绕线机培训资料PPT(共 40张)
- 格式:ppt
- 大小:4.87 MB
- 文档页数:41
绕线机原理图
绕线机是一种用于制造线圈的机械设备,它的原理图如下所示:
(图1,绕线机原理图)。
绕线机主要由主轴、线圈夹持装置、线圈运动控制系统、线圈定位系统等部分
组成。
当绕线机开始工作时,主轴带动线圈夹持装置旋转,同时线圈运动控制系统控制线圈在水平和垂直方向上的移动,线圈定位系统则确保线圈的位置精准。
下面我们将详细介绍绕线机的工作原理。
首先,当绕线机启动时,主轴开始旋转,线圈夹持装置将线圈固定在适当的位置。
然后,线圈运动控制系统根据预设的参数,控制线圈在水平和垂直方向上的移动,确保线圈的每一圈都能够紧密排列,不出现交叉或空隙。
线圈定位系统则通过精准的定位装置,确保线圈的位置准确无误。
在整个绕线过程中,绕线机需要根据线圈的尺寸和线径,调整线圈夹持装置和
线圈运动控制系统的参数,以确保线圈的质量和准确度。
同时,绕线机还需要根据不同的线圈形状和要求,调整线圈定位系统,以满足不同的生产需求。
绕线机的工作原理图中还包括了一些辅助设备,如张力控制装置、自动切线装
置等。
这些设备的作用是在绕线过程中,保证线圈的拉力和张力,防止线圈松动或断裂,从而保证线圈的质量和稳定性。
绕线机的工作原理图清晰地展现了绕线机的工作过程和各部件之间的协作关系。
通过对绕线机原理图的分析,我们可以更加深入地了解绕线机的工作原理,为绕线机的使用和维护提供更加全面的参考。
绕线机在电子、电气、通讯等领域都有着广泛的应用,它的工作原理图的理解
和掌握对于绕线机的操作和维护都具有重要意义。
希望通过本文的介绍,能够对绕线机的工作原理有更加清晰的认识。

部门:姓名:分数:一、填空题。
(每空3分,共90分)1、自动绕线机绕线也采用绕制。
2、根据作业标准要求调整好绕线机;把转子组件的转子槽放入绕线机上,送入绕线机夹紧转子组件,启动自动绕线。
3、自检绕线质量:漆皮不得损伤,不得有、、等现象,漆包线位置要正确,绕线方式和匝数要正确。
4、在点焊工序中将以转子片和定位,转子总成在点焊机上,用夹牢。
5、焊接参数:电压粗调档、电压细调档、夹紧时间S、预压时间S、维持时间S、延时转位:S、焊接时间1:0.09~0.35S、焊接时间2:0.08~0.35S、焊接时间3:0.08~0.35。
焊接点数:点6、换向器的任一钩对准点焊机的开始点焊,将换向器挂钩裹住,点焊牢固。
整理焊接头,把外露的线头。
7、点焊工序作业标准要求压力不可使漆包线压断;点焊后应使漆包线,自动剥离,并与换向器粘连可靠。
二、问答题:(10分)1、谈谈怎样对压轴机和压换向器进行维护?部门:姓名:分数:二、填空题。
(每空3分,共60分)8、自动绕线机绕线也采用双头对称绕制。
9、根据作业标准要求调整好绕线机参数;把转子组件的转子槽放入绕线机定位槽上,送入绕线机夹紧转子组件,启动自动绕线。
10、自检绕线质量:漆皮不得损伤,不得有漏钩、断线、多线头等现象,漆包线位置要正确,绕线方式和匝数要正确。
11、在点焊工序中将以转子片外圆和轴定位,转子总成水平放置在点焊机上,用气动夹头夹牢。
12、焊接参数:电压粗调Ⅰ-Ⅱ档、电压细调1-8档、夹紧时间0-0.6S、预压时间0.10~0.30S、维持时间0.10~0.30S、延时转位:0.10~0.30S、焊接时间1:0.09~0.35S、焊接时间2:0.08~0.35S、焊接时间3:0.08~0.35。
