(完整版)E1立辊轧机
- 格式:doc
- 大小:62.01 KB
- 文档页数:4
总说明书代号:031105SM产品名称:宁波钢铁1780mm热连轧机编制阮东辉主任设计师阮东辉设计科长阮东辉总设计师马树杰中国一重集团大连设计研究院2007年2月28日目录1.0 设计制造依据2.0 轧线设备主要技术参数及装机水平3.0 生产规模及工艺流程4.0 轧线设备组成、结构、性能及控制要求5.0 设备安装前的清洗与装配6.0 设备安装7.0 机械设备调试规程8.0 设备保养与安全9.0 机械设备启动前的准备工作10.0 设备清单1.设计制造依据2003年2月,中国一重集团大连设计研究院与宁波钢铁公司签订的设备设计合同。
一重集团大连设计研究院根据设计合同内容于2003年4月完成技术设计审查,签订会议纪要。
审查后,一重集团大连设计研究院于2003年4月至2003年12月完成了施工设计工作。
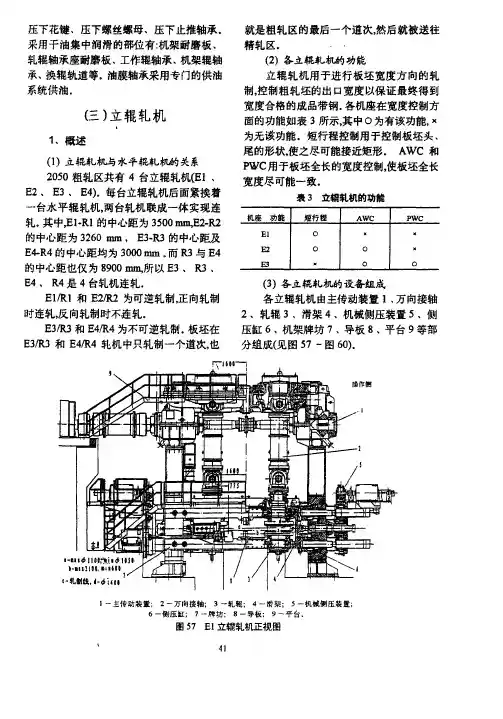
2.0轧线设备主要技术参数及装机水平2.1 主要技术参数2.1.1 E1立辊轧机最大轧制压力8000KN2.1.2 E1立辊轧机最大轧制力矩2×775KNm2.1.3 E1立辊轧机轧制速度0~1.5~3.7m/s2.1.4 E1立辊轧机压下速度0~25~55mm/s2.1.5 E1立辊轧机轧辊规格Φ1200/Φ1100×230mm2.1.6 E1立辊轧机主传动电机1300KW n=110/270r/min 2台2.1.7 R1二辊轧机最大轧制压力30000KN2.1.8 R1二辊轧机最大轧制力矩2×1900KN.m2.1.9 R1二辊轧机轧制速度0~1.98~3.7m/s2.1.10 R1二辊轧机最大开口度300mm2.1.11 R1二辊轧机压下速度0~20~40mm/s2.1.12 R1二辊轧机工作辊规格Φ1350/Φ1230×1780m2.1.13 R1二辊轧机主传动电机3800KW n=28/52r/min 2台2.1.14 R1二辊轧机粗压下电机150KW n=515/1030r/min 2台2.1.15 R1二辊轧机精压下电机150KW n=550/1100r/min 1台2.1.16 E2立辊轧机最大轧制压力7000KN2.1.17 E2立辊轧机最大轧制力矩2×560KNm2.1.18 E2立辊轧机轧制速度0~2.4~6m/s2.1.19 E2立辊轧机压下速度0~25~55mm/s2.1.20 E2立辊轧机轧辊规格Φ1200/Φ1100×650mm2.1.21 E2立辊轧机主传动电机1500KW n=160/400r/min 2台2.1.22 R2四辊轧机最大轧制压力40000KN2.1.23 R2四辊轧机最大轧制力矩2×2300KN.m(1.5倍过载)2.1.24 R2四辊轧机轧制速度0~±3.14~6.28m/s2.1.25 R2四辊轧机最大开口度280mm2.1.26 