宝元A系列变频器手册
- 格式:pdf
- 大小:2.26 MB
- 文档页数:110
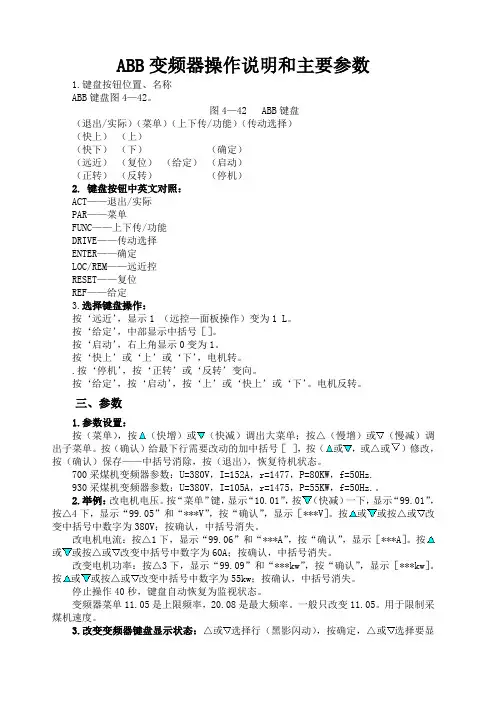
ABB变频器操作说明和主要参数1.键盘按钮位置、名称ABB键盘图4—42。
图4—42 ABB键盘(退出/实际)(菜单)(上下传/功能)(传动选择)(快上)(上)(快下)(下)(确定)(远近)(复位)(给定)(启动)(正转)(反转)(停机)2. 键盘按钮中英文对照:ACT——退出/实际PAR——菜单FUNC——上下传/功能DRIVE——传动选择ENTER——确定LOC/REM——远近控RESET——复位REF——给定3.选择键盘操作:按‘远近’,显示1 (远控—面板操作)变为1 L。
按‘给定’,中部显示中括号[]。
按‘启动’,右上角显示0变为1。
按‘快上’或‘上’或‘下’,电机转。
.按‘停机’,按‘正转’或‘反转’变向。
按‘给定’,按‘启动’,按‘上’或‘快上’或‘下’。
电机反转。
三、参数1.参数设置:按(菜单),按(快增)或(快减)调出大菜单;按△(慢增)或(慢减)调出子菜单。
按(确认)给最下行需要改动的加中括号[],按(或,或△或)修改,按(确认)保存——中括号消除,按(退出),恢复待机状态。
700采煤机变频器参数:U=380V,I=152A,r=1477,P=80KW,f=50Hz.930采煤机变频器参数:U=380V,I=105A,r=1475,P=55KW,f=50Hz.。
2.举例:改电机电压。
按“菜单”键,显示“10.01”,按(快减)一下,显示“99.01”,按△4下,显示“99.05”和“***V”,按“确认”,显示[***V]。
按或或按△或改变中括号中数字为380V;按确认,中括号消失。
改电机电流:按△1下,显示“99.06”和“***A”,按“确认”,显示[***A]。
按或或按△或改变中括号中数字为60A;按确认,中括号消失。
改变电机功率:按△3下,显示“99.09”和“***kw”,按“确认”,显示[***kw]。
按或或按△或改变中括号中数字为55kw;按确认,中括号消失。
停止操作40秒,键盘自动恢复为监视状态。
1.1 程序的种类和构成1.2 程序段的构成1.3 单词的构成1.4 数值指令1.5 编号1.6 可选择程序段的程序跳过 1.7 控制脱开接入功能1.1 程序的种类和构成程序分为主程序和子程序2种(1)主程序加工一个零件的程序。
在主程序中调取子程序,可提高制作程序的效率。
结束主程序用M02(或M30)。
主程序(2)子程序由主程序或其他子程序调取使用。
最后用M99结束子程序。
子程序1.2 程序段的构成程序由数个指令构成。
每一个指令称为程序段。
程序段由1个或数个单词构成。
每个程序段之间以程序段结束代码(EOB)分开。
(本书说明中,程序段结束代码以“;”表示。
)(注1)程序段结束代码在ISO码是 [LF] OA(16位数)EIA码是 [CR] 80(16位数)(注2)1个程序段的最多字数是128个字母。
1.3 单词的构成单词由如下所示地址及几位数的数值构成。
(数值前可加+,-符号。
)X -1000地址数值单词(注1)地址由英文字母(A~Z)中的一个字母表示。
(注2)地址字母「O」除备注以外不使用。
1.4 数值指令(1)小数点指令数值的指令方法有以下2种,由参数1设定。
指令方法1 (基本)指令方法2 (最小)(注)用户参数……参照操作说明书(2)地址的数值指令范围最大位数为9位。
指令中小于最小设定单位部分,自动削除。
编码指在各程序段的位置字母N后可加上编码(1~9999)。
