轧制理论基础
- 格式:ppt
- 大小:3.96 MB
- 文档页数:76

轧钢⼯艺基础理论培训讲义轧钢基础理论培训讲义第⼀章钢材品种及其⽣产系统⼀、钢材的压⼒加⼯⽅法1、压⼒加⼯⽅法:就是⽤不同的⼯具,对⾦属施加压⼒,使之产⽣塑性变形,制成⼀定形状产品的加⼯⽅法。
除轧制外还有锻造、冲压、挤压、冷拔、热扩、爆炸成型等。
2、轧钢:在旋转的轧辊间改变钢锭、钢坯形状的压⼒加⼯过程并希望得到需要的形状和改善钢的内部质量,提⾼钢的⼒学性能叫做轧钢。
⽬的:得到需要的形状(精确成形)、改善钢的内部质量,提⾼钢的⼒学性能。
3、热轧:⾦属在⾼于再结晶温度以上的轧制为热轧。
4、冷轧:⾦属在低于再结晶温度的轧制称为冷轧。
钢的再结晶温度⼀般在450~600℃⼆、轧钢成品的种类1、轧钢产品品种:是指轧制产品的钢种、形状、⽣产⽅法、⽤途和规格的总和。
轧制品种的多少是衡量轧钢⽣产技术⽔平的⼀个重要标志。
2、板管⽐:按照轧制产品的断⾯形状特征和⽤途,通常热轧钢材可以分为板材、管材和型材等种类。
在热轧钢材总量中板材和管材产量所占的百分⽐称为板管⽐。
⼯业发达国家的板管⽐以达到60%以上。
我国⽬前板管⽐已接近40%。
板管⽐的⼤⼩在⼀定程度上反映了⼀个国家的钢铁⼯业发展⽔平。
三、轧钢⽣产系统1、型钢⽣产系统:是单⼀化的轧钢⽣产系统。
基本轧机是⽅坯轧机、中⼩型轧机和各类成品型轧机。
2、钢板⽣产系统:是⽣产各类钢板、带钢的轧钢⽣产系统。
⼀般⽣产规模较⼤,年产量在300万t以上。
3、钢管⽣产系统:⽣产各类钢管的轧钢⽣产系统。
4、混合⽣产系统:⽣产型钢、板带钢和钢管或其中任何两类轧制产品的轧钢⽣产系统。
5、冶⾦⽣产过程的短流程冶⾦⽣产过程⼤体可以分为三个阶段。
第⼀阶段到20世纪40年代,⽣产⼯艺过程的基本模式是:炼焦——烧结——⾼炉冶炼——平炉冶炼——铸锭——初轧开坯——成品轧制;第⼆阶段到20世纪50年代,⽣产⼯艺过程的基本模式是:炼焦——烧结——⾼炉冶炼——转炉冶炼——连铸——各类成品轧机轧制;第三阶段到20世纪80年代,⽣产⼯艺过程的基本模式是:电炉(炉外精炼)——连铸——成品连轧。
金属压力加工:即金属塑性加工,对具有塑性的金属施加外力作用使其产生塑性变形,而不破坏其完整性,改变金属的形状、尺寸和性能获得所要求的产品的一种加工方法按温度特征分类 1.热加工:在充分再结晶温度以上的温度范围内所完成的加工过程,T=∽熔。
2.冷加工:在不产生回复和再结晶温度以下进行的加工T=熔以下。
3.温加工:介于冷热加工之间的温度进行的加工.按受力和变形方式分类:由压力的作用使金属产生变形的方式有锻造、轧制和挤压轧制轧制:金属坯料通过旋转的轧辊缝隙进行塑性变形。
轧制分成纵轧(金属在相互平行且旋转方向相反的轧辊缝隙间进行塑性变形)横轧和斜轧。
内力:物体受外力作用产生变形时,内部各部分因相对位置改变而引起的相互作用力。
分析内力用切面法。
应力(全应力):单位面积上的内力全应力可分解成两个分量,正应力σ和剪应力τ)主变形和主变形图示:绝对主变形:压下量Dh=H-h 宽展量Db=b-B 延伸量Dl=l-L 相对主变形:相对压下量e1=(l-L)/L*100% 相对宽展量e2=(b-B)/B*100% 相对延伸量e3=(H-h)/H*100% 延伸系数m=l/L 压下系数h=H/h 宽展系数w=b/B ①物体变形后其三个真实相对主变形之代数和等于零;②当三个主变形同时存在时,则其中之一在数值上等于另外两个主变形之和,且符号相反。