R2四辊轧机压下速度0~20~40mm/s2.1.27 R2四辊轧机工作辊规格Φ1200/Φ1100×1780mm2.1.28 R2四辊轧机支承辊规格Φ1600/Φ1450×1780mm2.1.29 R2四辊轧机主传动电机7500KW n=45/100r/min 2台2.1.30 R2四辊轧机压下电机300KW n=515/1030r/min 1台2.1.31 F1E立辊轧机最大轧制压力1500KN2.1.32 F1E立辊轧机最大开口度1780mm2.1.33 F1E立辊轧机最小开口度750mm2.1.34 F1E立辊轧机轧辊直径Φ630/Φ570mm2.1.35 F1E立辊轧机轧制速度0~1.3~3.2m/s2.1.36 F1E立辊轧机主电机AC370KW n=200/500r/min 2台2.1.37 F1-F7精轧机最大轧制力:F1~F4 42000KNF5~F7 35000KN2.1.38 F1-F7精轧机最大轧制力矩:F1~F4 3640KNmF5~F7 640KNm2.1.39 F1-F7精轧机最大开口度:F1~F4 70mmF5~F7 70mm2.1.40 F1-F7精轧机轧制速度:F7出口速度max 20.16m/s2.1.41 F1-F7精轧机弯辊力:F1~F4 2000KN(单侧)F5~F7 1500KN(单侧)2.1.42 F1-F7精轧机工作辊尺寸:F1~F4 Φ850/Φ760×2080mmF5~F7 Φ700/Φ630×2080mm2.1.43 F1~F7精轧机支承辊尺寸:F1~F7 Φ1600/Φ1450×1780mm2.1.44 F1~F7精轧机主传动电机:F1~F3 N=3×9000KW 100/230/r/min ACF4 N=9000KW 110/260/r/min ACF5 N=8000KW 176/406/r/min ACF6 N=8000KW 209/480/r/min ACF7 N=7500KW 240/560/r/min AC2.1.45 高压水除鳞机工作压力18Mpa2.1.46 切头飞剪最大剪切力13700KN2.1.47 剪切强度(900℃时)max 140N/mm22.1.48 上下转鼓中心距1280mm2.1.49 坯料最大厚度50(60)×1630mm2.1.50 切头飞剪剪切速度0.6~2.2m/s2.1.51 切头飞剪主传动电机2600KW 600r/min 1台2.1.52 剪刃间隙0.6~0.9mm2.1.53 剪刃最大重合度5mm2.1.54 卷取机带钢厚度: 1.2-19mm2.1.55 卷取机成品宽度:800-1630mm2.1.56 卷取机钢卷外径:Φ2150mm(max),Φ1000mm(min),2.1.57 减速机速比 1.5/3.32.1.58 助卷辊尺寸Φ380×1900mm2.1.59 卷取机钢卷内径:Φ762mm2.1.60 卷取机钢卷重量:32T(max)2.1.61 卷取机卷筒外径:Φ762mm/Φ745mm/Φ727mm(收缩)2.1.62 卷取机卷筒伸缩液压缸:活塞直径Φ390mm/Φ180mm行程54/85mm,压力13Mpa2.1.63 卷取机卷筒传动电机:1000KW 230/600 r/min 2台2.2 装机水平2.2.1.采用连铸坯热装技术节约能源。