利用编码可使用编码搜索及重新开始功能。
指令形式i )在N后接数字(0~9)表示。
i i )编码最多以4位数指定。
(注1)不要用NO。
(注2)编码写在程序段的前面。
NO 1 0 0 G 9 0 × 1 0 0 ;如在程序段的前面有可选择跳过程序段(’/’)指令的情况下,编码写在其前后都可以。
NO 1 0 0 /G 9 0 × 1 0 0 ;或者/NO 1 0 0 G 9 0 × 1 0 0 ;(注3)编码的顺序可任意定,不是连续的数字也可以。
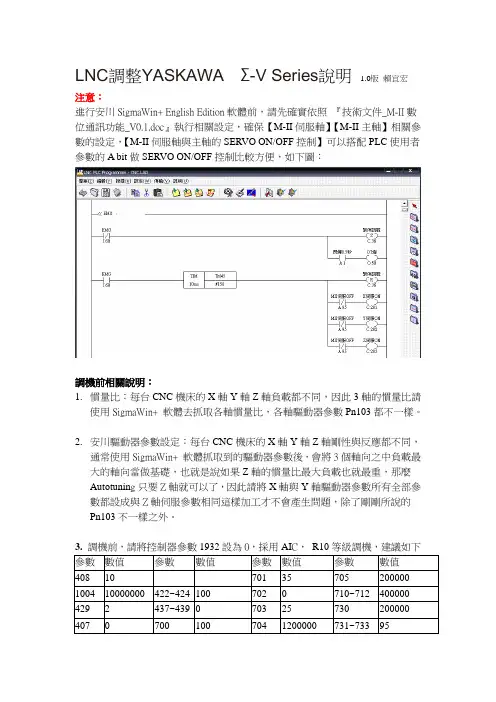
LNC調整YASKAWA Σ-V Series說明 1.0版賴宜宏注意:進行安川SigmaWin+ English Edition軟體前,請先確實依照『技術文件_M-II數位通訊功能_V0.1.doc』執行相關設定,確保【M-II伺服軸】【M-II主軸】相關參數的設定,【M-II伺服軸與主軸的SERVO ON/OFF控制】可以搭配PLC使用者參數的A bit做SERVO ON/OFF控制比較方便,如下圖:調機前相關說明:1.慣量比:每台CNC機床的X軸Y軸Z軸負載都不同,因此3軸的慣量比請使用SigmaWin+ 軟體去抓取各軸慣量比,各軸驅動器參數Pn103都不一樣。
2.安川驅動器參數設定:每台CNC機床的X軸Y軸Z軸剛性與反應都不同,通常使用SigmaWin+ 軟體抓取到的驅動器參數後,會將3個軸向之中負載最大的軸向當做基礎,也就是說如果Z軸的慣量比最大負載也就最重,那麼Autotunin g只要Z軸就可以了,因此請將X軸與Y軸驅動器參數所有全部參數都設成與Z軸伺服參數相同這樣加工才不會產生問題,除了剛剛所說的Pn103不一樣之外。
3. 調機前,請將控制器參數1932設為0,採用AI C,R10等級調機,建議如下參數數值參數數值參數數值參數數值408 10 701 35 705 200000 1004 10000000 422~424 100 702 0 710~712 400000 429 2 437~439 0 703 25 730 200000 407 0 700 100 704 1200000 731~733 95一、SigmaWin+ 連線1.點選,將USB調機線連接到驅動器的CN7。
2.Connect使用Online 搭配USB 再按下Search。
注意:如果沒有安裝SigmaWin+ USB驅動程式,則無法使用USB選項3.選取ΣV打勾,搭配USB在Search,等待掃描後會出現所連接的驅動器。
3.1 G代码概要3.2 定位(G00)3.3 直线切削(G01)3.4 圆弧切削/螺纹切削(G02、G03)3.5 无运动时间(G04)3.6 准确定位校验(G09、G61、G64)3.7 输入可编程数据(G10)3.8 软限程3.9 返回到工作原点(G28)3.10 自工作原点开始的返回(G29)3.11 返回到第2、第3、第4工作原点(G30) 3.12 选择机械坐标系(G53)3.13 选择工件坐标系(G54~G59)3.14 选择追加工件坐标系(G54.1)3.15 坐标旋转功能(G68、G69)3.16 使用测量结果坐标旋转(G168)3.17 绝对位置坐标指令与相对位置坐标指令(G90、G91)3.18 设定工件坐标系(G92)3.19 测量进给(G131、G132)3.20 攻丝转向的转换3.21 (G133、G134)G代码优先顺序3.1 G代码概要G代码以地址字母G后3位内的数字指令此程序段执行何种功能。
G代码有以下2种不同的有效范围。
有*的接通电源时即为常态。
