蒸汽锅炉制造工艺卡
- 格式:doc
- 大小:851.50 KB
- 文档页数:24
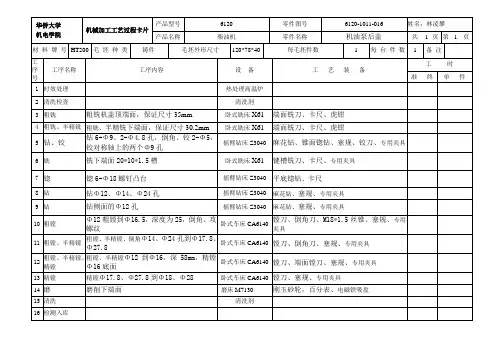
机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 1 页车间工序号工序名称材料牌号粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*40 1 1设备名称设备型号设备编号同时加工件数卧式铣床X61 1夹具编号夹具名称切削液虎钳工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 粗铣机盖顶端面,保证尺寸35mm 硬质合金端面铣刀、卡尺160 1 1.6 5 1 32.822标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 2 页车间工序号工序名称材料牌号粗铣、半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*35 1设备名称设备型号设备编号同时加工件数卧式铣床X61 1夹具编号夹具名称切削液虎钳工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 粗铣下端面,保证尺寸31mm 硬质合金端面铣刀、卡尺160 1 1.6 4 1 32.822 半精铣下端面,保证尺寸30.2mm 硬质合金端面铣刀、卡尺210 1.3 1.6 0.8 1 25.00标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 3 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 钻6-Φ9mm孔Φ9高速钢麻花钻、塞规630 0.29 0.4 22.862 铰6-Φ9孔中对称轴上的两个孔至Φ9.1H8(022.0)做定位孔Φ9.1铰刀、塞规500 0.26 0.8 7.44标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 4 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 钻一个2-Φ4.8mm孔模具、Φ4.8高速钢麻花钻、塞规250 0.13 0.25 9.32 铰此孔2-Φ4.8mm至2-Φ5mmΦ5铰刀、塞规500 0.13 0.4 4.653 通过模具以此孔定位钻另一个Φ4.8mm孔模具、Φ4.8高速钢麻花钻、塞规250 0.13 0.25 9.34 铰此孔2-Φ4.8mm至2-Φ5mm Φ5铰刀、塞规500 0.13 0.4 4.655 倒角2-Φ4.8mm孔1.1x45º高速钢锥面锪钻10x90º标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 5 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 锪6-Φ18mm螺钉凸台高速钢平底锪钻18x9、卡尺400 0.4 0.14 5 1 19.32234标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 6 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式铣床X61 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 铣下端面20*10*1.5槽硬质合金键槽铣刀10x60,卡尺945 0.5 0.2 1.5 3.812标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第7 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻Φ12mm孔Φ12高速钢麻花钻400 0.28 0.45 21.672 钻Φ14mm孔Φ14高速钢麻花钻320 0.28 0.5 11.443 钻Φ24mm孔Φ24高速钢麻花钻200 0.28 0.7 13.074标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)华侨大学机电学院机械加工工序卡片产品型号6120 零件图号6120-1011-016 姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13 页第8 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻侧面的Φ12mm的孔到铸件的铸孔约62mm深Φ12高速钢麻花钻,塞规400 0.28 0.45 88.47234标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)华侨大学机电学院机械加工工序卡片产品型号6120 零件图号6120-1011-016 姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13 页第9 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 Φ12粗镗到Φ16.5,深度为25,作为螺纹的底孔硬质合金镗刀、塞规1400 1.0 0.2 6.782 粗镗Φ16.5右端面,保证尺寸41mm 硬质合金端面镗刀,卡尺160 1 1.6 5 1 7.683 M18*1.5孔倒角硬质合倒角刀1120 0.25 0.644 攻丝内螺纹镗刀320 0.3 0.5 9.37标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第10 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 粗镗Φ14mm孔至Φ16.3mm硬质合金镗刀、塞规1120 1 0.2 2.3 8.172 粗镗Φ24mm孔至Φ26.3mm硬质合金镗刀、塞规900 1.33 0.4 2.3 5.083 半精镗Φ16.3mm孔至Φ17.8mm 硬质合金镗刀、塞规1400 1.33 0.1 1.5 13.064 半精镗Φ26.3mm孔至Φ27.8mm 硬质合金镗刀、塞规1018 1.5 0.2 1.5 8.985 倒角Φ27.8mm孔1.1x45º硬质合金倒角刀1120 0.25 0.646 倒角Φ17.8mm孔1.1x45º硬质合金倒角刀1120 0.25 0.64标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第11 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 把Φ12mm孔粗镗到Φ14.4mm,深58mm 硬质合金镗刀、塞规1400 1.0 0.2 2.4 6.782 把Φ14.4mm半精镗到Φ16mm,深58mm硬质合金镗刀、塞规1580 1.0 0.1 1.6 11.393 精镗Φ16底面硬质合金端面镗刀1580 1.33 0.2 0.38标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第12 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精镗Φ17.8mm孔至Φ18mm硬质合金镗刀、塞规1400 1.33 0.1 0.2 13.062 精镗Φ27.8mm孔至Φ28mm硬质合金镗刀、塞规1018 1.5 0.2 0.2 8.98标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第13 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数磨床M7130 1夹具编号夹具名称切削液电磁铁吸盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 磨削下端面刚玉砂轮,百分表2标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)。
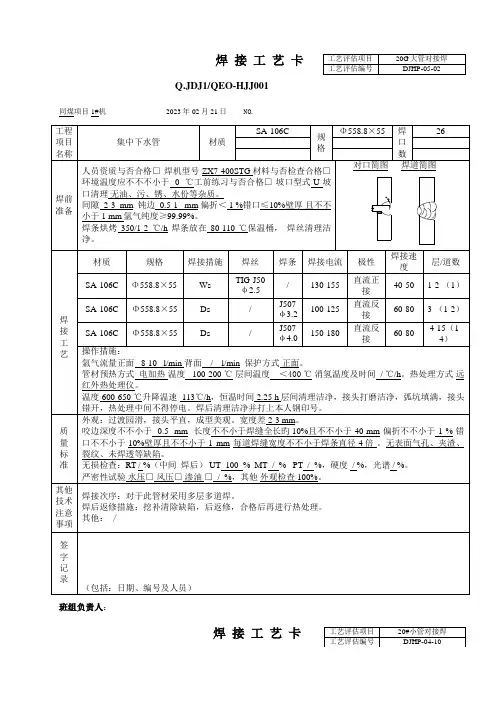
焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 02月21日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 03月 01日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 03月 03日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 03月 05日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 06月 01日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 03月 13日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 03月 13日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 03月 13日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 03月 13日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 03月 01日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 03月 01日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 03月 01日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 03月 18日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 03月 18日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 03月 25日班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 04月 03日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 04月 07日班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 04月 15日班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 04月 08日班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 03月 25日班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 04月 23日班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 04月 23日班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 04月23日班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 04月 24日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 04月 24日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 04月 30日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 04月 30日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 04月 30日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 05月 22日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 05月07日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 05月 27日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 05月 30日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 05月 27日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 06月05日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 06月05日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 05月21日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 06月11日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 06月12日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年06月 17日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年06月 17日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年06月 17日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 06月21日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 06月 21日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 06月22日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年06月 26日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 06月27日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 06月29日 NO.班班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 06月29日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 06月30日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 06月30日 NO.。
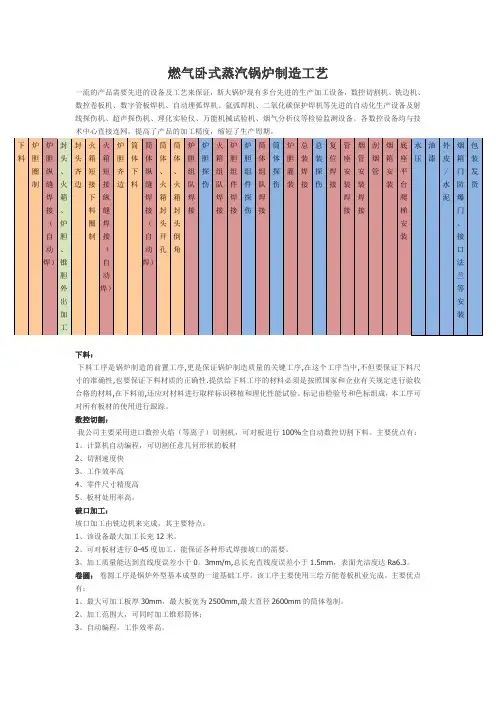
燃气卧式蒸汽锅炉制造工艺一流的产品需要先进的设备及工艺来保证,斯大锅炉现有多台先进的生产加工设备,数控切割机、铣边机、数控卷板机、数字管板焊机、自动埋弧焊机、氩弧焊机、二氧化碳保护焊机等先进的自动化生产设备及射线探伤机、超声探伤机、理化实验仪、万能机械试验机、烟气分析仪等检验监测设备。
各数控设备均与技下料:下料工序是锅炉制造的前置工序,更是保证锅炉制造质量的关键工序,在这个工序当中,不但要保证下料尺寸的准确性,也要保证下料材质的正确性.提供给下料工序的材料必须是按照国家和企业有关规定进行验收合格的材料,在下料前,还应对材料进行取样标识移植和理化性能试验。
标记由检验号和色标组成,本工序可对所有板材的使用进行跟踪。
数控切割:我公司主要采用进口数控火焰(等离子)切割机,可对板进行100%全自动数控切割下料。
主要优点有:1、计算机自动编程,可切割任意几何形状的板材2、切割速度快3、工作效率高4、零件尺寸精度高5、板材处用率高。
破口加工:坡口加工由铣边机来完成,其主要特点:1、该设备最大加工长充12米。
2、可对板材进行0-45度加工,能保证各种形式焊接坡口的需要。
3、加工质量能达到直线度误差小于0。
3mm/m,总长充直线度误差小于1.5mm,表面光洁度达Ra6.3。
卷圆:卷圆工序是锅炉外型基本成型的一道基础工序。
该工序主要使用三绘万能卷板机业完成。
主要优点有:1、最大可加工板厚30mm,最大板宽为2500mm,最大直径2600mm的筒体卷制。
2、加工范围大,可同时加工锥形筒体;3、自动编程,工作效率高。
4、钢板不需要预弯,需且预弯质量和成型的一致性较高,能够很好的保证后期组对装配。
钻扩孔:钻扩孔:我公司在加工各管板管孔时,先使用用数控切割机割孔,然后再使用摇臂钻床扩孔的方法,来提高管孔的质量。
此方法的好处有:1、不需要人工划线,效率提高3倍。
2、加工变形量小,应力低;3、切割位置和尺寸精度高。
组对:组对:组对工序主要是将其本体所饮食的零件组合成一个完整的部件。
锅炉生产工艺流程
锅炉生产工艺流程主要包括原材料准备、制造、装配和调试四个步骤。
首先,原材料准备。
锅炉的主要材料包括钢板、焊材、法兰、管道、阀门等。
在制造锅炉前,需要对这些原材料进行检验,确保其质量符合要求。
然后,根据锅炉的设计图纸,对原材料进行裁剪、切削等加工,制备出所需的形状和尺寸。
接下来是制造。
制造锅炉的主要工艺包括焊接、钻孔、冲压、弯曲等。
首先进行钢板的切割和焊接,将各个部件拼接成整体。
然后进行钻孔和冲压,为管道的连接和传输媒介流动提供通道。