③当一个主变形为0时,其余两个主变形数值相等符号相反金属塑性变形时的体积不变条件:金属塑性变形时,金属体积改变都很小,其变形前的体积V1和变形后的体积V2相等.这种关系称之为体积不变条件,用数学式表示为V1=V2 最小阻力定律认为:如果变形物体内各质点有向各个方向流动的可能,则变形物体内每个质点将沿力最小方向移动。
影响金属塑性流动和变形的因素:摩擦的影响变形区的几何因素的影响工具的形状和坯料形状的影响外端的影响变形温度的影响金属性质不均的影响基本应力:由外力作用所引起的应力叫做基本应力。
第一章轧制理论基础第一节轧制的基本概念1、轧制金属通过两个旋转方向相反的轧辊时,在轧辊压力作用下,使金属生产塑性变形。
从而改变其断面的形状和尺寸,这种工艺过程称为轧制,被轧制的金属称为轧件。
轧制按轧制时的温度不同,分为冷轧和热轧。
在金属再结晶温度以下进行轧制叫冷轧,在金属再结晶温度以上轧制叫热轧。
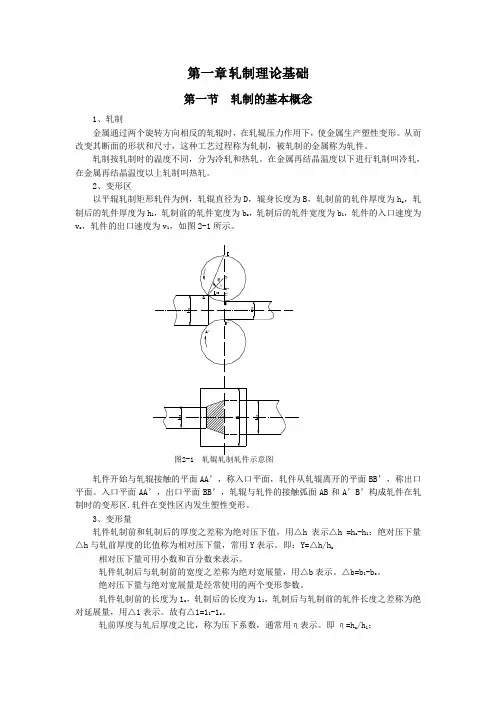
2、变形区以平辊轧制矩形轧件为例,轧辊直径为D,辊身长度为B,轧制前的轧件厚度为ho,轧制后的轧件厚度为h1,轧制前的轧件宽度为bo,轧制后的轧件宽度为b1,轧件的入口速度为v o ,轧件的出口速度为v1,如图2-1所示。
轧件开始与轧辊接触的平面AA’,称入口平面,轧件从轧辊离开的平面BB’,称出口平面。
入口平面AA’,出口平面BB’,轧辊与轧件的接触弧面AB和A’B’构成轧件在轧制时的变形区.轧件在变性区内发生塑性变形。
3、变形量轧件轧制前和轧制后的厚度之差称为绝对压下值,用△h表示△h =ho -h1:绝对压下量△h与轧前厚度的比值称为相对压下量,常用Y表示。
即:Y=△h/ho 相对压下量可用小数和百分数来表示。
轧件轧制后与轧制前的宽度之差称为绝对宽展量,用△b表示。
△b=b1-bo。
绝对压下量与绝对宽展量是经常使用的两个变形参数。
轧件轧制前的长度为1o ,轧制后的长度为11,轧制后与轧制前的轧件长度之差称为绝对延展量,用△1表示。
故有△1=11-1o。
轧前厚度与轧后厚度之比,称为压下系数,通常用η表示。
即η=ho /h1;轧后宽度与轧前宽度之比,称为侧压系数,通常用k 表示。
即 k=b 1/b 0; 轧后长度与轧前长度之比,称为延伸系数,通常用μ表示。
即μ=l 1/l 0。
4、咬入弧与咬入角轧辊与轧件接触部分的A ⌒B 和A ’⌒B ’弧称为咬入弧(又称接触弧)。
与咬入弧 A ⌒B 和A ’⌒B ’所对应的圆心角α称为咬入角。
由图2-1中的几何关系可知,△ABC ∽△EBA ,由此可得: AB 2=BE ⨯BC 式中 BE=2R BC=(h o -h 1)/2=△h/2所以咬入弧所对的弦长AB=hR ∆。
冷轧基础理论知识一、概要冷轧基础理论知识是金属加工领域中的重要组成部分,涉及到金属材料的塑性变形、力学性能和加工技术等方面。
本文旨在介绍冷轧技术的原理、发展历程以及应用领域,概述冷轧过程中的基础理论和关键工艺参数,包括材料选择、设备配置、工艺流程、冷却方式等。