(注)坐标计算功能在第6章说明。
(注)刀具直径补正在第4章说明。
有*的接通电源时即为常态。
(注)刀具长度修正在第4章中说明。
有*的接通电源时即为常态。
(注)固定循环在第5章中说明。
有*的接通电源时即为常态。
(注)G120~G129指令在操作说明书的选购的「自动测量」中说明。
3. 2 定位(G00)从现在位置到终点位置,各轴分别以快速进给方式移动。
也就是说,刀具的运动轨迹不一定是直线。
指令形式没有选购附加轴,而对附加轴发出指令时,发生报警。
刀具轨迹终点起点03L01.ai(注1)限定位置中校验是指确认现在位置是否在指定(终点)位置的范围之内。
(由机械参数设定各轴的限定位置中的范围。
)(注2)由机械参数设定各轴的快速进给速度。
也就是说,不能以F指令来指定快速进给速度。
3. 3 直线切削 (G01)从现在位置到终点位置以指定的进给速度作直线移动指令形式X 、Y 、Z 、A 、B 、C 轴内任意2轴可同时指令。
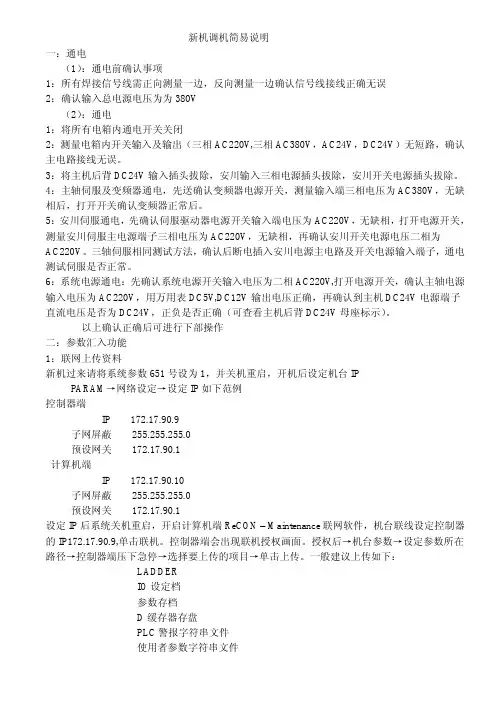
新机调机简易说明一:通电(1):通电前确认事项1:所有焊接信号线需正向测量一边,反向测量一边确认信号线接线正确无误2:确认输入总电源电压为为380V(2):通电1:将所有电箱内通电开关关闭2:测量电箱内开关输入及输出(三相AC220V,三相AC380V,AC24V,DC24V)无短路,确认主电路接线无误。
3:将主机后背DC24V输入插头拔除,安川输入三相电源插头拔除,安川开关电源插头拔除。
4:主轴伺服及变频器通电,先送确认变频器电源开关,测量输入端三相电压为AC380V,无缺相后,打开开关确认变频器正常后。
5:安川伺服通电,先确认伺服驱动器电源开关输入端电压为AC220V,无缺相,打开电源开关,测量安川伺服主电源端子三相电压为AC220V,无缺相,再确认安川开关电源电压二相为AC220V。
三轴伺服相同测试方法,确认后断电插入安川电源主电路及开关电源输入端子,通电测试伺服是否正常。
6:系统电源通电:先确认系统电源开关输入电压为二相AC220V,打开电源开关,确认主轴电源输入电压为AC220V,用万用表DC5V,DC12V输出电压正确,再确认到主机DC24V电源端子直流电压是否为DC24V,正负是否正确(可查看主机后背DC24V母座标示)。
以上确认正确后可进行下部操作二:参数汇入功能1:联网上传资料新机过来请将系统参数651号设为1,并关机重启,开机后设定机台IPPARAM→网络设定→设定IP如下范例控制器端IP 172.17.90.9子网屏蔽255.255.255.0预设网关172.17.90.1计算机端IP 172.17.90.10子网屏蔽255.255.255.0预设网关172.17.90.1设定IP后系统关机重启,开启计算机端ReCON – Maintenance联网软件,机台联线设定控制器的IP172.17.90.9,单击联机。
控制器端会出现联机授权画面。
授权后→机台参数→设定参数所在路径→控制器端压下急停→选择要上传的项目→单击上传。
ALPHA变频器简易操作指南一:键盘应用(1): 键盘布局(2):使用键盘进行参数修改举例二:参数简表………………………………………………………………………………………………………………………三:常用功能块的调试………………………………………………………………………………………………………(1):多段速的应用……………………………………………………………………………………………(2):PLC程序运行应用(3):PID应用经验(4):远程及就地频率切换及运行信号切换的应用(5):模拟量调试经验(6):当使用X1~X8端子时,内部24V电源和外部24电源的用法四:常用案例调试方法及参数指南(1): 