注塑模具钢材选择标准
- 格式:docx
- 大小:15.04 KB
- 文档页数:2
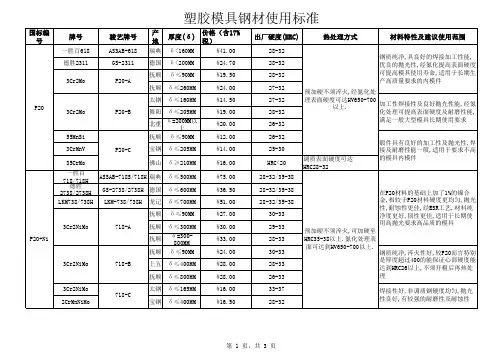
塑胶模具常用钢材(一)C45 W 中炭钢美国标准编号:AISI 1050 ~ 1055;日本标准编号:S50C ~ S55C德国标准编号:1.1730。
中炭钢或45# 钢香港称为王牌钢,此钢材的硬度为:HB170 ~ HB220,价格便宜,加工容易,在模具上用作模架,顶柱,及一些不重要的零件上,市场上一般标准模架是采用此种钢材;(二)40 CrMn Mo 7 预硬塑胶模具钢美国、日本、新加坡、香港、中国标准编号:AISI P20,德国及有些欧洲国家编号:DIN:1.2311、1.2378、1.2312。
此种钢是预硬钢,一般不适宜热处理,但是可以氮化处理,此钢种的硬度差距也很大,由280HRC ~ 400视乎那间钢厂的标准,由于已作预硬处理,机械切削也不太困难,所以很合适做一些中下价模具的镶件,有些生产大批量的模具模架也采用此钢材(有些客户指定要用此钢作模架),好处是硬度比中炭钢高,变形也比中炭钢稳定,P20此种钢由于在塑胶模具被广泛采用,所以品牌也很多,其中在华南地区较为普遍的品牌有:ASSAB 一胜百牌,瑞典产的有两种不同硬度,718S HB290~HB330(330~340HRC)、718H HB330~HB370 (340~380HRC)。
大同钢厂,日本产:NAK 80(硬度400HRC+20)及NAK55(硬度400HRC+20)两种,一般情况下,NAK 80做定模镶件,NAK55做动模镶件,要留意NAK55 不能直接做EDM皮纹,据钢材代理解释是含硫的关系,所以EDM后留有条纹的;德胜钢厂THYSSEN ,德国产,有好几种编号:GS-711(硬度340~360HRC)、GS738(硬度320~350HRC)、GS808VAR(硬度380~420HRC)、GS318(硬度290~330HRC)、GS312(硬度290~330HRC),GS312含硫不能做EDM纹,在欧洲做模架较为普遍,GS312的Code 为40 Cr MN Mo S8,百禄(BOHLER)奥国产,编号有:M261(380~420HRC)、M238(360~420HRC)、M202(290~330HRC),M202不能做EDM纹,也是含硫,尚有其他品牌,不能尽录。
模具设计钢材选用的知识引言模具设计是机械制造领域中的重要环节,而钢材的选用是模具设计过程中至关重要的一步。
模具设计钢材的选用要求对材料的性能、特点和应用进行全面了解,以确保模具具备良好的耐磨性、强度和耐腐蚀性能,从而保证模具寿命的延长和模具质量的提高。
本文将介绍模具设计钢材选用的一些基本知识。
一、模具设计钢材选用的考虑因素在进行模具设计钢材选用时,需要考虑以下几个因素:1.性能要求模具设计钢材的性能要求包括强度、硬度、塑性、韧性和耐磨性等。
强度和硬度是模具能够承受外部载荷和抵御切削力的重要指标,而塑性和韧性则决定了模具在工作过程中的变形和断裂能力。
耐磨性是模具表面能够抵抗切削力和磨损的能力。
2.材料成本材料成本是模具设计中的一个重要考虑因素。
根据模具的具体使用场景和要求,可以选择适合的材料来降低制造成本。
一般情况下,模具选用的钢材成本较高,但其性能和寿命更高,因此在实际应用中需要进行合理的权衡。
3.加工性在模具设计钢材选用时,还需要考虑材料的加工性。
模具制造过程中需要进行切削、热处理等工艺,因此钢材的加工性能直接影响着模具的加工难度和效率。
选用加工性良好的钢材可以提高模具的制造效率和质量。
4.耐腐蚀性能模具在工作过程中可能接触到各种液体、气体或者化学物质,在这种情况下,耐腐蚀性能就显得尤为重要。
选用具有较好耐腐蚀性能的钢材可以延长模具的使用寿命,减少维护和更换的频率。
二、常用的模具钢材类型根据模具设计的不同要求和工作环境的差异,常用的模具钢材类型有以下几种:1.冷作模具钢冷作模具钢是常用且广泛应用于模具设计中的一类材料,具有较好的硬度、强度和耐磨性能。
常见的冷作模具钢有Cr12、Cr12MoV等。
2.热作模具钢热作模具钢主要用于高温工作环境下,要求具备优良的高温强度和耐热性能。
常见的热作模具钢有H13、H11等。
塑料模具钢主要用于塑料制品的成型,要求具备良好的耐磨性、韧性和热导性能。
