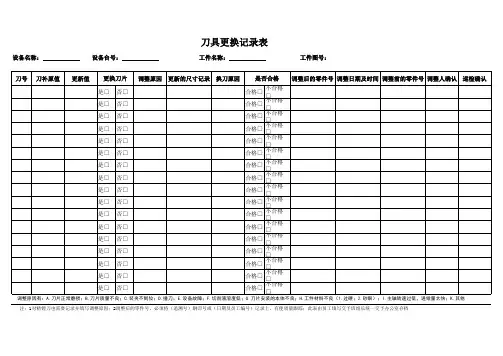
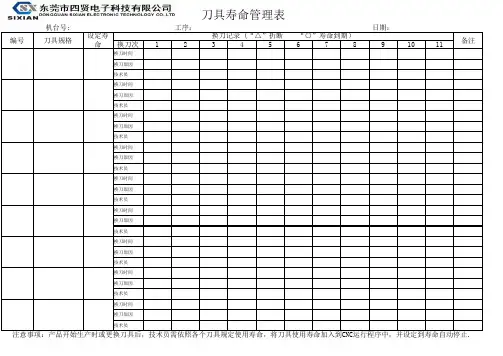
调整原因有:A.刀片正常磨损;B.刀片质量不良;C.装夹不到位;D.撞刀;E.设备故障;F.切削液溶度低;G.刀片安装的本体不良;H.工件材料不良(1.过硬;2.砂眼);I.主轴转速过低,进给量太快;K.其他 注:1对精镗刀也需要记录并填写调整原因;2调整后的零件号,必须将(追溯号)钢印号或(日期及员工编号)记录上,有便质量跟踪;此表由员工填写交予班组长统一交予办公室存档
刀具更换Байду номын сангаас录表
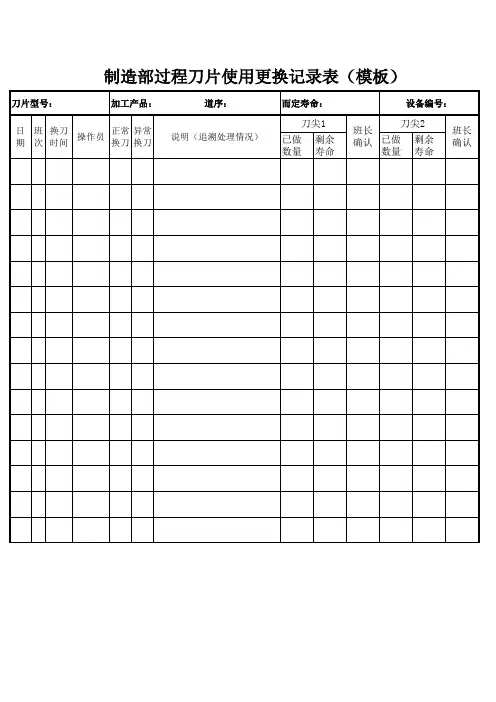
设备名称: 刀号 刀补原值 更新值 设备台号: 更换刀片 是□ 是□ 是□ 是□ 是□ 是□ 是□ 是□ 是□ 是□ 是□ 是□ 是□ 是□ 是□ 是□ 是□ 否□ 否□ 否□ 否□ 否□ 否□ 否□ 否□ 否□ 否□ 否□ 否□ 否□ 否□ 否□ 否□ 否□ 工件名称: 调整原因 更新的尺寸记录 换刀原因 是否合格 合格□ 不合格□ 合格□ 不合格□ 合格□ 不合格□ 合格□ 不合格□ 合格□ 不合格□ 合格□ 不合格□ 合格□ 不合格□ 合格□ 不合格□ 合格□ 不合格□ 合格□ 不合格□ 合格□ 不合格□ 合格□ 不合格□ 合格□ 不合格□ 合格□ 不合格□ 合格□ 不合格□ 合格□ 不合格□ 合格□ 不合格□ 工件图号: 调整后的零件号 调整日期及时间 调整前的零件号 调整人确认 巡检确认