恒压供水(供气)(2): 数控车床五: 变频器的应用场合一:键盘应用本系列变频器各规格机型使用不同外形尺寸的键盘,但所以键盘的操作按键和显示的排列都一样,操作方法和相关功能也一样,用户可通过键盘对本机进行功能设定、运行、停车、状态监视等全部操作(1):键盘布局(2):使用键盘进行参数修改举例注意:有的参数可以运行及停机时都能调节,有的需在停机状态下调节(参考说明书功能参数简表○代表运行中及停机时都能更改,X代表只能停机时才能修改)举例1:将P0.21(加速时间)设定为20举例2:将PF.02(参数初始化)设定为2,即恢复出厂值二:参数简表(以下参数为常用参数,如有其它需要请参考说明书)三:常用功能块的调试1:多段速的应用:通过多功能X端子给定频率举例1:通过多功能端子X3给定频率多段速1:30HZ,X4给定多段速2:45HZ, X1端子给定运行指令频率设定1运行命令控制方式X3端子功能定义X4端子功能定义S1多段速度1 S2多段速度2P0.01 P0.04 P3.03 P3.04 P2.11 P2.126(多段速度)1(端子运行) 18(S1多段速1) 19(S2多段速2)30.00HZ 40.00HZ接线图:注意:以上为常用多段速设定方法,还可以通过组合设定更多的多段速,需选择X端子中3个设定为26(SS1多段速度),27(SS2多段速度),28(SS3多段速度),3个端子同时设置才有效,如少一个端子设置则无效,组合效果图如下:2:PLC程序运行功能应用:用户可设定几个多段速自动运行举例1:自定义3段速,键盘RUN启动,以15HZ正转保持30s,25HZ正转保持40s,40HZ反转保持20s,单循环1模式运行频率设定1 P0.01 7(PLC程序运行)多段频率1 P2.11 15.00HZ多段频率2 P2.12 25.00HZ多段频率3 P2.13 40.00HZ3:PID应用经验PID控制是在工程项目中最为广泛的应用,在一些应用场合,变频器内置PID给予了用户很大的方便。
(完整版)宝元LNC-M528A系统参数用户参数参数功能说明001程式编辑D051 0可编辑 1保护002开机寻原点优先D052 0否 1是003优先回原点轴D053 0同时 1 Z轴004快速移动50%D054 0否 1是005刀库总刀数D055=刀塔总刀数(0-50)006强制导轨润滑D056 0自动 1手动007润滑ON时间D056 0自动 1手动008润滑OFF时间D058 单位分009加工件数报警D059 0不执行 1执行010自动断电功能D060 0不执行 1执行011断电延迟时间D061 秒 0-32767012润滑油机无油报警信号D062013主机冷冻机运行选择D063 0不运行 1运行014主轴异常信号选择D064 0常开 1常闭015主轴速度检查选择D065 0时间 1信号 2编码器016主轴正转速度到达时间D066 单位0.1秒 0-32678 017主轴反转速度到达时间D067 单位0.1秒 0-32678 018主轴停止到达时间D068 单位0.1秒 0-32678 019刀库功能选择D069 0无 1开启020安全门D070 0否 1是021刀库故障排除,解除Z轴销定D081 0正常 1解除022刀库调试功能,空刀运行D082 0装刀运行1空刀运行023轴向限位功能选择D083 0硬体限位 1PLC限位024第4轴功能D084 0关闭 1开启0255轴功能D085 0关闭 1开启0266轴功能D086 0关闭 1开启027X轴回原点功能D087 