通过学习本文,读者可以了解冷轧技术的核心知识体系,掌握冷轧过程中的基本理论和实际操作技巧,为后续的深入研究和实践打下坚实基础。
本文还将探讨冷轧技术的未来发展趋势,展望其在金属材料加工领域的应用前景。
1. 简述冷轧技术的定义与发展历程。
冷轧技术是一种利用金属板材在常温下的可塑性,通过一系列辊轮对其施加压力进行加工的方法。
其基本过程是在常温下将金属材料进行连续轧制,改变其形状和尺寸,获得所需的厚度、宽度和平整度的金属板材。
与传统的热轧工艺相比,冷轧技术以其优良的加工精度和良好的材料性能得到了广泛的应用。
发展历程上,冷轧技术起始于工业革命时期的欧洲,随着钢铁工业的迅猛发展而逐渐成熟。
早期的冷轧技术主要运用于有色金属的轧制,随着技术的进步,逐渐扩展到黑色金属的轧制领域。
随着材料科学和工艺技术的不断进步,冷轧技术也在不断地发展。
从简单的单机轧制到现代化的连续自动化生产线,从传统的模拟控制到数字化和智能化控制,冷轧技术已经成为现代制造业不可或缺的重要工艺手段。
其发展历程不仅体现了技术的进步,也反映了人类对材料性能的不断追求和探索。
2. 阐述冷轧技术在工业领域中的重要性。
冷轧技术在工业领域中的重要性不言而喻。
随着现代工业的发展,对于材料性能的要求越来越高,而冷轧技术作为一种先进的金属加工技术,能够满足这种高性能的需求。
冷轧过程通过控制金属的塑性变形和再结晶行为,可以显著提高金属的强度和硬度,同时保持良好的韧性和表面质量。
这使得冷轧材料在汽车、航空、建筑、电子等多个行业中得到广泛应用。
在汽车行业,冷轧技术用于生产高质量的钢板和带材,用于制造车身、发动机等关键部件。


必学-金属材料热处理轧制原理基本理论知识金属材料及热处理、金属塑性变形与轧制原理基本理论知识金属材料及热处理部分一、金属材料的种类材料是人类用来制造各种有用物件的物质。
工程材料是指具有一定性能,在特定条件下能够承担某种功能、被用来制取零件和元件的材料。
工程材料的种类繁多,分类方法也不同,但均可分为金属材料和非金属材料两大类。
金属材料通常分为黑色金属和有色金属两大类,黑色金属包括钢、铸铁、锰、铬及其合金,有色金属材料是除黑色金属之外的所有金属及其合金。
在铸铁中,由于采用不同的处理方式可使石墨呈现不同的形式。
根据石墨形态的差别,将铸铁分为下列几种:普通灰铸铁(石墨呈片状)、蠕墨铸铁(石墨呈蠕虫状)、可锻铸铁(石墨呈团絮状)、球墨铸铁(石墨呈球状)。
二、金属的结构1,金属的晶体结构金属和合金在固态下通常都是晶体。
内部原子或离子在三维空间呈周期性有规则的重复排列的固体称为晶质体(晶质)。
习惯上,将具有几何多面体外形的晶质称为晶体,相应地,将不具有几何多面体外形的晶质称为晶粒。
由一个核心(晶核)生长而成的晶体称为单晶体,在单晶体的不同方向上测量其性能时,表现出或大或小的差异,这就是晶体的各向异性。
金属材料通常由许多不同位向的小晶粒所组成,称为多晶体;多晶体中各晶粒的各向异性互相抵消,故一般不显示各向异性,所以在工业用的金属材料中,通常见不到各向异性特征,称之为伪各向同性。
