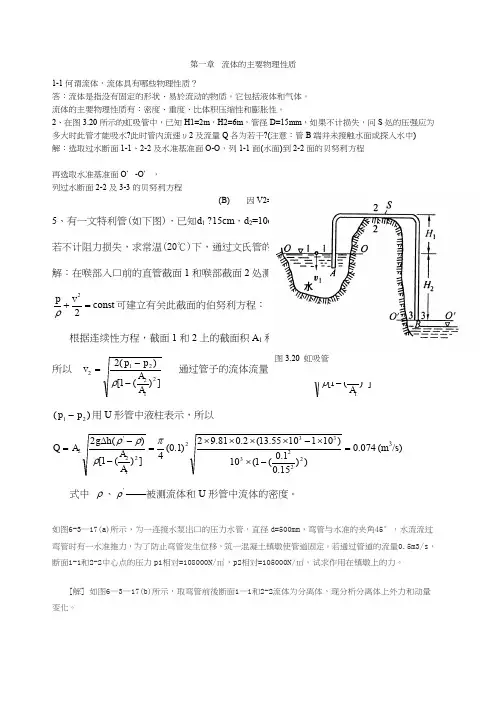
2、在图3.20所示的虹吸管中,已知H1=2m,H2=6m,管径D=15mm,如果不计损失,问S处的压强应为多大时此管才能吸水?此时管内流速υ2及流量Q各为若干?(注意:管B端并未接触水面或探入水中)
解:选取过水断面1-1、2-2及水准基准面O-O,列1-1面(水面)到2-2面的贝努利方程
再选取水准基准面O’-O’,
列过水断面2-2及3-3的贝努利方程
(B) 因V2=V3 由式(B)得
5、有一文特利管(如下图),已知d1 15cm,d2=10cm,水银差压计液面高差h20cm。若不计阻力损失,求常温(20℃)下,通过文氏管的水的流量。
解:在喉部入口前的直管截面1和喉部截面2处测量静压力差p1和p2,则由式
constvp22可建立有关此截面的伯努利方程:
22212122pvpv
根据连续性方程,截面1和2上的截面积A1和A2与流体流速v1和v2的关系式为
所以
])(1[)(2212212AAppv 通过管子的流体流量为
])(1[)(2212212AAppAQ
)(21pp用U形管中液柱表示,所以
074.0))15.01.0(1(10)1011055.13(2.081.92)1.0(4])(1[)(22223332212'2AAhgAQ(m3/s)
式中 、'——被测流体和U形管中流体的密度。
如图6-3—17(a)所示,为一连接水泵出口的压力水管,直径d=500mm,弯管与水准的夹角45°,水流流过弯管时有一水准推力,为了防止弯管发生位移,筑一混凝土镇墩使管道固定。若通过管道的流量0.5m3/s,断面1-1和2-2中心点的压力p1相对=108000N/㎡,p2相对=105000N/㎡。试求作用在镇墩上的力。

第八章 焊接成形
1.名词解释:焊接、焊接电弧、热影响区、焊接性。
答:(1)焊接是指通过加热或加压或两者并用,使被焊材料达到原子间的结合,形成永久性连接的工艺。
(2)焊接电弧是在两个电极之间的气体介质中,强烈而持久的气体放电现象。
(3)热影响区是在焊接过程中母材金属因受热的影响(但未熔化)而发生金相组织和力学性能变化的区域。
(4)金属焊接性是指材料对焊接加工的适应性,即在一定的焊接工艺条件下获得优质焊接接头的难易程度。
2.常用电弧的引燃方法有哪些?
接触引弧和非接触引弧。
3.熔化焊的焊接接头包括哪几部分?
答:焊接接头包括焊缝金属、熔合区和热影响区三部分。
4.焊接应力的产生原因是什么?消除焊接应力的方法有哪些?
答:(1)在焊接过程中,不均匀的局部加热是焊件产生焊接应力与变形的根本原因。(2)消除应力的方法:① 焊前预热和焊后热处理;② 加热减应区法;③ 选择合理的焊接次序及工艺参数;④ 焊后锤击或碾压焊道、拉伸或振动工件。
5.试分析厚件多层焊时,为什么有时要用小锤对红热状态的焊缝进行敲击?