焊接点数:12点13、换向器的任一钩对准点焊机的焊头尖开始点焊,将换向器挂钩裹住漆包线,点焊牢固。
整理焊接头,把外露的线头剪掉。
14、点焊工序作业标准要求压力不可使漆包线压断;点焊后应使漆包线绝缘层烧焦,自动剥离,并与换向器粘连可靠。

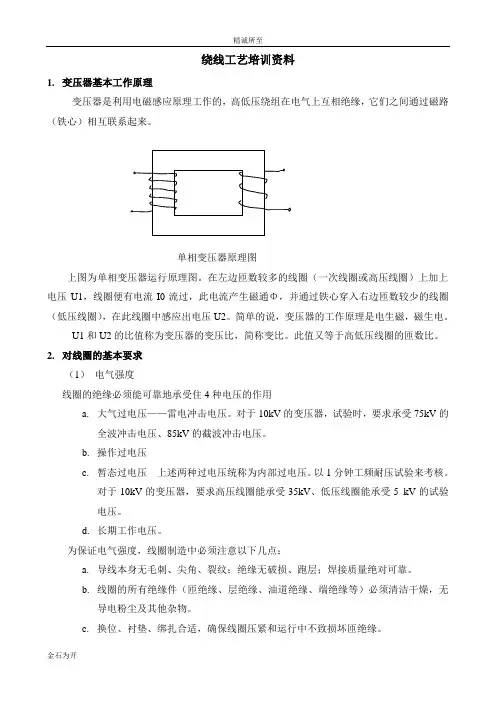
绕线工艺培训资料1.变压器基本工作原理变压器是利用电磁感应原理工作的,高低压绕组在电气上互相绝缘,它们之间通过磁路(铁心)相互联系起来。
单相变压器原理图上图为单相变压器运行原理图。
在左边匝数较多的线圈(一次线圈或高压线圈)上加上电压U1,线圈便有电流I0流过,此电流产生磁通Φ,并通过铁心穿入右边匝数较少的线圈(低压线圈),在此线圈中感应出电压U2。
简单的说,变压器的工作原理是电生磁,磁生电。
U1和U2的比值称为变压器的变压比,简称变比。
此值又等于高低压线圈的匝数比。
2.对线圈的基本要求(1)电气强度线圈的绝缘必须能可靠地承受住4种电压的作用a.大气过电压——雷电冲击电压。
对于10kV的变压器,试验时,要求承受75kV的全波冲击电压、85kV的截波冲击电压。
b.操作过电压c.暂态过电压上述两种过电压统称为内部过电压。
以1分钟工频耐压试验来考核。
对于10kV的变压器,要求高压线圈能承受35kV、低压线圈能承受5 kV的试验电压。
d.长期工作电压。
为保证电气强度,线圈制造中必须注意以下几点:a.导线本身无毛刺、尖角、裂纹;绝缘无破损、跑层;焊接质量绝对可靠。
b.线圈的所有绝缘件(匝绝缘、层绝缘、油道绝缘、端绝缘等)必须清洁干燥,无导电粉尘及其他杂物。
c.换位、衬垫、绑扎合适,确保线圈压紧和运行中不致损坏匝绝缘。
(2)耐热强度耐热强度包含两方面:其一,在长期工作电流产生的热作用下,线圈绝缘的使用寿命应不少于20年;其二,变压器在发生突然短路时,线圈应能承受住此短路电流所产生的热作用而无损伤。
为保证线圈的耐热强度,绕线时,应注意油道(如瓦楞纸板)尺寸是否符合要求,保证油道畅通,无悬浮纸边、布带等。
(3)机械强度变压器在运行中或短路时,线圈将受到电磁力的作用。
短路时,此电磁力更大。
按力的方向分,可分为幅向力和轴向力。
幅向力使高压线圈沿直径方向扩张,低压线圈沿直径方向收缩;轴向力使线圈压缩或产生相对位移。
为保证线圈机械强度,绕线时应注意:a.卷绕紧实,导线排列整齐,不歪斜;b.线圈垫块整齐、垂直,高低压撑条对正;c.换位、出头包扎可靠。
定子线圈绕线机的操作技术培训与人员素质提升随着科技的不断发展,绕线机在电子行业中扮演着重要的角色。
作为定子线圈绕线机的操作人员,掌握操作技术和提升素质对于确保绕线工艺的高效和稳定至关重要。
本文将介绍定子线圈绕线机的操作技术培训和人员素质提升的相关内容。
首先,关于绕线机的操作技术培训。
定子线圈绕线机作为电机制造中的重要设备,它的操作技术直接关系到定子线圈的质量和生产效率。
因此,进行系统化的操作技术培训是必不可少的。
1. 理论知识培训:操作人员应首先掌握有关定子线圈绕线机的理论知识,包括机器的工作原理、主要零部件的结构和功能,以及绕线工艺的基本原理等。