常见的塑料模具钢有P20、2311等。
塑料模具钢材的选用1 引言一般把注射模按使用寿命的长短人五级:一级在百万次以上、二级是50万~100万次、三级30万~50万次、四级在10万~30万次、五级在10万次以下。
一级与二级模具都要求用热处理硬度在50HRC左右的钢材,否则易于磨损,注射出的产品易超差,故所选的钢材既要有较好的热处理性能,又要在高硬度的状态下有好的切削性能,当然还有其它方面的考虑。
2 注射模材料应满足的条件及要求2.1 满足工作条件要求(1)耐磨性。
塑料在模具型腔中塑性变性时,沿型腔表面既流动又滑动,使型腔表面与塑料间产生剧烈的摩擦,从而导致模具因磨损而失效。
所以材料的耐磨性是模具最基本、最重要的性能之一。
硬度是影响耐磨性的主要因素。
一般情况下,模具零件的硬度越高,磨损量越小,耐磨性也越好,另外,耐磨性还与材料中碳化物的种类、数量、形态、大小及分布有关。
(2)强韧性。
模具的工作条件大多十分恶劣,有些常承受较大的冲击负荷,从而导致脆性断裂。
为防止模具零件在工作时突然脆断,模具要具有较高的强度和韧性。
模具的韧性主要取决于材料含碳量、晶粒度及组织状态。
(3)疲劳断裂性能。
模具工作过程中,在循环应力的长期作用下,往往导致疲劳断裂。
其形式有小能量多次冲击疲劳断裂、拉伸疲劳断裂、接触疲劳断裂及弯曲疲劳断裂。
模具的疲劳断裂性能主要取决于其强度、韧性、硬度、以及材料中夹杂物的含量。
(4)高温性能。
当模具的工作温度较高时,会使硬度和强度下降,导致模具早期磨损或产生塑性变形而失效。
因此,模具材料应具有较高的抗回火稳定性,以保证模具在工作温度下,具有较高的硬度和强度。
(5)耐冷热疲劳性能。
有些模具在工作过程中处于反复加热和冷却的状态,使型腔表面受拉、压力变应力的作用,引起表面龟裂和剥落,增大摩擦力,阻碍塑性变形,降低了尺寸精度,从而导致模具失效。
冷热疲劳是热作模具失效的主要形式之一,这类模具应具有较高的耐冷热疲劳性能。
(6)耐蚀性。
塑料模在工作时,由于塑料中存在氯、氟等元素,受热后分解析出HCI、HF等强侵蚀性气体,侵蚀模具型腔表面,增加其表面粗糙度值,加剧磨损失效。
模具材料选用标准成型零部件材料选用.1 成型零部件指与塑料直接接触而成型制品的模具零部件,如型腔、型芯、滑块、镶件、斜顶、侧抽等。
.2 成型零部件的材质直接关系到模具的质量、寿命,决定着所成型塑料制品的外观及内在质量,必须十分慎重,一般要在合同规定及客户要求的基础上,根据制品和模具的要求及特点选用。
.3 成型零部件材料的选用原则是:根据所成型塑料的种类、制品的形状、尺寸精度、制品的外观质量及使用要求、生产批量大小等,兼顾材料的切削、抛光、焊接、蚀纹、变形、耐磨等各项性能,同时考虑经济性以及模具的制造条件和加工方法,以选用不同类型的钢材。
.4 对于成型透明塑料制品的模具,其型腔和型芯均需选用高镜面抛光性能的高档进口钢材,如718(P20+Ni 类)、NAK80(P21类)、S136(420类)、H13类钢等,其中718、NAK80为预硬状态,不需再进行热处理;S136及H13类钢均为退火状态,硬度一般为HB160-200,粗加工后需进行真空淬火及回火处理,S136的硬度一般为HRC40-50,H13类钢的硬度一般为HRC45-55(可根据具体牌号确定)。
.5 对于制品外观质量要求高,长寿命、大批量生产的模具,其成型零部件材料选择如下:a) 型腔需选用高镜面抛光性能的高档进口钢材,如718(P20+Ni类)、NAK80(P21类)等,均为预硬状态,不需再进行热处理。
b) 型芯可选用中低档进口P20或P20+Ni类钢材,如618、738、2738、638、318等,均为预硬状态;对生产批量不大的模具,也可选用国产塑料模具钢或S50C、S55C等进口优质碳素钢。
.6 对于制品外观质量要求一般的模具,其成型零部件材料选择如下:a) 小型、精密模具型腔和型芯均选用中档进口P20或P20+Ni类钢材。
b) 大中型模具,所成型塑料对钢材无特殊要求,型腔可选用中低档进口P20或P20+Ni类钢材;型芯可选用低档进口P20类钢材或进口优质碳素钢S50C、S55C等,也可选用国产塑料模具钢。
注塑模具常用钢材及硬度汇总注塑模具是一种用于制造塑料制品的模具,常见于家电、汽车、电子等行业。