接着进行弯曲,制造出所需形状的管道。
同时,加工并制造出法兰、阀门等配件。
第三步是装配。
将制造好的各个部件进行装配,组成完整的锅炉。
首先进行内部组装,将各种管道、法兰、阀门等按照设计要求连接到锅炉主体上。
然后进行外部装配,安装控制系统、安全阀、压力表等。
在装配过程中,需要严格按照工艺流程进行操作,确保装配的准确性和安全性。
最后是调试。
锅炉装配完成后,需要进行调试,确保其正常运行。
首先进行仪表的校验和调整,确保仪表显示准确。
然后进行锅炉的试运行,通过加热、加压、蒸汽排放等过程,检测锅炉的工作状态和性能指标是否符合要求。
如果发现问题,需要及时进行调整和修复。
总结来说,锅炉生产工艺流程主要包括原材料准备、制造、装配和调试四个步骤。
每一步都需要严格按照工艺要求进行操作,确保生产出质量稳定、安全可靠的锅炉产品。
锅炉产品制造工艺检验流程卡产品名称:蒸汽锅炉产品型号:WNS2-1.25-Y(Q) 产品编号: ZG142.0003编制:审核:批准:济南常春供热设备有限公司2014年 3 月 3 日一、管板制造工艺检验流程卡共 5 页第 1 页一、管板制造工艺检验流程卡共 5 页第 2 页一、管板制造工艺检验流程卡共 5 页第 3 页一、管板制造工艺检验流程卡共 5 页第 4 页一、管板制造工艺检验流程卡共 5 页第5 页二、锅筒制造工艺检验流程卡共 5 页第 1 页二、锅筒制造工艺检验流程卡共 5 页第 2 页二、锅筒制造工艺检验流程卡共 5 页第 3 页二、锅筒制造工艺检验流程卡共5 页第 4页二、锅筒制造工艺检验流程卡共 5 页第 5页三、回燃室筒体筒节制造工艺检验流程卡共 2 页第 1 页三、回燃室筒体筒节制造工艺检验流程卡共 2 页第 2 页四、波形炉胆制造工艺检验流程卡共 4 页第 1 页四、波形炉胆制造工艺检验流程卡共 4 页第 2 页四、波形炉胆制造工艺检验流程卡共 4 页第 4 页五、炉胆组装制造工艺检验流程卡共 33 页第 1 页五、炉胆组装制造工艺检验流程卡共 3 页 2 页六、螺纹烟管制造工艺检验流程卡共 1 页第 1 页七、拉撑杆制造工艺检验流程卡共 2 页第 2 页八、锅炉零部件制造工艺检验流程卡共 7 页第 1 页八、锅炉零部件制造工艺检验流程卡共 7 页第 2 页八、锅炉零部件制造工艺检验流程卡共 7 页第 3 页九、锅筒组装制造工艺检验流程卡共 2 页第 2 页十、本体组装制造工艺检验流程卡共 6页第 1页十、本体组装制造工艺检验流程卡共 6 页第 3 页十、本体组装制造工艺检验流程卡共 6 页第 6 页十、本体组装制造工艺检验流程卡共 6 页第 6 页十一、锅炉本体液压试验检验流程卡共 1页第1 页检查项目示意图:共 1 页第 1 页筒节制造检查项目示意图检查项目示意图:共 5页第5页水位计管座。
称点或编号种
11气割1)按线气割422×322椭圆人孔。
气割2)清除割渣。
12检验管板做硬度测试并作记录硬度计
13检验1)检查人孔与各管孔的开孔尺寸。
2)胀接管孔粗糙度应达到,管孔壁上不得有纵向刻
横,个别管孔壁上
允许有环向刻痕,其深度≯,宽度≯1mm,离管孔边
缘距离≮4mm。
2)胀接管孔粗糙度应达到,管孔壁上不得有纵向刻横,个别管孔壁上
允许有环向刻痕,其深度≯,宽度≯1mm ,离管孔边缘距离≮4mm 。
3)胀接管孔尺寸偏差Φ574
.00++。
转装配
图(a)
4磨光沿板材周边50mm处表面磨光。
磨光
5预弯利用预弯模将材料两端预弯成形,要求:19×2000
1)预弯时应注意材料移植
标记置于筒体外侧;。
锅炉产品制造工艺检验流程卡产品名称:蒸汽锅炉产品型号:WNS2-1.25-Y(Q) 产品编号: ZG142.0003编制:审核:批准:济南常春供热设备有限公司2014年 3 月 3 日一、管板制造工艺检验流程卡共 5 页第 1 页一、管板制造工艺检验流程卡共 5 页第 2 页一、管板制造工艺检验流程卡共 5 页第 3 页一、管板制造工艺检验流程卡共 5 页第 4 页一、管板制造工艺检验流程卡共 5 页第5 页二、锅筒制造工艺检验流程卡共 5 页第 1 页二、锅筒制造工艺检验流程卡共 5 页第 2 页二、锅筒制造工艺检验流程卡共 5 页第 3 页二、锅筒制造工艺检验流程卡共5 页第 4页二、锅筒制造工艺检验流程卡共 5 页第 5页三、回燃室筒体筒节制造工艺检验流程卡共 2 页第 1 页三、回燃室筒体筒节制造工艺检验流程卡共 2 页第 2 页四、波形炉胆制造工艺检验流程卡共 4 页第 1 页四、波形炉胆制造工艺检验流程卡共 4 页第 2 页四、波形炉胆制造工艺检验流程卡共 