立辊轧机的工作原理立辊轧机是一种常用的金属加工设备,用于将金属坯料通过辊轧加工的方式,加工成所需的形状和尺寸。
立辊轧机的工作原理主要包括进料、轧制和出料三个步骤。
首先是进料过程。
金属坯料通过输送装置送入立辊轧机的工作区域。
在进料过程中,需要确保坯料的位置准确,并通过调整进料辊轴的位置来控制进料量。
进料辊轴的转速也需要根据加工需求进行调整。
接下来是轧制过程。
轧制是立辊轧机的核心工作步骤。
在轧制过程中,金属坯料被夹持在上下两个辊轮之间,通过上下两个辊轮的旋转来施加力量,使金属坯料发生塑性变形。
辊轮的旋转速度和方向可以通过控制系统进行调节,以实现所需的轧制效果。
在轧制过程中,金属坯料会逐渐变薄并改变形状。
通过调整辊轮之间的间隙大小,可以控制金属坯料的厚度和形状。
辊轴的材质和表面处理也会影响轧制效果。
辊轴通常由高强度合金钢制成,并经过热处理和表面硬化处理,以提高耐磨性和使用寿命。
最后是出料过程。
经过轧制后,金属坯料从辊轮之间的间隙中出来,成为加工后的金属板材或金属杆料。
出料过程需要确保金属坯料的顺利出料,并通过输送装置将其送离工作区域。
立辊轧机的工作原理主要依靠辊轮的旋转运动和辊轴之间的力学作用,对金属坯料进行塑性变形,从而实现金属加工的目的。
通过调整辊轮的转速和方向,以及辊轴之间的间隙大小,可以控制金属坯料的厚度和形状,满足不同加工需求。
立辊轧机是一种利用辊轮旋转和力学作用对金属坯料进行塑性变形的金属加工设备。
它的工作原理主要包括进料、轧制和出料三个步骤。
通过调整辊轮的转速、方向和辊轴之间的间隙大小,可以实现对金属坯料的精确控制,满足不同加工需求。
立辊轧机在金属加工行业中有着广泛的应用,对于提高生产效率和产品质量具有重要作用。
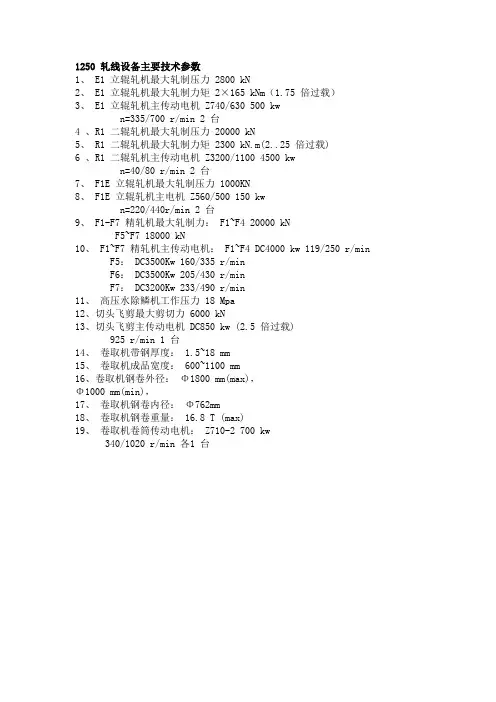
1250 轧线设备主要技术参数1、 E1 立辊轧机最大轧制压力 2800 kN2、 E1 立辊轧机最大轧制力矩 2×165 kNm(1.75 倍过载)3、 E1 立辊轧机主传动电机 Z740/630 500 kwn=335/700 r/min 2 台4 、R1 二辊轧机最大轧制压力 20000 kN5、 R1 二辊轧机最大轧制力矩 2300 kN.m(2..25 倍过载)6 、R1 二辊轧机主传动电机 Z3200/1100 4500 kwn=40/80 r/min 2 台7、 F1E 立辊轧机最大轧制压力 1000KN8、 F1E 立辊轧机主电机 Z560/500 150 kwn=220/440r/min 2 台9、 F1-F7 精轧机最大轧制力: F1~F4 20000 kNF5~F7 18000 kN10、 F1~F7 精轧机主传动电机: F1~F4 DC4000 kw 119/250 r/min F5: DC3500Kw 160/335 r/minF6: DC3500Kw 205/430 r/minF7: DC3200Kw 233/490 r/min11、高压水除鳞机工作压力 18 Mpa12、切头飞剪最大剪切力 6000 kN13、切头飞剪主传动电机 DC850 kw (2.5 倍过载)925 r/min 1 台14、卷取机带钢厚度: 1.5~18 mm15、卷取机成品宽度: 600~1100 mm16、卷取机钢卷外径:Φ1800 mm(max),Φ1000 mm(min),17、卷取机钢卷内径:Φ762mm18、卷取机钢卷重量: 16.8 T (max)19、卷取机卷筒传动电机: Z710-2 700 kw340/1020 r/min 各1 台。
本钢热连轧厂1700线E1操作侧立辊电机修理技术协议修理背景本钢热连轧厂1700线E1操作侧立辊电机(以下简称立辊电机)是热连轧生产线中的重要设备,用于传动立辊组实现钢坯的定向和定形。
在正常使用过程中,由于长期负荷运转和不可避免的磨损等原因,可能会出现立辊电机故障,导致生产中断,甚至造成严重后果。
为了保障生产,本文制定了本钢热连轧厂1700线E1操作侧立辊电机修理技术协议,对可能出现的故障进行详细的修理方案和流程规定,以确保修理效果,减少生产线停机时间。
故障描述立辊电机可能会发生以下故障:1.电机转子绕组烧坏或接触不良,导致停电或电流不稳定。
2.电机轴承磨损或定子油封不良,导致电机运转不稳,噪音过大。
3.电机轴承内环或外环呈黄褐色,出现明显的磨损痕迹。
4.电机轴承外环有裂纹或变形。
5.电机冷却风扇异常、轴承需要更换、连接线路有烧焦等其他故障。
修理流程准备工作1.关闭主电源,断开立辊电机电源连接线,拆下立辊电机。
2.在维修区域内清洗电机表面,并拆卸电机端盖。
3.检查电机转子绕组以及定子极组的电绝缘性能,并将任何破损或老化的部分进行更换。
拆卸电机1.拆除电机轴承座,同时检查并清理底板上的油膜。
2.拆卸电机轴承外环和内环。
在拆除内环时要小心,避免损坏定子铁芯。
3.将电机轴承球罩和冷却风扇拆下,检查风扇的良好运作和清洁度。
4.对于损坏的部件进行更换,如电机轴承或定子壳。
组装电机1.按照正确的顺序组装电机。
首先是电机轴承座、外环和内环。
2.利用预计量确定正确的轴承游动度。
3.在正确的位置安装电机冷却风扇和轴承球罩。
4.使用电机轴承油润滑轴承和油封。
维护清洁1.定期维护清洁油润滑设备、轴承、连接线路等。
2.定期清洗电机外壳,防止灰尘和其他杂物的积累。
3.长期存放前,应对电机进行包装,并存储在干燥和通风的区域中。
修理效果保证维修过的立辊电机将被重新安装在热连轧生产线上,进行定期检查、维护和清洁。
任何问题都应该在维修前或维修中被发现并解决。