答:每焊完一道焊缝后,当焊缝仍处于高温时,用小锤对焊缝进行均匀适度的锤击,能使缝焊金属在高温塑性较好时得以延伸,补偿部分收缩,可大大减小焊接应力和变形,以避免裂纹的产生。
6.焊接变形的基本形式有哪些?如何矫正?
答:(1)收缩变形、角变形、弯曲变形、扭曲变形、波浪变形。(2)机械矫正法、火焰加热矫正法。
7.常见的焊接缺陷有哪些?
答:裂纹、气孔、未焊透和未熔合、烧穿、咬边、焊瘤等。
8.简述焊条的组成及各部分的作用。
答:(1)焊芯:① 作为电极传导焊接电流,产生电弧;② 焊芯作为填充金属,与熔化的母材金属形成焊缝。
(2)药皮:① 机械保护作用;② 冶金处理作用;③ 改善焊接工艺性能。
9.试从焊接质量、生产率、焊接材料、成本和应用范围等方面,比较下列焊接工艺。
(1)焊条电弧焊; (2)埋弧焊; (3)氩弧焊; (4)CO2气体保护焊
第11章 扩散传质
题1、一直径为2..44cm,长为61cm的圆管,其两端分别与两个巨大容器相连,如下图所示,这是一个氨(NH3)-氮(N2)扩散系统。设系统压力为1.0132×105Pa,温度为50℃,近似地将圆管内气体的扩散视为等摩尔逆向扩散。设圆管两端NH3的分压分别为,1066.6,10999.13241PaPPaPAA 并且已知扩散系数。smDAB/10648.225试计算:
(1)氨(A)的扩散通量;
(2)氮(B)的扩散通量;
(3)氨(A)浓度分布。(12分)
解:(1)
)/(10155.2)1066.610999.1(61.0323314.810648.2)(2434521smmolppzRTDNAAABA
(2)BANN
(3)zzpzzpppAAAA44443112101852.210999.110999.161.0)10999.11066.6(
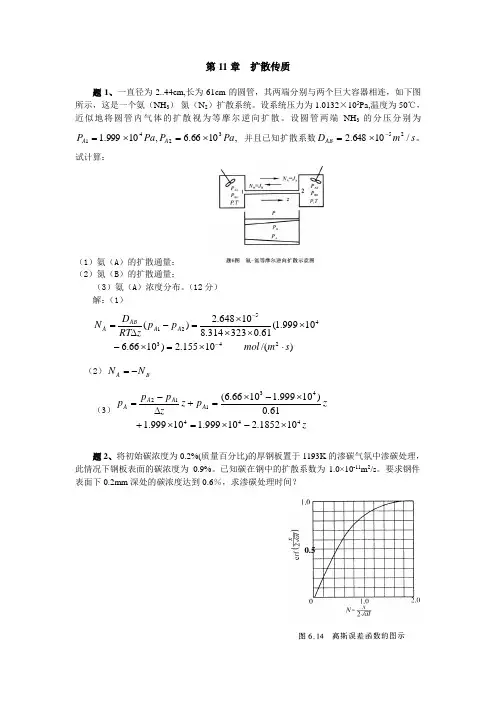
题2、将初始碳浓度为0.2%(质量百分比)的厚钢板置于1193K的渗碳气氛中渗碳处理,此情况下钢板表面的碳浓度为 0.9%。已知碳在钢中的扩散系数为1.0×10-11m2/s。要求钢件表面下0.2mm深处的碳浓度达到0.6%,求渗碳处理时间?
0.5
解: 可按半无限大介质中的非稳定态扩散求解,即
tDzerfwwwwABAAsAAs20
代入已知数据,则有
terf114100.121024286.0002.0009.0006.0009.0
4.0100.12102114t
解得 hst737.16253
题3、如下图所示,气体氨(A)与气体氮在具有均匀直径的管子两端进行等分子反向稳态扩散,气体的浓度为298K,总压力为1.01325×105Pa,扩散距离为0.1m,在端点1处,10013.141PapA另一端,10507.042PapA。smDAB/1023.024