这些知识的掌握对于正确操作绕线机至关重要。
2. 操作技术培训:在掌握了理论知识的基础上,操作人员需要进行绕线机的具体操作技术培训。
培训内容包括机器的启动和停止、绕线参数的设定、线圈的装夹和取下、线头的固定等。
操作人员需要熟悉绕线机的控制面板和各个按钮的功能,以便正确地操作绕线机。
3. 故障排除和维护培训:操作人员还应接受故障排除和维护培训,以应对可能出现的各种故障和异常情况。
培训内容包括故障的判断和分析、常见故障的排查和解决方法,以及绕线机的日常维护保养等。
除了操作技术培训,提升操作人员的素质也是重要的。
素质的提升可以提高操作人员的综合能力和工作效率,为企业的发展提供有力支持。
1. 职业道德培养:操作人员应培养良好的职业道德和职业操守,遵守企业的规章制度,严格按照操作规程进行工作,保证操作的准确性和稳定性。
同时,操作人员还应具备团队合作精神,与其他岗位的人员进行良好的沟通合作,共同完成生产任务。
2. 安全意识培养:操作人员应具备高度的安全意识,严格遵守安全操作规程,正确佩戴和使用个人防护设备,预防和避免意外伤害的发生。
培养安全意识可以减少操作人员的工伤事故率,确保生产过程的顺利进行。
3. 学习能力培养:操作人员应保持持续的学习能力,关注绕线机领域的最新技术和发展趋势。



1、环形绕线机操作面板功能简介:⑦⑨注:按钮颜色为图中颜色。
①、电源开关:按下为关,弹起为开。
②、正转点动按钮:能使储线环正向旋转。
③、反转点动按钮:能使储线环反向旋转。
④、储线环转速调整按钮:顺时针旋转使其增速,反则减速。
数值显示在上方显示屏上。
⑤、排线间距调整按钮:顺时针转动,调大排线间距。
反则减小间距。
其数值显示在上方显示屏上。
⑥、铁芯转动选择开关:将其拨至左侧,铁芯向右转动。
反之,铁芯向右转动。
(当⑦设置为手动档,此开关才有效。
)⑦、排线转动模式选择开关:将其向左拨动为自动档;向右为手动档。
⑧、铁芯点动按钮:根据⑥所设置的方向转动铁芯。
⑨、启动按钮:此按钮为手动按钮,在此情况下,按下即启动;当连接踏板后,变为脚东控制,此按钮按下不会立即启动。
2、计数器的使用、设置说明:计数器功能面板包括:1)设置键:设置程序及匝数。
2)、:分别叫加调整键、减调整键。
用于程序、匝数、次数间的切换。
3)清零键:即起复位功能。
4)制程键:用于改变程序。
5)数字键:用于设置参数。
6)显示屏:用于显示程序、匝数、规格、次数。
计算方法:需知量:漆包线的规格、绕线圈数、铁芯尺寸(外径、内径、高)、储线环直径。
1)铁芯单匝长度=外径-内径+2高2)总匝数所需线长=圈数*铁芯单匝长度3)储线环周长=π*储线环直径4)需储线圈数=总匝数所需线长/储线环周长5)即需要输入的储线圈数为4)的值。
格式为00xx、0xxx。
注:因在储线过程中,每层线圈的长度都会增加,故若储线圈数较大时,应将设置值设置为计算值减2、3圈。
(视情况而定,减少铜线浪费)3、高速机操作流程:外交轮此杆为装卸铁芯所用,其操作为顺势针旋转并拉开,即可使外交轮移开从而装卸铁芯。
手轮:通过转动3个手轮可调节铁芯位置。
(铁芯位置应以准备绕线时,线与铁芯中心位置重合为准)具体操作:1)将外交轮移开,把储线环开口调整至操作者正前方,用工具锁条向两边分开,打开线环开口,夹正铁芯,合上储线环。