模具的材料选择对模具的寿命、质量和成本等方面都具有重要影响。
下面是注塑模具常用钢材及硬度的汇总:1.P20钢:P20钢又称为低碳铬模具钢,具有良好的切削性能、加工性能和热处理性能。
其硬度一般为28-32HRC,适用于制造大多数注塑模具的芯、腔。
2.718钢:718钢是一种耐热性能较好的模具钢,具有优异的综合性能。
718钢的硬度一般在30-36HRC之间,适用于制造高要求的注塑模具。
3.NAK80钢:NAK80钢是一种低合金的中碳铬钼耐冲击模具钢,具有出色的耐磨性和耐蚀性。
其硬度一般为37-43HRC,适用于制造高要求的注塑模具。
4.S136钢:S136钢又称为不锈钢,具有良好的抗腐蚀性能和耐酸碱性能。
其硬度一般为48-52HRC,适用于制造高品质和高精度的注塑模具。
5.H13钢:H13钢是一种热作模具钢,具有良好的耐热性和热疲劳性能。
其硬度一般为45-50HRC,适用于制造需要抵抗高温和高压的注塑模具。
6.738钢:738钢是一种高硬度、高强度的模具钢,具有优异的耐磨性能和尺寸稳定性。
其硬度一般为48-52HRC,适用于制造长寿命和高要求的注塑模具。
除了以上几种常用钢材外,还有一些特殊用途的模具钢,如:SLD钢、STAVAX钢、420钢等。
这些钢材在不同的注塑模具制造过程和需求中具有特定的应用价值。
在选择模具钢材时,需要综合考虑模具的使用条件、工作环境、成本等因素。
合理选择合适的模具钢材,能够提高模具的使用寿命、耐磨性和生产效率,降低模具制造成本,提高产品质量。
注塑模具技术指标是一个重要的考量点,其优劣直接影响到产品的质量、生产效率以及成本控制。
以下是一些关键的注塑模具技术指标:1. 模具钢材:模具的钢材选择直接影响到模具的耐用性和使用寿命。
高质量的模具钢材应当具有高硬度、高耐磨性以及良好的韧性。
常见的模具钢材包括H13、718、P20等。
2. 模具结构:模具结构应当简单、紧凑,便于制造和维修。
同时,合理的模具结构可以减少热量损失,提高塑料熔体的流动性,保证注塑过程的顺利进行。
3. 模具精度:模具精度包括尺寸精度、形状精度和表面粗糙度等方面。
高精度的模具能够生产出高精度的产品,提高产品的合格率和生产效率。
4. 浇口设计:浇口是注塑过程中塑料熔体进入模具的关键通道。
合理的浇口设计能够减少注塑压力和塑料熔体的浪费,提高产品的质量。
浇口的位置、形状和大小应根据产品的大小和形状来确定。
5. 冷却系统:冷却系统是控制模具温度的重要设备。
合理的冷却系统设计能够提高冷却效率,减少注塑周期,提高生产效率。
同时,冷却系统的维护和清洁也是保证产品质量的关键因素。
6. 顶出系统:顶出系统是帮助产品从模具中脱出的关键设备。
顶出系统的设计应当合理,能够保证产品顺利脱出,同时不会对产品造成损坏。
7. 排气系统:排气系统是帮助排除模具内的空气和塑料熔体中的气泡。
合理的排气系统设计能够减少产品中的气孔和气泡,提高产品的质量。
8. 维修保养:模具的维修和保养是保证模具使用寿命和产品质量的关键因素。
定期对模具进行清洗、润滑、检查和维修,能够延长模具的使用寿命,提高生产效率。
综上所述,注塑模具技术指标涵盖了多个方面,每一个方面都应当给予充分的关注和投入。
只有在这些方面做到精益求精,才能够生产出高质量、高效率的产品。
第一章注塑模具常用钢牌号和特性一、具材料概述模具钢材的选择对于塑料的成功应用,与树脂的选择对于模塑产品的最终性能要求,具有同等的重要性。
正如树脂需按方配制,以满足塑料在应用中的性能要求一样,钢也需合金化,以满足使用中的特定性能要求。
某些应用需要高硬度、高耐磨性的模具钢,以增强分模线的耐用性,而其它的应用则需更高韧性的模具钢,以抵抗机械疲劳。
一般来说,具有更高硬度和耐磨性能的钢更易脆,而几乎是所有的情况下,韧性更强的钢,其耐钢与钢磨蚀(粘附磨蚀)、与耐玻璃纤维或矿物充填树脂磨蚀的性能会有所减弱。
模具制作者可选择用不锈钢,来模塑对其它大部分钢有腐蚀作用的树脂。
钢材硬度越高(洛氏55 或更高),分模线的完整性会明显增,在分模线处,钢与钢的合模沿口会产生抽芯,一个或全部两个钢面的硬度范围应在洛氏55至洛氏58之间。
为了防止玻璃或矿物充填树脂对模具的磨蚀,建议考虑在浇口处嵌入A-2、D-2 或M-2 钢,并在与浇口相对的型芯处嵌入耐磨钢。
P-20 钢塑料模具虽没有“通用”的模钢,但P-20 钢被认为是工业上的多用途钢。