工业上使用的金属元素中,除了少数具有复杂的晶体结构外,绝大多数都具有比较简单的晶体结构,其中最典型、最常见的金属晶体结构有三种类型,即体心立方结构,面心立方结构和密排六方结构。
2,金属的同素异构转变大部分金属只有一种晶体结构,但也有少数金属如Fe、Mn、Ti、Co等具有两种或几种不同的晶体结构,即具有多晶型。
当外部条件(如温度和压力)改变时,金属可能由一种晶体结构转变成另一种晶体结构。
这种固态金属在不同温度下具有不同晶格的现象称为多晶型性或同素异晶性。
冷轧工序轧制基础理论培训教学大纲(初级)一、教学目的和要求本课程设置的目的是使学员了解基本的轧制原理及影响冷轧变形的基本因素二、课程内容第一章金属塑性变形的实质教学要求:掌握金属变形及应力的产生与计算,了解变形过程,金属的弹性、塑性变形的基本概念教学内容:1、金属变形及其应力2、金属弹性变形、塑性变形第二章塑性变形及对性能的影响教学要求:掌握金属受压力加工时的受力条件,冷热变形的特点及对性能的影响,了解恢复和实用文档再结晶的概念教学内容:1、冷变形、热变形、冷热轧区别2、冷变形对金属组织和性能的影响3、恢复、再结晶第三章塑性变形的基本理论教学要求:掌握塑性变形的基本原理,了解轧制中的体积不变和最小阻力定律教学内容:1、体积不变定律2、最小阻力定律第四章轧制过程参数及其表示方法教学要求:了解变形过程的各参数的意义,了解变形区长度、变形系数、压下量、宽展量、延伸量的概念及咬入条件实用文档教学内容:1、变形区及其计算2、变形系数(压下、宽展、延伸系数的概念)3、绝对压下量,相对压下量、宽展量、延伸量及表示方法4、不均匀变形及对产品的影响5、轧辊咬入金属的条件6、咬入角,轧辊直径与压下量之间的关系7、影响咬入的因素第五章轧制中的宽展、延伸、前后滑及其影响因素教学要求:掌握轧制中几种变形现象的产生原因及影响因素教学内容:1、宽展及影响因素2、轧制中金属的前后滑3、影响前后滑的因素第六章金属对轧辊的压力实用文档教学要求:掌握轧制中变形抗力,轧制压力,接触面积及单位压力分布规律教学内容:1、轧制压力,接触面积2、轧制中金属的前后滑3、影响变形抗力的因素第七章特殊条件下的轧制教学要求:掌握特殊轧制过程中受力状态变化,轧制过程,特殊轧制的优缺点及应用教学内容:1、张力轧制2、异步轧制第八章轧制中的不均匀变形教学要求:实用文档掌握轧制中变形不均匀的产生对产品质量的影响教学内容:1、不均匀变形产生的原因2、不均匀变形产生的后果实用文档。
金属压力加工:即金属塑性加工,对具有塑性的金属施加外力作用使其产生塑性变形,而不破坏其完整性,改变金属的形状、尺寸和性能获得所要求的产品的一种加工方法按温度特征分类 1.热加工:在充分再结晶温度以上的温度范围内所完成的加工过程,T=∽熔。
2.冷加工:在不产生回复和再结晶温度以下进行的加工T=熔以下。
3.温加工:介于冷热加工之间的温度进行的加工.按受力和变形方式分类:由压力的作用使金属产生变形的方式有锻造、轧制和挤压轧制轧制:金属坯料通过旋转的轧辊缝隙进行塑性变形。
轧制分成纵轧(金属在相互平行且旋转方向相反的轧辊缝隙间进行塑性变形)横轧和斜轧。
内力:物体受外力作用产生变形时,内部各部分因相对位置改变而引起的相互作用力。
分析内力用切面法。