0正向 1反向028Y轴回原点功能D088 0正向 1反向029Z轴回原点功能D089 0正向 1反向030第4轴回原点功能D090 0正向 1反向0315轴回原点功能D091 0正向 1反向0326轴回原点功能D092 0正向 1反向033主轴限位开关选择D093 0常开 1常闭034O22输出功能选择D094 0吹气 1气封035刀库马达直流制动时间D095 单位0.01秒0-3267 036N/A N/A037N/A N/A038N/A N/A039N/A N/A040N/A N/A系统参数-伺服参数说明常见数值R0408G05_R预设等级R1004切削最高速度 um/min5000000 R1800X轴切削最高速度um/min5000000 R1801Y轴切削最高速度um/min5000000 R1802Z轴切削最高速度 um/min10000000 R1803X轴切削最高速度 um/min2000000 R0806切削转角允许误差 um50 R1986X轴旋转参考半径um(0:N/A)0 R1987Y轴旋转参考半径um(0:N/A) R1988Z轴旋转参考半径um(0:N/A)R1989第4轴旋转参考半径um(0:N/A)R0400切削直线加速时间msR0401[R1]切削钟型加减速时间msR0402[R1]切削平滑加减速时间msR0403[R1]切削后加减速时间msR0404[R1]圆弧箝制速度um/minR0405[R1]圆弧箝制最小速度um/minR0429转角方式 0一般 1速度差 2参考R0430[R1]转角参考速度um/minR0410[R1]X转角速度差um/minR0411[R1]Y转角速度差um/minR0412[R1]Z转角速度差um/minR0413[R1]4转角速度差um/minR0407启动前馈功能R0422X轴位置回路增益1/sR0423Y轴位置回路增益1/sR0424Z轴位置回路增益1/sR0425第4轴位置回路增益1/sR0431[R1]X轴速度前馈(%)R0432[R1]Y轴速度前馈(%)R0433[R1]Z轴速度前馈(%)R0434[R1]第4轴速度前馈(%)R0437X轴前馈加减速时间(ms)R0438Y轴前馈加减速时间(ms)R0439Z轴前馈加减速时间(ms)R0440第4轴前馈加减速时间(ms)R0700[R10]切削直线加减速时间msR0701[R10]切削钟型加减速时间msR0702[R10]切削平滑加减速时间msR0703[R10]切削后加减速时间msR0704[R10]圆弧箝制速度um/minR0705[R10]圆弧箝制最小速度um/minR0710[R10]X轴转角速度差um/minR0711[R10]Y轴转角速度差um/minR0712[R10]Z轴转角速度差um/minR0713[R10]第4轴转角速度差um/min R0730[R10]转角速度参考um/minR0731[R10]X轴速度前馈(%)R0732[R10]Y轴速度前馈(%)R0733[R10]Z轴速度前馈(%)R0734[R10]第4轴速度前馈(%)R1940AIC-II切削直线加减速时间msR1941AIC-II切削钟型加减速时间msR1942AIC-II切削平滑加减速时间msR1943AIC-II切削后加减速时间msR1944AIC-II圆弧箝制速度um/minR1945AIC-II圆弧箝制最小速度um/min R1946AIC-II转角参考速度um/minR0416X轴静止时伺服落后检查umR0417Y轴静止时伺服落后检查umR0418Z轴静止时伺服落后检查umR0419第4轴静止时伺服落后检查umR0409CAM断差修正量(um) 