预先硬化至RC 30-32状态的这种钢非常坚硬,但却相当容易加工。
当模腔尺寸超过12 × 12 × 12 英寸(303.6×303.6 × 303.6 毫米)时,它是一种应加以考虑的优良钢材,因为该尺寸的热处理块,其成本和有关风险须严格控制。
当已预知模具循环周期不超过500,000次时,P-20 钢还可用于较小尺寸的模腔,以省去热处理的时间和费用。
当制造P-20钢体模具时,需要有滑块、提升器、其它斜导销及活动件,建议这些活动钢件由不同合金和硬度的钢制成,以减少磨损或高粘附磨蚀。
制造大型P-20钢体模具的通常做法是,使用经热处理至RC50-52硬度的H-13 钢体滑块或提升器,和/或使用硬度在RC 55至RC 58范围内的局部磨擦钢面。
H-13 和S-7 钢这些钢都具有极高的韧性和抗机械疲劳性,其中H-13钢(RC50-52)韧性较高,而S-7钢由于硬度较高(RC 55-57),所以具有更好的耐用性。
注塑模具认可标准目的:建立从模具结构、胶件质量及注塑成型工艺要求三方面认可模具的标准,据此对模具质量进行评估、打分,望不断提高模具质量;确保模具能正常投入生产,并生产出合格质量的胶件,满足产品设计的要求。
1、模具结构部分〔1〕模具材料①模胚各板材所用钢质不低于1050钢。
〔相当于日本王牌钢〕②胚司、边钉、回钉、中托司、中托边所用材料表面硬度不低于HRC60。
③啤ABS、HIPS料前模及前模镶件,用超级P20钢材〔如718、M238等〕。
后模用一样P20钢材〔如MUP、M202等〕,后模镶件用1050~1055钢或材质更好的钢材。
④啤PC、POM、PE等腐蚀性材料前后模及其镶件均需用420钢材〔如S136、M300、M310等〕。
⑤啤镜面模具所用钢材为420钢材〔如S136、M300、M310等〕。
⑥斜顶、摆杆表面硬度许多于HRC35,推板表面硬度许多于HRC28。
⑦假如客户指定应使用模具钢材时,模厂应满足客户要求。
〔2〕模具应具备结构①模具标识:模胚外应按客户要求打上文字。
模胚内按客户指定位置打上P/N号、胶件牌号,一模多腔应打上模腔号,多镶件应按设计要求打上镶件编号。
②模具应安装合适的法兰圈,并开标准码模坑。
③三板模应安装扣锁并加锁钉,以及应安装拉料钩及水口板,先开弹圈。
④模具底板应开合格的顶棍孔,孔位置应符合顶出平稳要求。
⑤模具顶针板应装复位弹簧,合模时,前模板应先接触回针,否那么模具应先安装复位机构〔有行位结构的另行要求〕。
⑥行位结构。
✧行位运动应畅顺,接触面应开油槽。
✧行位上应安装使行位弹出作用之弹簧,并安装限位装置。
✧在高度方向运动之哈夫块共推出高度不能超过导滑槽长度的2/5。
⑦顶出机构。
✧顶针设置应使胶件脱模时不产生永久变形、顶白、不阻碍塑胶件外观。
✧顶针机构应保证灵活、可靠、不发生错误动作。
✧顶针、司筒顶面非平面时,顶针、司筒应定位。
⑧底板上应平均设置垃圾钉,垃圾钉高度应一致。
⑨4545或以上级大模应加设中托边,一套模中司筒数量达到或超过16支应增设中托边。
Q/JLY J7111100A-2017 注塑模具选材规范<秘密级>编制:谢玉华校对:张冲、王祖忠审核:周巍俊审定:谢玉华标准化:张岗批准:李传海浙江吉利汽车研究院有限公司二○一七年九月前言本标准由浙江吉利汽车研究院有限公司提出。
本标准由浙江吉利汽车研究院有限公司KC项目组KC平台技术部负责起草。
本标准起草人:谢玉华。
本标准于2017年9月15日发布, 2017年9月30日实施。
I1 范围本标准规定了注塑模具的钢材、热流道、油缸,需根据零部件的材料、外观要求、模具尺寸、使用寿命、穴数等要求进行选择。
本标准适用于成型热塑性塑件用的注塑模具(以下简称模具)的选材。
2 规范性引用文件下列文件中对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 1299 工模具钢GB/T 8846 塑料成型模术语YB/T 107 塑料模具用热轧钢板3 术语和定义GB/T 8846界定的术语和定义适用于本文件。
4 注塑模具钢材需要根据产品的材料、产品的外观要求、模具的尺寸、模具寿命、模具穴数等因素选择合适的钢材。
注塑模具其钢材选用的最低等级都应遵循表1的规定。