应力(全应力):单位面积上的内力全应力可分解成两个分量,正应力σ和剪应力τ主变形和主变形图示:绝对主变形:压下量 Dh=H-h 宽展量 Db=b-B 延伸量Dl=l-L 相对主变形:相对压下量e1=(l-L)/L*100% 相对宽展量e2=(b-B)/B*100% 相对延伸量e3=(H-h)/H*100% 延伸系数m=l/L 压下系数h=H/h 宽展系数w=b/B ①物体变形后其三个真实相对主变形之代数和等于零;②当三个主变形同时存在时,则其中之一在数值上等于另外两个主变形之和,且符号相反。
③当一个主变形为0时,其余两个主变形数值相等符号相反金属塑性变形时的体积不变条件:金属塑性变形时,金属体积改变都很小,其变形前的体积V1和变形后的体积V2相等.这种关系称之为体积不变条件,用数学式表示为V1=V2 最小阻力定律认为:如果变形物体内各质点有向各个方向流动的可能,则变形物体内每个质点将沿力最小方向移动。
影响金属塑性流动和变形的因素:摩擦的影响变形区的几何因素的影响工具的形状和坯料形状的影响外端的影响变形温度的影响金属性质不均的影响基本应力:由外力作用所引起的应力叫做基本应力。
轧制一、轧制过程及基本原理简单理想轧制过程中,两个同直径、同转速的轧辊均被驱动。
轧件仅靠轧辊作用力(无外力)均匀运动完成轧制。
以动画为例,说明轧制的概念。
延伸的轧制又称压延,是金属坯料通过转动轧辊间的缝隙承受压缩变形,在长度方面发生延伸的过程。
可得到板带材、管材、线材各种型材等(摄像:轧制螺纹),又可改善金材内部质量,提高其力学性能。
(一)压下量(△h ),压下率ε,延伸系数λ,宽展△b,压下量△h压下量(轧制前后轧件厚度差)△h = h o-h,压下率εε=(△h/h0)×100%延伸系数λ= L1/L0宽展△b:轧制前后锭料宽度的变化△b=b1-b0以上属于轧制件的塑性变形条件。
(二)轧制过程中金属流动轧件从轧辊入口至出口,厚度逐渐减少,金属在变形区内流动速度逐渐增加。
但入口处的流动速度小于轧辊表面园周速度,出口处则相反。
从入口至出口处的变形区依次分为后滑区,中性面,前滑区,并由变形区力平衡和几何条件分析导出轧制过程变形与几何条件的内在联系。
(如图)γ:中性角α:咬入角β:摩擦角(三)咬入条件初始稳定后或N x轧件上水平外力T x摩擦力水平分力轧件与轧辊接触后,轧辊能把轧件拉入轧缝完成轧制的必要条件,取决于加在轧件上水平外力Nx 与摩擦力水平分力Tx,满足,或者,,(咬入角小于等于摩擦角)。
随后稳定轧制,两者接触面积增加,咬入条件变为:。
当摩擦角一定时,增加辊直径,利用冲击力可改善咬入条件;轧机确定后可把轧件加工成锥形以减少咬入角或降低咬入轧制速度增加摩擦角。
(四)轧制压力P及轧制力矩M1、轧制压力 P(如图)1)定义:轧制时轧辊施加于轧件,使之变形的力或轧件施加于轧辊总压力的垂直分量P。
2)表示:①工程上:平均单位压力F:实际接触面积②计算:可用理论,总结实测值,实测法三种。
2、轧制力矩M——确定轧制的主电机和轧辊传动机构负荷的重要参数。
(如图)1)定义:轧制压力P与其作用点到轧制中心线距离a的乘积2)计算:单辊:M=ψ:力臂系数双辊:二、轧制方法与工艺制度(如图)(一)按轧制温度分1、热轧:常温下不易塑变的金属,要在1100~1250o C下进行,表面粗糙,尺寸波动大。