0:关闭R0406SHINING MODER0001V cmd控制位置回路增益1/sR0002X轴最大伺服落后 umR0003Y轴最大伺服落后 umR0004Z轴最大伺服落后 umR0005第4轴最大伺服落后 umR0010X轴G00加减速时间msR0011Y轴G00加减速时间msR0012Z轴G00加减速时间msR0013第4轴G00加减速时间msR0024X轴所对应其伺服轴之号码R0024Y轴所对应其伺服轴之号码R0024Z轴所对应其伺服轴之号码R0024第4轴所对应其伺服轴之号码R0040G00最低overide在F0之百分比值R1112X轴马达encoder一转的pulse数R1113Y轴马达encoder一转的pulse数R1114Z轴马达encoder一转的pulse数R1115第4轴马达encoder 一转的pulse数R0054设定X轴回授倍率因数 1/2/4R0055设定Y轴回授倍率因数 1/2/4R0056设定Z轴回授倍率因数 1/2/4R0057设定第4轴回授倍率因数 1/2/4R0845设定X轴为 0线性 1旋转R0846设定Y轴为 0线性 1旋转R0847设定Z轴为 0线性 1旋转R0066设定第第4轴为 0线性 1旋转R0065使用绝对值式编码器BITR0108设定X轴马达增益值RPM/1VR0109设定Y轴马达增益值RPM/1VR0110设定Z轴马达增益值RPM/1VR0111设定第4轴马达增益值RPM/1VR0116伺服轴输出命令反相BITR0185伺服轴回授信号反相BITR0156X轴命令格式0:AB 1:CW 2:PD 3:V R0157Y轴命令格式0:AB 1:CW 2:PD 3:V R0158Z轴命令格式0:AB 1:CW 2:PD 3:V R0159第4轴命令格式0:AB 1:CW 2:PD 3:V R0191X轴Encoder讯号格式R0192Y轴Encoder讯号格式R0193Z轴Encoder讯号格式R0194第4轴Encoder讯号格式R0800X轴G00位置检查视窗范围umR0801Y轴G00位置检查视窗范围umR0802Z轴G00位置检查视窗范围umR0803第4轴G00位置检查视窗范围um。
.1.1 程序的种类和构成1.2 程序段的构成1.3 单词的构成1.4 数值指令1.5 编号1.6 可选择程序段的程序跳过1.7 控制脱开接入功能1.1 程序的种类和构成程序分为主程序和子程序2种(1)主程序加工一个零件的程序。
在主程序中调取子程序,可提高制作程序的效率。
结束主程序用M02(或M30)。
主程序(2)子程序由主程序或其他子程序调取使用。
最后用M99结束子程序。
子程序1.2 程序段的构成程序由数个指令构成。
每一个指令称为程序段。
程序段由1个或数个单词构成。
每个程序段之间以程序段结束代码(EOB)分开。
(本书说明中,程序段结束代码以“;”表示。
)···;NO001G92×100 ;•···;M02 ;程序段程序段(注1)程序段结束代码在ISO码是[LF] OA(16位数)EIA码是[CR] 80(16位数)(注2)1个程序段的最多字数是128个字母。
1.3单词的构成单词由如下所示地址及几位数的数值构成。
(数值前可加+,-符号。
)X -1000地址数值单词(注1)地址由英文字母(A~Z)中的一个字母表示。
(注2)地址字母「O」除备注以外不使用。
1.4数值指令(1)小数点指令数值的指令方法有以下2种,由参数1设定。
指令方法1 (基本)指令方法2 (最小)(注)用户参数……参照操作说明书(2)地址的数值指令范围最大位数为9位。