表1 钢材等级要求表塑胶材料模具寿命(万模)产品表面要求型腔硬度(HRC)型芯硬度(HRC)PP 15皮纹国产718H 32~36 国产P20 28~32喷漆进口P20 28~32 国产P20 28~32非外观国产P20 28~32 国产P20 28~32 30皮纹国产718H 32~36 国产P20 28~32喷漆国产718H 32~36 国产P20 28~32非外观国产P20 28~32 国产P20 28~32 50皮纹国产718H 32~36 国产718H 32~36喷漆国产718H 32~36 国产718H 32~36非外观国产718H 32~36 国产718H 32~36ABS PC+ABS PC PMMA POM ASA 15 -- 国产718H 32~36 国产718H 32~36 30非外观国产718H 32~36 国产718H 32~36皮纹进口1.2738 34~38 国产718H 32~36 喷漆、电镀进口1.2738HH 40~42 国产718H 32~36高光、透明进口1.2344ESR 46~50 进口1.2344ESR 46~50共2页第 1页表1(续)塑胶材料模具寿命(万模)产品表面要求型腔硬度(HRC)型芯硬度(HRC)PA+GFPP+GF30 -- 进口1.2738HH 40~42 进口1.2738HH 40~42说明:a)玻纤含量≥20%的塑胶材料,选用1.2343或同等品质的钢材;弱腐蚀的塑胶材料(PA、PA+GF、PC等),选用H13、1.2344或同等品质钢材;强腐蚀的塑胶材料(POM、PVC等)选用S136、1.2083或同等品质钢材;b)以上所提到钢材牌号,宜参考 YB/T 107及GB/T 1299中的牌号对照,推荐选用的钢材品牌为:宝钢、特钢、上钢五厂(Baosteel)、东北特钢、龙记(LKM)、一胜百(ASSAB)、斯堪纳(Scana)、葛利兹(Groditz)、布德鲁斯(Buderus)、芬可乐(Finkl)、大同(Daido);c)为了保证外观效果,在一个车型下所有的皮纹件,需要选用同一家厂商的相同牌号钢材,需特别注意那些在不同总成上却相互临近的零件,比如门板和仪表;d)滑块、斜顶、抽芯等选材要求比对应的型腔型芯的钢材硬度高一等级;e)涉及到产品面外观高光、皮纹、喷漆的滑块、镶件、抽芯等选材要求与模具其它外观面的钢材保持一致,考虑后期的表面氮化处理对皮纹的影响;f)以上的要求是最低的要求,供应商可以根据实际情况选择更好的钢材。
注塑模具设计中的材料选择与性能要求注塑模具的设计中,材料的选择和性能要求是非常重要的,直接关系到注塑产品的质量和注塑生产的效率。
在选择材料和确定性能要求时,需要考虑以下几个因素:材料的耐磨性、强度、硬度、热导率、耐热性、抗腐蚀性、导热性等。
本文将针对每个因素进行详细介绍。
首先,耐磨性是注塑模具材料选择的重要指标之一。
模具在注塑过程中需要与注塑材料直接接触,并受到高压和高温的冲击。
因此,模具材料的耐磨性直接决定了模具设计的寿命和稳定性。
一般来说,碳钢或合金钢是常用的模具材料,具有较好的耐磨性。
此外,可以通过表面处理或使用涂层提高材料的耐磨性。
其次,强度和硬度也是模具材料选择中的重要因素。
模具需要承受注塑过程中的高压和高温,因此材料的强度和硬度必须足够高,以保证模具在使用过程中不发生变形或破裂。
常用的模具材料有优质合金钢和高速钢,它们具有较高的强度和硬度,适合承受高压和高温的要求。
热导率是注塑模具材料选择中的另一个重要指标。
热导率决定了模具的导热性能,直接影响着注塑过程中的冷却速度和产品质量。
一般来说,模具材料的热导率越高,冷却速度越快,产品质量越好。
常用的模具材料如优质合金钢具有较高的热导率,适合于注塑过程。
耐热性也是注塑模具材料选择中需要考虑的因素之一。
注塑过程中,模具需要承受高温,因此材料的耐热性必须足够好。
优质合金钢和热处理后的钢材具有较好的耐热性,适合注塑模具的使用。
抗腐蚀性是注塑模具材料选择中需要关注的因素。
注塑过程中经常使用化学添加剂和溶剂,可能对模具材料产生腐蚀。
因此,在选择模具材料时,需要考虑抗腐蚀性能。
优质不锈钢和耐蚀合金钢是具有较好抗腐蚀性能的模具材料。
最后,导热性也是注塑模具设计中需要注意的因素之一。
注塑模具在注塑过程中需要迅速传导热量以加快冷却速度和提高生产效率。
因此,模具材料需要具有较好的导热性能。