2022年热轧电气设备运维工试卷和答案(8)共3种题型,共95题一、单选题(共30题)1. 6SE70变频器F011故障原因是()A:输入电流过高B:输入电流过低C:输出电流过高D:输出电流过低【答案】:C【解析】:卷取2.两个10uF的电容并联后总电容量为()uF。
A:10B:5C:20【答案】:C【解析】:加热3.1450线层流冷却出口的红外测温仪的最主要的作用是()。
A:贸易重要参数B:二次设定C:模型自学习D:只用于观察带钢温度【答案】:A【解析】:仪表4.精轧电动压下MTS的数据信号类型为(),分辨率为0.001mm。
A:格雷码B:二进制C:十进制D:都不是【答案】:A【解析】:精轧5.以下那个选项是ABB工业机器人的工件数据()A: robtargetB:wobjdataC:tooldataD:worldzoom【答案】:B【解析】:卷取6.1450线精轧HMI服务器断网或死机后,怎样快速恢复避免故障?A:重启主机B:拔网线到备用服务器C:重启软件D:更换网卡【答案】:B【解析】:精轧7.逆变器的任务是把()。
A:交流电变成直流电B:直流电变成交流电C:交流电变成交流电D:直流电变成直流电【答案】:B8.设三相异步电动机额定电流In=10A,进行频繁的带负载起动,熔断体的额定电流应选()。
A:10AB:15AC:50A【答案】:C【解析】:加热9.在三相交流供电系统中,一个△联结的对称三相负载,若改接成Y 联结,则其功率为原来的()。
A:3倍B:1/3倍C:1/2倍【答案】:B【解析】:传动10.炉区检修做法错误的是()。
A:随身携带CO报警仪,并确认CO报警仪检测正常B:办理检修挂牌手续C:办理进入煤气区域登记手续D:随身携带CO2报警仪,并确认CO2报警仪检测正常【答案】:D11.伺服阀插头D管脚的功能()。
A:阀芯实际位置B:反相指令信号C:指令信号D:给定信号输入(4-20MA +-10V)【答案】:C12.S7400 电源模块BATT2F指示灯含义()。
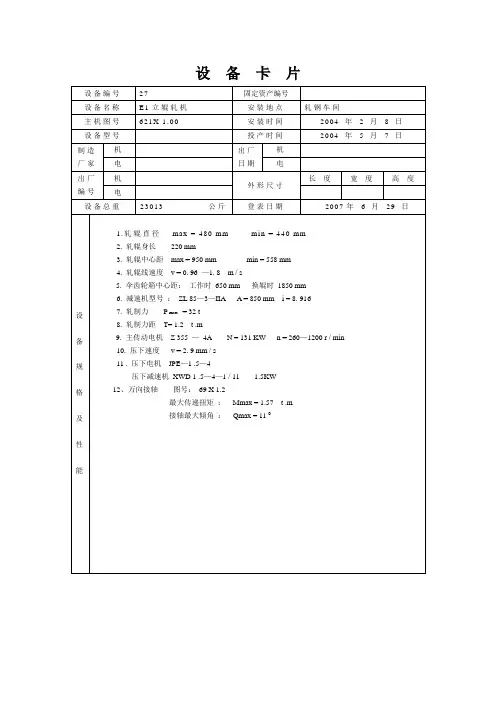
关于立辊轧机的操作说明
设备及工艺参数
1.手轮每转一圈,侧压丝杠前进或后退3.5mm;
2.平衡缸有杆腔控制减压阀压力标定为1Mp;溢流阀压力标定为
2Mp;
一、操作说明
在正常调整辊缝或轧钢的过程中,平衡油缸一直处于平衡位,就是手动换向阀换向手柄一直偏在南侧;在正常调整辊缝的过程中,辊系框架跟随侧压丝杠一起前进或后退;当发现辊系框架不跟随侧压丝杠一起运动;首先检查,辊系框架与轧机衬板间是否有氧化铁或异物卡阻,清理干净并抹上润滑油;如还是不能跟随,通知维修人员检查液压系统及油缸是否有故障。
另需注意在调整手轮往开口度大的方向走时,手轮不要转得太快,否则辊系框架可能跟随不上侧压丝杠移动的速度。
二、换辊步骤