4 页第 4 页五、炉胆组装制造工艺检验流程卡共 33 页第 1 页五、炉胆组装制造工艺检验流程卡共 3 页 2 页六、螺纹烟管制造工艺检验流程卡共 1 页第 1 页七、拉撑杆制造工艺检验流程卡共 2 页第 2 页八、锅炉零部件制造工艺检验流程卡共 7 页第 1 页八、锅炉零部件制造工艺检验流程卡共 7 页第 2 页八、锅炉零部件制造工艺检验流程卡共 7 页第 3 页八、锅炉零部件制造工艺检验流程卡共 7 页第 6 页八、锅炉零部件制造工艺检验流程卡共 7页第 7 页九、锅筒组装制造工艺检验流程卡共 2 页第 2 页十、本体组装制造工艺检验流程卡共 6页第 1页十、本体组装制造工艺检验流程卡共 6 页第2页十、本体组装制造工艺检验流程卡共 6 页第2页十、本体组装制造工艺检验流程卡共 6 页第 3 页十、本体组装制造工艺检验流程卡共 6 页第 6 页十、本体组装制造工艺检验流程卡共 6 页第 6 页十一、锅炉本体液压试验检验流程卡共 1页第1 页检查项目示意图:共 1 页第 1 页筒节制造检查项目示意图检查项目示意图:共 5页第5页水位计管座。
燃气蒸汽锅炉工艺流程
《燃气蒸汽锅炉工艺流程》
燃气蒸汽锅炉是一种使用燃气燃烧产生热能,将水加热蒸发产生蒸汽,从而驱动机械设备或提供热能的设备。
它在工业生产中起着至关重要的作用,如发电厂、化工厂、制造业等领域都需要使用蒸汽锅炉来提供热能。
燃气蒸汽锅炉的工艺流程主要包括燃烧系统、锅炉本体、水处理系统、蒸汽输送系统和控制系统。
首先是燃烧系统。
燃气蒸汽锅炉使用天然气、液化石油气等燃气作为燃料,通过燃烧得到高温烟气。
燃气在燃烧室中与空气混合燃烧产生高温烟气,然后经过烟气处理设备,净化烟气中的有害物质。
接下来是锅炉本体。
燃气燃烧产生的高温烟气通过烟气换热器,将烟气产生的热能传递给水,使水加热蒸发产生蒸汽。
蒸汽锅炉本体通常由炉膛、水冷壁、过热器、空气预热器、除尘器等部件组成,每个部件都有着重要的作用。
然后是水处理系统。
水处理系统主要是对给锅炉供水的水质进行处理,防止水垢和腐蚀等问题影响锅炉的使用寿命和热效率。
水处理系统通常包括除氧设备、软化设备、净化设备等。
接着是蒸汽输送系统。
蒸汽在锅炉内产生后,需要通过管道输送到需要使用蒸汽的设备中,如蒸汽涡轮发电机、加热设备等。
输送系统需要保证蒸汽能够稳定、高效地输送到各个设备。
最后是控制系统。
控制系统主要用于控制燃气供应、调节燃烧过程、监测水质、调节蒸汽压力和温度等。
控制系统能够保证燃气蒸汽锅炉的安全、稳定和高效运行。
总的来说,燃气蒸汽锅炉工艺流程是一个复杂的系统工程,需要各个环节紧密配合,确保燃气蒸汽锅炉能够安全、高效地运行,为工业生产提供稳定的热能来源。
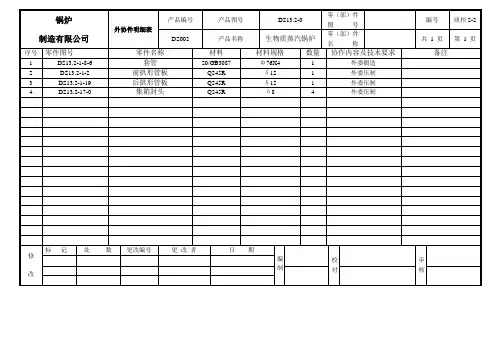
锅炉制造有限公司主要受压元件工艺流程卡
锅炉制造有限公司主要受压元件工艺流程卡
锅炉制造有限公司主要受压元件工艺流程卡
锅炉制造有限公司
主要受压元件工艺流程卡
锅炉制造有限公司主要受压元件工艺流程卡
锅炉制造有限公司主要受压元件工艺流程卡
锅炉制造有限公司主要受压元件工艺流程卡
锅炉制造有限公司主要受压元件工艺流程卡
产品名称:生物质蒸汽锅炉产品图号:DS13.2-0部件图号:质控2-4
锅炉制造有限公司主要受压元件工艺流程卡
锅炉制造有限公司主要受压元件工艺流程卡
锅炉制造有限公司主要受压元件工艺流程卡
锅炉制造有限公司主要受压元件工艺流程卡
锅炉制造有限公司主要受压元件工艺流程卡
锅炉制造有限公司主要受压元件工艺流程卡
锅炉制造有限公司主要受压元件工艺流程卡
锅炉制造有限公司主要受压元件工艺流程卡
锅炉制造有限公司主要受压元件工艺流程卡
锅炉制造有限公司主要受压元件工艺流程卡
锅炉制造有限公司主要受压元件工艺流程卡
锅炉制造有限公司主要受压元件工艺流程卡
锅炉制造有限公司主要受压元件工艺流程卡
锅炉制造有限公司主要受压元件工艺流程卡
锅炉制造有限公司主要受压元件工艺流程卡
锅炉制造有限公司
锅炉制作工艺卡
产品名称:生物质蒸汽锅炉产品图号:DS13.2-0。
蒸汽锅炉出厂检验报告及焊接件工艺记录卡1. 概述本文档旨在提供蒸汽锅炉出厂检验报告及焊接件工艺记录卡的详细信息。
该报告记录了对蒸汽锅炉进行的出厂检验,并提供了焊接件的相关工艺记录。
2. 出厂检验报告2.1 锅炉基本信息- 型号: [填写型号]- 出厂日期: [填写出厂日期]- 压力等级: [填写压力等级]2.2 热工性能测试在出厂检验过程中,对蒸汽锅炉的热工性能进行了全面的测试。