优质合金钢和铝合金具有较高的导热性能,可以提高模具的冷却效果。
综上所述,注塑模具设计中材料选择与性能要求十分重要。
注塑模具常用钢材塑胶模具常用钢材(一)C45 W 中炭钢美国标准编号:AISI 1050 ~ 1055;日本标准编号:S50C ~ S55C德国标准编号:1.1730。
中炭钢或45# 钢香港称为王牌钢,此钢材的硬度为:HB170 ~ HB220,价格便宜,加工容易,在模具上用作模架,顶柱,及一些不重要的零件上,市场上一般标准模架是采用此种钢材;(二)40 CrMn Mo 7 预硬塑胶模具钢美国、日本、新加坡、香港、中国标准编号:AISI P20,德国及有些欧洲国家编号:DIN:1.2311、1.2378、1.2312。
此种钢是预硬钢,一般不适宜热处理,但是可以氮化处理,此钢种的硬度差距也很大,由280HRC ~ 400视乎那间钢厂的标准,由于已作预硬处理,机械切削也不太困难,所以很合适做一些中下价模具的镶件,有些生产大批量的模具模架也采用此钢材(有些客户指定要用此钢作模架),好处是硬度比中炭钢高,变形也比中炭钢稳定,P20此种钢由于在塑胶模具被广泛采用,所以品牌也很多,其中在华南地区较为普遍的品牌有:ASSAB 一胜百牌,瑞典产的有两种不同硬度,718S HB290~HB330(330~340HRC)、718H HB330~HB370 (340~380HRC)。
大同钢厂,日本产:NAK 80(硬度400HRC+20)及NAK55(硬度400HRC+20)两种,一般情况下,NAK 80做定模镶件,NAK55做动模镶件,要留意NAK55 不能直接做EDM皮纹,据钢材代理解释是含硫的关系,所以EDM后留有条纹的;德胜钢厂THYSSEN ,德国产,有好几种编号:GS-711(硬度340~360HRC)、GS738(硬度320~350HRC)、GS808VAR(硬度380~420HRC)、GS318(硬度290~330HRC)、GS312(硬度290~330HRC),GS312含硫不能做EDM纹,在欧洲做模架较为普遍,GS312的Code 为40 Cr MN Mo S8,百禄(BOHLER)奥国产,编号有:M261(380~420HRC)、M238(360~420HRC)、M202(290~330HRC),M202不能做EDM纹,也是含硫,尚有其他品牌,不能尽录。
注塑模具验收标准目录简介结构部分胶件质量表面缺陷表面修饰工艺部分编辑本段简介注塑模具验收标准,是从模具结构、胶件质量及注塑成型工艺要求三方面认可模具的标准,据此对模具质量进行评估、打分,望不断提高模具质量;确保模具能正常投入生产,并生产出合格质量的胶件,满足产品设计的要求。
[1]编辑本段结构部分一、模具材料1、模胚各板材所用钢质不低于1050钢。
(相当于日本王牌钢)2、胚司、边钉、回钉、中托司、中托边所用材料表面硬度不低于HRC60。
3、啤ABS、HIPS料前模及前模镶件,用超级P20钢材(如718、M238等)。
后模用一般P20钢材(如MUP、M202等),后模镶件用1050~1055钢或材质更好的钢材。
4、啤PC、POM、PE等腐蚀性材料前后模及其镶件均需用420钢材(如S136、M300、M310等)。
5、啤镜面模具所用钢材为420钢材(如S136、M300、M310等)。
6、斜顶、摆杆表面硬度不少于HRC35,推板表面硬度不少于HRC28。
7、如果客户指定应使用模具钢材时,模厂应满足客户要求。
二、模具应具备结构1、模具标识:模胚外应按客户要求打上文字。
模胚内按客户指定位置打上P/N号、胶件牌号,一模多腔应打上模腔号,多镶件应按设计要求打上镶件编号。
2、模具应安装合适的法兰圈,并开标准码模坑。
3、三板模应安装扣锁并加锁钉,以及应安装拉料钩及水口板,先开弹圈。
4、模具底板应开合格的顶棍孔,孔位置应符合顶出平衡要求。
5、模具顶针板应装复位弹簧,合模时,前模板应先接触回针,否则模具应先安装复位机构(有行位结构的另行要求)。
6、行位结构。
a、行位运动应畅顺,接触面应开油槽。
b、行位上应安装使行位弹出作用之弹簧,并安装限位装置。
c、在高度方向运动之哈夫块共推出高度不能超过导滑槽长度的2/5。
7、顶出机构。
a、顶针设置应使胶件脱模时不产生永久变形、顶白、不影响塑胶件外观。
b、顶针机构应保证灵活、可靠、不发生错误动作。