指令中小于最小设定单位部分,自动削除。
1.5 编码指在各程序段的位置字母N后可加上编码(1~9999)。
利用编码可使用编码搜索及重新开始功能。
指令形式i )在N后接数字(0~9)表示。
i i )编码最多以4位数指定。
(注1)不要用NO。
(注2)编码写在程序段的前面。
NO 1 0 0 G 9 0 ×1 0 0 ;如在程序段的前面有可选择跳过程序段(’/’)指令的情况下,编码写在其前后都可以。
NO 1 0 0 /G 9 0 ×1 0 0 ;或者/NO 1 0 0 G 9 0 ×1 0 0 ;(注3)编码的顺序可任意定,不是连续的数字也可以。
第3章准备功能3.1 G代码概要3.2 定位(G00)3.3 直线切削(G01)3.4 圆弧切削/螺纹切削(G02、G03)3.5 无运动时间(G04)3.6 准确定位校验(G09、G61、G64)3.7 输入可编程数据(G10)3.8 软限程3.9 返回到工作原点(G28)3.10 自工作原点开始的返回(G29)3.11 返回到第2、第3、第4工作原点(G30) 3.12 选择机械坐标系(G53)3.13 选择工件坐标系(G54~G59)3.14 选择追加工件坐标系(G54.1)3.15 坐标旋转功能(G68、G69)3.16 使用测量结果坐标旋转(G168)3.17 绝对位置坐标指令与相对位置坐标指令(G90、G91)3.18 设定工件坐标系(G92)3.19 测量进给(G131、G132)3.20 攻丝转向的转换3.21 (G133、G134)G代码优先顺序3.1 G代码概要G代码以地址字母G后3位内的数字指令此程序段执行何种功能。
G代码有以下2种不同的有效范围。
有*的接通电源时即为常态。
(注)坐标计算功能在第6章说明。
(注)刀具直径补正在第4章说明。
有*的接通电源时即为常态。
(注)刀具长度修正在第4章中说明。
有*的接通电源时即为常态。
(注)固定循环在第5章中说明。
有*的接通电源时即为常态。
(注)G120~G129指令在操作说明书的选购的「自动测量」中说明。
3. 2 定位(G00)从现在位置到终点位置,各轴分别以快速进给方式移动。
也就是说,刀具的运动轨迹不一定是直线。
G 0 0 X__Y__Z__A_B_C_;指令形式没有选购附加轴,而对附加轴发出指令时,发生报警。
刀具轨迹终点起点03L01.ai(注1)限定位置中校验是指确认现在位置是否在指定(终点)位置的范围之内。
(由机械参数设定各轴的限定位置中的范围。
)(注2)由机械参数设定各轴的快速进给速度。
也就是说,不能以F指令来指定快速进给速度。
元宝机变频器说明书
注意哪些问题:
1.元宝机器操作员在通电时,禁止去测试或测量直流电机控制板的电压和PLC输入点和地线之间的电压。
2.模架在开始工作时,禁止使胶片内探及伸出其它物体,以免损伤零件及人体手指。
3.模架又称卷膜器系统部件下,严禁站立或堆放任何杂物。
4.包装箱如包扎高度无变化,务必严格禁止移动或移除包机的上、下限位块,如需更换请与厂家联系或阅读说明书。
5.在包机使用一段时间后,即要定期检查机器各连接部分的连接件是否有松脱现象,如有需要紧固。
6.在操作变频器时,务必仔细阅读变频器的使用说明书。
检查方法:
1.检查各系统,如有漏气、漏油、漏电等现象要及时处理。
2.检查.调节诸如汽缸、蝶阀和电磁式气阀等部件的开合。
3.使用自动压力机后,应及时清除料斗内的积料,使感应器正常回零。
4.检查自动压力机的每台电机.电器有无过热现象.噪音异常,仪表指示是否正常,信号系统良好。
5.检查各润滑点的润滑油是否充足,管路系统内的喷油器应保持有足够的油量。