测试结果如下:- 蒸发量: [填写蒸发量]- 蒸汽温度: [填写蒸汽温度]- 蒸汽压力: [填写蒸汽压力]- 煤耗量: [填写煤耗量]2.3 安全性能检验为了确保蒸汽锅炉的安全性能符合标准要求,进行了相应的安全性能检验。
检验项目及结果如下:- 锅炉压力测试: [填写测试结果]- 锅炉水位控制测试: [填写测试结果]- 锅炉燃烧控制测试: [填写测试结果]3. 焊接件工艺记录卡3.1 焊接件基本信息- 部件名称: [填写部件名称]- 焊接方法: [填写焊接方法]- 焊接材料: [填写焊接材料]- 焊接人员: [填写焊接人员]- 验证人员: [填写验证人员]3.2 焊接工艺记录为确保焊接件的质量和可靠性,记录了相关的焊接工艺信息。
工艺记录如下:- 焊接设备: [填写焊接设备]- 焊接电流: [填写焊接电流]- 焊接电压: [填写焊接电压]- 焊接时间: [填写焊接时间]- 焊接缺陷检测: [填写焊接缺陷检测结果]- 验证测试: [填写验证测试结果]4. 结论本文档详细记录了蒸汽锅炉的出厂检验报告及焊接件的工艺记录卡。
通过对蒸汽锅炉的全面检验和焊接件的工艺记录,确保了产品的质量和性能符合标准要求。
锅炉制造标准及制造工艺概况(1)执行标准锅炉按国家有关标准进行设计、制造、检验。
强度计算按GB/T 16508-1996及GB9222-88进行计算,安装验收标按GB50273-1998《工业锅炉安装工程施工及验收规范》,蒸汽锅炉受技监局版发《蒸汽锅炉安全技术监察规程》的监察,热水锅炉受技监局版发《热水锅炉安全技术监察规程》的监察。
(2)质量保证本厂锅炉质保体系,以厂长为最高负责人。
设立质保工程师为质保体系组织领导人,下设设计、工艺、材料、焊接、探伤、检验、设备、理化、车间质量控制等负责人。
各质控负责人按《蒸规》要求,全部由工程师职称以上人员分别担任。
由质保工程师全面组织协调,充分发挥各线责任人的作用,及时解决质保体系运转过程中的问题。
设计责任人提供正确的图纸,工艺责任人保障在生产过程中合理的制作工艺及必需的一些工装,设备、材料、焊接、探伤、检验责任人保障各工序的制造质量,我厂采用质量跟踪,对关键工序,特殊工序采取停止点管理进行自检、专检和最终检验相结合,确保产品原材料及实物质量,对用户负责,对企业的信誉负责。
并由绍兴市技术监督局派员长期驻在厂里,实行全过程监检。
(3)制造工艺制造工艺按以下编号顺序进行:1、原材料检验入库,凡入厂原材料均经严格检验,合格者入库,并做好材料标识,不合格者一律作退货处理。
2、下料a、炉胆下料:按照生产图纸尺寸,对钢板切割下料;b、炉体下料:按照生产图纸中炉体尺寸,对钢板切割下料;c、烟管:按照生产图纸下料;在夹管机上夹制螺纹烟道;d、管板:按图纸尺寸放样下料;e、接管下料:按照生产图纸中各接管的尺寸,对各规格的钢管下料;f、烟室:按产生图纸尺寸,对钢板切割下料。
3、零部件制作a、炉胆板材下料后,进行卷制成型,焊接,校圆处理;b、炉体板材下料后,进行卷制成型,焊接,校圆处理c、烟管在夹管机上夹制螺纹烟道;d、管板按图纸尺寸翻边、钻孔;e、接管下料后与各相应法兰焊接;f、烟室按图纸尺寸翻边、焊接。
.制造工艺卡产品图号HWS22-0(改)产品名称DZG2-0.8-T 蒸汽锅炉部件图号HWS22-1-0(改)部件名称锅炉本体车间容器车间工艺编号编制会签校对会签审核会签批准.锅炉容器制造有限公司.锅炉容生产令号产品名称部件名称零件清单图号编号1/19器制造有限公司制造工艺卡目次DZG-2-0.8-T 型锅炉本体共 1 页第 1 页序号名称页数备注序号名称页数备注1借用工艺卡清单22零部件加工工艺卡153工艺附图24焊接工艺卡标记更改单编号修改单日期.修编校审会改制对核签锅炉容借用工艺卡清单生产令号产品名称部件名称零件清单图号编号2/19器制造有限公司DZG-2-0.8-T 型蒸汽锅炉共 2 页第 1 页编号图号名称数量材料牌号备注1HWS22-1-1下降管Φ 133 ×6420GB30872HWS22-1-4-0下水位表座 25-102组合件3HWS22-1-6-0上水位表座 25-102组合件4HWS22-1-7-0压力表座15-101组合件5HWS22-1-8-0安全阀座50-102组合件6HWS22-1-11-0副气管座40-101组合件7HWS22-1-13-0汽水分离器1组合件8HWS22-1-14-0主汽阀座80-101组合件9HWS22-1-15拉撑管Φ 57×52820GB308710HWS22-1-16烟管Φ 