Q/JLY J7111100A-2017 注塑模具选材规范<秘密级>编制:谢玉华校对:张冲、王祖忠审核:周巍俊审定:谢玉华标准化:张岗批准:李传海浙江吉利汽车研究院有限公司二○一七年九月前言本标准由浙江吉利汽车研究院有限公司提出。
本标准由浙江吉利汽车研究院有限公司KC项目组KC平台技术部负责起草。
本标准起草人:谢玉华。
本标准于2017年9月15日发布, 2017年9月30日实施。
I1 范围本标准规定了注塑模具的钢材、热流道、油缸,需根据零部件的材料、外观要求、模具尺寸、使用寿命、穴数等要求进行选择。
本标准适用于成型热塑性塑件用的注塑模具(以下简称模具)的选材。
2 规范性引用文件下列文件中对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 1299 工模具钢GB/T 8846 塑料成型模术语YB/T 107 塑料模具用热轧钢板3 术语和定义GB/T 8846界定的术语和定义适用于本文件。
4 注塑模具钢材需要根据产品的材料、产品的外观要求、模具的尺寸、模具寿命、模具穴数等因素选择合适的钢材。
注塑模具其钢材选用的最低等级都应遵循表1的规定。
表1 钢材等级要求表塑胶材料模具寿命(万模)产品表面要求型腔硬度(HRC)型芯硬度(HRC)PP 15皮纹国产718H 32~36 国产P20 28~32喷漆进口P20 28~32 国产P20 28~32非外观国产P20 28~32 国产P20 28~32 30皮纹国产718H 32~36 国产P20 28~32喷漆国产718H 32~36 国产P20 28~32非外观国产P20 28~32 国产P20 28~32 50皮纹国产718H 32~36 国产718H 32~36喷漆国产718H 32~36 国产718H 32~36非外观国产718H 32~36 国产718H 32~36ABS PC+ABS PC PMMA POM ASA 15 -- 国产718H 32~36 国产718H 32~36 30非外观国产718H 32~36 国产718H 32~36皮纹进口1.2738 34~38 国产718H 32~36 喷漆、电镀进口1.2738HH 40~42 国产718H 32~36高光、透明进口1.2344ESR 46~50 进口1.2344ESR 46~50共2页第 1页表1(续)塑胶材料模具寿命(万模)产品表面要求型腔硬度(HRC)型芯硬度(HRC)PA+GFPP+GF30 -- 进口1.2738HH 40~42 进口1.2738HH 40~42说明:a)玻纤含量≥20%的塑胶材料,选用1.2343或同等品质的钢材;弱腐蚀的塑胶材料(PA、PA+GF、PC等),选用H13、1.2344或同等品质钢材;强腐蚀的塑胶材料(POM、PVC等)选用S136、1.2083或同等品质钢材;b)以上所提到钢材牌号,宜参考 YB/T 107及GB/T 1299中的牌号对照,推荐选用的钢材品牌为:宝钢、特钢、上钢五厂(Baosteel)、东北特钢、龙记(LKM)、一胜百(ASSAB)、斯堪纳(Scana)、葛利兹(Groditz)、布德鲁斯(Buderus)、芬可乐(Finkl)、大同(Daido);c)为了保证外观效果,在一个车型下所有的皮纹件,需要选用同一家厂商的相同牌号钢材,需特别注意那些在不同总成上却相互临近的零件,比如门板和仪表;d)滑块、斜顶、抽芯等选材要求比对应的型腔型芯的钢材硬度高一等级;e)涉及到产品面外观高光、皮纹、喷漆的滑块、镶件、抽芯等选材要求与模具其它外观面的钢材保持一致,考虑后期的表面氮化处理对皮纹的影响;f)以上的要求是最低的要求,供应商可以根据实际情况选择更好的钢材。
与塑料注塑模有关的标准注塑模具是在塑料注塑加工中使用的一种重要工具,其质量的好坏直接影响着塑料制品的成型效果。
为了确保注塑模具的质量和性能,相关部门制定了一系列与塑料注塑模具相关的标准。
本文将介绍与塑料注塑模具有关的标准,包括材料标准、尺寸标准、使用标准等,旨在帮助塑料注塑行业从业者更好地了解和应用这些标准。
一、材料标准在塑料注塑模具制造过程中,选用合适的材料非常重要。
相关标准对注塑模具的材料进行了明确的规定,以确保其质量和性能符合要求。