第一步:将手动换向阀换向阀柄置于北侧,将辊系框架推于取接轴扁头套最方便的位置,将阀柄置于中间位置,关闭阀台上进油截止阀,再将手动换向阀南北多换向几次后,将手柄置于中位;
第二步:通知维修人员拆两侧油缸油管(拆出时务必标识清楚有杆腔和无杆腔的油管)
第三步:抽接轴;
第四步:抽轧机;
装辊与抽辊步骤相反,需注意的是,换完辊接完油管后,将阀台上进油截止阀打开并将手动换向阀手柄置于南侧后,就可进行辊缝开口度调整和轧钢(务必要置于南侧,让平衡缸处于平衡位)。
小知识:
标定减压阀和溢流阀压力的方法:
先将进油截止阀打开,手动换向阀手柄置于南侧,待辊系框架不动作后,将溢流阀压力调节杆背死,再将减压阀压力调节杆调到压力表显示2MP位置,再将溢流阀压力调节杆慢慢松,一直松到阀台里有轻微泄油的声音后停止,锁紧溢流阀调节杆上螺帽,再将减压阀压力调节螺杆慢慢松到压力表显示1MP位置后,锁紧调节螺杆上螺帽即可。
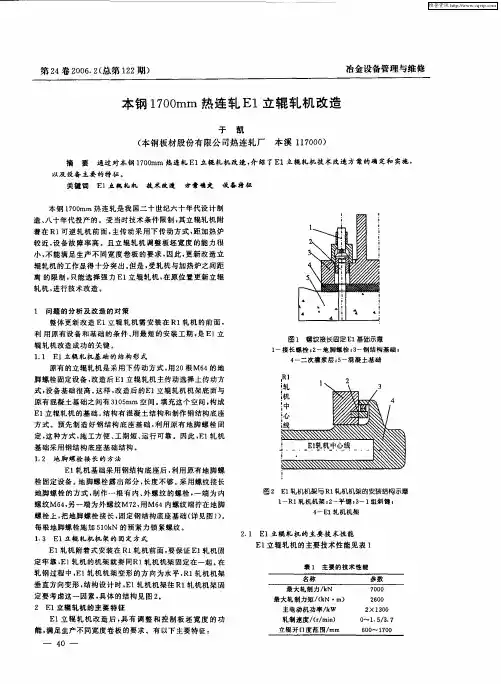
功能规格说明书精轧换辊1 换辊工艺过程和工艺设备1.1 换辊工艺过程描述1.1.1 E2换辊在需要换辊时,首先要降速后准确停车,再将E2立辊打开到距扎线中心1000mm处,借E2立辊接轴提升缸(Φ85/Φ56х700mm)抬升十字接轴的下端,将辊端接头抬高到超过轧辊轴端面的高度,给以机械锁定。
然后将滑架推到距扎线中心450mm处,应用专用的换辊C型钩将轧辊从滑架忠提起,提起到适当高度后再前后、左右移动将轧辊吊处,换入需要换入的新辊。
接轴抬升一定要在换辊状态下进行。
换辊状态下,冷却水要关闭,主船东部的运转,精轧除鳞箱和F1-F6轧机不得启动。
F1--F61.工作辊换辊工作辊换辊时,精轧机组首先要降速后准备停车,轴向窜辊恢复到零位,关闭全部冷却水,操作台转换为换辊状态,将架间活套全部抬升到61度的换辊位置,将F1入口导卫汽缸状态,F2-F6入口导卫梁、F1-F6出口导卫梁缩回退出工作区,让开换工作辊道AGC缸缩回上支撑辊平衡缸,抬起上支撑辊和上工作辊。
抬升换工作辊轨道,翻起换工作辊液压缸,让上支撑辊平衡缸锁定,换工作辊升降轨道上的压块顶住下工作辊压紧缸,拆卸油管。
用换工作辊液压缸前行,靠斜面挂上钩后,松开工作辊轴向卡板,将下工作辊向外拉出315mm停止。
抱紧下工作辊接轴头。
在缩回上工作辊平衡缸将上下工作辊轴承落在下工作辊轴承上突出的园销上,保证上、下工作辊辊面之间最小5mm间隙,抱紧上工作辊接轴头。
再全程将旧轧辊拉出机架,放在换辊桥架的旧辊轨道上,液压缸反行程20mm左右,挂钩松开。
这时早已做好了,将要换入的新辊放在换辊桥架的新辊轨道上。
换辊桥架组成的列车在液压缸的推动下横移1500mm,将新辊轨道对准机内升降轨道。
这时换工作辊液压缸钩头已对准新辊钩座,用液压缸推新辊进入机架,逐渐接近终点位置时(上工作辊到位前),桥架上的斜板将液压缸钩头翘首,直到上工作辊到位。
松开上工作辊接轴轴头抱紧,关闭上工作辊轴向卡板,用上工作辊平衡缸伸出顶起上工作辊。