57×34020GB308711HWS22-1-17短斜拉杆420GB308712HWS22-1-18长斜拉杆420GB308713HWS22-1-20鳞板6Q235-A14HWS22-1-21后棚管620GB308715HWS22-1-22水冷壁管3820GB308714HWS22-1-23-0排污管 50-101组合件15HWS22-1-24后集箱Φ 159× 6120 GB3087标记更改单编号修改单日期修编校审会改制对核签锅炉容借用工艺卡清单生产令号产品名称部件名称零件清单图号编号3/19器制造有限公司DZG-2-0.8-T 型蒸汽锅炉共 2 页第 2 页编号图号名称数量材料牌号备注16HWS22-1-25接管220GB308717HWS22-1-26右集箱Φ 159× 6120GB308718HWS22-1-28-0排污阀座 40-102组合件19HWS22-1-29-0取样管座 15-101组合件20HWS22-1-30水位稳定板2Q235-A.F21HWS22-1-31拉撑ⅠΦ 40220GB308722HWS22-1-32拉撑ⅡΦ 40220GB308723HWS22-1-34左集箱Φ 159× 6120GB308724HWS22-1-35撑板1Q235-A25HWS22-1-36搁角1Q235-A26HWS22-1-37U 型螺栓1Q235-A27HWS22-1-39-0进水管 G1/2 ’’1组合件28HWS22-1-40-0进水阀座 40-101组合件29HWS22-1-41管套1Q235-A30HWS22-1-42鳍片δ =522Q235-A31HWS22-1-43鳍片δ =52Q235-A标记更改单编号修改单日期修编校审会改制对核签锅炉容零部件加工工艺卡生产令号产品名称部件名称零件清单图号编号4/19器制造有限公司DZG-2-0.8-T 型锅炉本体共 4 页第 1 页零(部)件图号HWS22-1-3A件号零部件名称前管板数量1材料牌号20g材料规格δ 14毛坯尺寸工序号工序名称工序内容控制点工装量器具图号或编号设备或工种备注1检验原材料进厂经检验部门按JB/T3375 复检合格后 ,方可发放使用。
13 检验 1)检查人孔与各管孔的开孔尺寸。
2)胀接管孔粗糙度应达到
,管孔壁上不得有纵向刻横,个别管孔壁上
允许有环向刻痕,其深度≯0.5mm ,宽度≯1mm ,离管孔边缘距离≮4mm 。
3)胀接管孔尺寸偏差Φ57.54
.00++。
14 装人孔加强圈 前管板与人孔加强圈装配并点焊,装配尺寸见(工艺附图1)。
装配/电焊
15 焊接 1)焊缝高度按图纸,焊接要求按焊接工艺卡。
电焊 2)打焊工代号钢印。
3)清除飞溅、焊渣。
转装配
校 对
审 核
会 签
锅炉容 器制造 工艺附图(1)
生产令号 产品名称 部件名称 零件清单图号
编号 7/19
DZG-2-0.8-T 型 锅炉本体 共 4 页
第 4 页
零(部)件图号
HWS22-1-3A
件号
零部件名称
前管板
数量
1
材料牌号
20g
材料规格
δ14
毛坯尺寸
修改标记更改单编号修改单日期
编
制
校
对
审
核
会
签
修改
标记 更改单编号
修改单 日期 编 制
校 对
审 核
会 签
锅炉容 器制造 零部件加工工艺卡
生产令号 产品名称 部件名称 零件清单图号 编号 10/19 DZG-2-0.8-T 型 锅炉本体 共3页 第3页
零(部)件图号 HWS22-1-19A 件号
零部件名称
后管板
数量
1
材料牌号
20g
材料规格
δ14 毛坯尺寸 工序号 工序名称
工序容
控制点 工装量器具图号或编号 设备或工种
备注 11 检验 管板做硬度测试并作记录。
硬度计
12 检验 1)检查各管孔的开孔尺寸。
2)胀接管孔粗糙度应达到
,管孔壁上不得有纵向刻横,个别管孔壁上
允许有环向刻痕,其深度≯0.5mm ,宽度≯1mm ,离管孔边缘距离≮4mm 。
3)胀接管孔尺寸偏差Φ574
.00++。
转装配
3 气割1)按线气割,要求:半自动气割机
a)长度偏差L±2;
b)宽度偏差B±2;
c)对角线偏差≤4。
2)筒体周边应进行30°±2.5°(倒角见下页图(a)所示):
修改
标记更改单编号修改单日期
编
制
校
对
审
核
会
签锅炉容
器制造零部件加工工艺卡生产令号产品名称部件名称零件清单图号编号12/19
DZG-2-0.8-T型锅炉本体共 5 页第 2 页
零(部)件图号HWS22-1-10A 件号零部件名称筒体数量 1 材料牌号20g 材料规格δ14 毛坯尺寸
工序号工序名称工序容控制点工装量器具图号或编号设备或工种备注
图(a)
4 磨光沿板材周边50mm处表面磨光。
磨光
修改标记更改单编号修改单日期
编
制
校
对
审
核
会
签。