常用的注塑模具材料标准有:1. GB/T 1299-2014《工具钢》:该标准规定了工具钢的牌号、化学成分、机械性能和热处理要求,适用于制造注塑模具的材料选择。
2. GB/T 1222-2007《弹簧钢》:该标准规定了弹簧钢的牌号、化学成分、机械性能和热处理要求,适用于制造注塑模具中的弹簧部件。
3. GB/T 3077-2015《合金结构钢技术条件》:该标准规定了合金结构钢的牌号、化学成分、机械性能和热处理要求,适用于制造注塑模具的合金结构部件。
二、尺寸标准注塑模具的尺寸准确度和表面质量对注塑产品的成型质量有重要影响。
相关尺寸标准旨在确保注塑模具的尺寸精度和表面光洁度满足要求。
常用的尺寸标准有:1. GB/T 3022-2017《钳工测量工具尺寸和精度》:该标准规定了钳工测量工具的尺寸和精度要求,适用于对注塑模具尺寸进行测量和检验。
2. GB/T 1804-2000《平行销》:该标准规定了平行销的形状、尺寸和公差,适用于注塑模具中平行销的设计和制造。
3. GB/T 1806-2000《锥销》:该标准规定了锥销的形状、尺寸和公差,适用于注塑模具中锥销的设计和制造。
三、使用标准注塑模具的使用标准主要包括使用规范、维护保养和安全操作等方面的要求,以保证注塑模具的正常运行和延长使用寿命。
常用的使用标准有:1. JB/T 7433-2008《注塑模具试验规程》:该标准规定了注塑模具试验的内容、方法和要求,适用于注塑模具的试验和验收。
注塑模具常用钢牌号和特性注塑模具是一种专业的模具,用于制造各种塑料制品。
然而,不同类型的注塑模具需要不同的钢来制造,并且需要根据特定用途进行硬度和强度的调整。
在本文中,我们将介绍注塑模具常用的钢牌号及其特性。
1. P20 钢P20钢是最常用的注塑模具钢之一,具有良好的可加工性和余量。
此外,它还具有适当的强度和硬度,使其成为制造中小型注塑模具的理想材料。
P20钢可用于生产如塑料水杯、玩具,iPhone壳等产品的模具。
2. S136 钢S136钢是一种不锈钢,适用于高要求的塑料制品生产。
高耐腐蚀性和良好的硬度使其成为用于生产瓶盖、食品容器、medicals的模具的首选钢材。
3. NAK80 钢NAK80钢具有良好的耐磨性和切削性,并且具有很高的延展性和可塑性。
这使得它成为生产长条件如薄膜之类的模具的理想材料。
Nak80钢常用于生产如电子产品壳体、汽车零件等的注塑模具。
4. H13 钢H13钢是一种热处理钢,适用于生产大型模具。
它具有高强度和良好的耐磨性,是生产高负荷零件的理想材料,如汽车部件、医疗器械等。
5. 718 钢718钢具有优异的可塑性和良好的可加工性,因此是生产细节丰富的高质量注塑模具的理想选择。
如生产汽车灯罩、仪表板和电子产品外壳等。
根据不同的使用目的和要求,注塑模具钢材的硬度和强度也将因此而不同。
在使用模具之前应对其进行精密检查,有无裂痕等表面缺陷;同时选择适当的保护涂层可以延长模具的使用寿命。
总之,选择适当的注塑模具钢材是确保注塑模具制造质量的重要因素之一。
以上列举的常见钢材在不同的制造过程中都有广泛的应用,希望可以对注塑模具制造过程有所帮助。
注塑模具钢材选择标准
注塑模具的钢材选择是非常重要的,它直接影响着模具的使用
寿命、生产效率和产品质量。
在选择注塑模具钢材时,需要考虑以
下几个标准:
1. 材料的机械性能,模具钢材需要具有较高的硬度、强度、韧
性和耐磨性,以确保模具在长时间的使用过程中不易变形、不易磨损,能够承受注塑过程中的高压力和高温环境。
2. 耐蚀性能,注塑模具在工作过程中会接触到各种化学物质和
高温熔融的塑料,因此模具钢材需要具有良好的耐蚀性能,不易受
到腐蚀和氧化。
3. 加工性能,模具钢材需要具有良好的加工性能,便于进行切削、铣削、磨削等加工工艺,以满足复杂模具的加工要求。
4. 成本考量,在满足以上性能要求的前提下,还需要考虑模具
钢材的成本,以确保在满足质量要求的前提下,尽量降低生产成本。
常用的注塑模具钢材包括P20钢、718钢、NAK80钢等。
P20钢
具有良好的加工性能和耐磨性,适用于中小型注塑模具;718钢具
有较高的硬度和耐磨性,适用于大型注塑模具;NAK80钢具有良好
的耐蚀性和高光洁度,适用于对产品表面要求较高的模具制造。
总之,在选择注塑模具钢材时,需要综合考虑材料的机械性能、耐蚀性能、加工性能和成本考量,以确保选择合适的材料来满足注
塑模具的使用要求。