螺纹环规使用说明书
- 格式:doc
- 大小:25.50 KB
- 文档页数:1
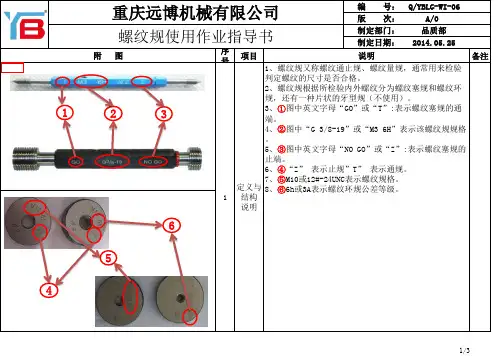
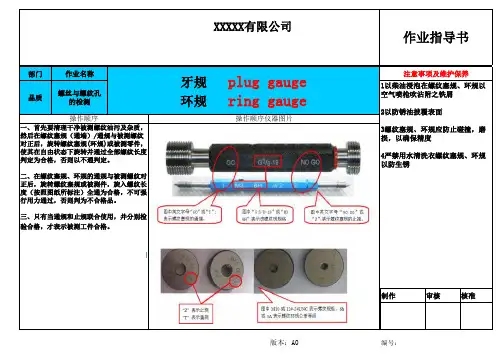
序号项目备注1制定日期: 2014.05.25说明附 图定义与结构说明1、螺纹规又称螺纹通止规、螺纹量规,通常用来检验判定螺纹的尺寸是否合格。
2、螺纹规根据所检验内外螺纹分为螺纹塞规和螺纹环规,还有一种片状的牙型规(不使用)。
3、①图中英文字母“GO”或“T”:表示螺纹塞规的通端。
4、②图中“G 3/8-19”或“M3 6H”表示该螺纹规规格。
5、③图中英文字母“NO GO”或“Z”:表示螺纹塞规的止端。
6、④“Z” 表示止规”T” 表示通规。
7、⑤M10或12#-24UNC表示螺纹规格。
8、⑥6h或3A表示螺纹环规公差等级。
123456序号项目备注制定日期: 2014.05.25说明附 图22.1、选择螺纹规时,应选择与被测螺纹相匹配的规格,所有的螺纹规必须有校验计量合格标识。
2.2、使用前,先清理干净螺纹规和被测螺纹表面的油污、杂质等。
2.3、使用时,使螺纹规的通端(止端)与被测螺纹对正后,用大拇指、食指、中指转动螺纹规或被测零件,使其在自由状态下旋转。
通常情况下(无被测零件的螺纹的图示说明时),螺纹规(通端)的通规可以在被测螺纹的任意位置转动,通过全部螺纹长度则判定为合格,否则为不合格品;在螺纹规(止端)的止规与被测螺纹对正后,旋入螺纹长度在2个螺距之内止住为合格,不可强行用力通过,否则判为不合格品。
2.4、使用完毕后,及时清理干净螺纹规的通端(止端)的表面附着物,并存放在工具柜的的量具盒内。
螺纹规的使用通规通止规止通规通止规止序号项目备注制定日期: 2014.05.25说明附 图3、维护和保养4、相关文件5、相关记录《报废品处置流程》《检测仪器校验管理规范》#######################################################################################################《计量器具点检表》《工具借用单》《检测仪器校验记录表》A/02014.5.25初版。
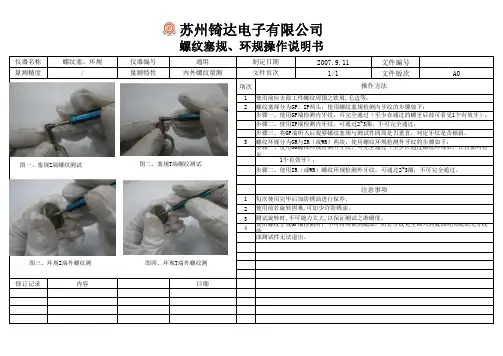
螺纹环规使用说明书一、使用方法1、通规使用前:应经相关检验计量机构检验计量合格后,方可投入生产现场使用。
使用时:应注意被测螺纹公差等级及偏差代号与环规标识的公差等级、偏差代号相同(如M24*1.5-6h与M24*1.5-5g两种环规外形相同,其螺纹公差带不相同,错用后将产生批量不合格品)。
检验测量过程:首先要清理干净被测螺纹油污及杂质,然后在环规与被测螺纹对正后,用大母指与食指转动环规,使其在自由状态下旋合通过螺纹全部长度判定合格,否则以不通判定。
2、止规使用前:应经相关检验计量机构检验计量合格后,方可投入生产现场使用。
使用时:应注意被测螺纹公差等级及偏差代号与环规标识公差等级、偏差代号相同检验测量过程:首先要清理干净被测螺纹油污及杂质,然后在环规与被测螺纹对正后,用大母指与食指转动环规,旋入螺纹长度在2个螺距之内为合格,否则判为不合格品。
二、维护与保养1.量具(环规)使用完毕后,应及时清理干净测量部位附着物,存放在规定的量具盒内。
2.生产现场在用量具应摆放在工艺定置位置,轻拿轻放,以防止磕碰而损坏测量表面。
3.严禁将量具作为切削工具强制旋入螺纹,避免造成早期磨损。
4.可调节螺纹环规严禁非计量工作人员随意调整,确保量具的准确性。
5.环规长时间不用,应交计量管理部门妥善保管。
三、注意事项1.在用量具应在每个工作日用校对塞规计量一次。
2.经校对塞规计量超差或者达到计量器具周检期的环规,由计量管理人员收回3.作相应的处理措施。
4.可调节螺纹环规经调整后,测量部位会产生失圆,此现象由计量修复人员经5.螺纹磨削加工后再次计量鉴定,各尺寸合格后方可投入使用。
6.报废环规应及时处理,不得流入生产现场。
之老阳三干创作螺纹环规使用方法:分别用两个环规往要被检测的外螺纹上拧(顺序随意).(1)通规不外,(拧不外去)螺纹中径年夜了,产物分歧格.(2)止规通过,中径小了,产物分歧格.(3)通规可以在螺纹的任意位置转动自如,止规拧一至两三圈,(可能有时还能多拧一两圈,但螺纹头部没岀环规端面)就拧不动了,这时说明你检测的外螺纹中径正好在“公差带”内,是合格的产物.螺纹环规用于丈量外螺纹尺寸的正确性,通端为一件,止端为一件.止端环规锥度环规都没有止端,“螺纹环规”是一种“量具”是用来检测标准外螺纹中径的,两个为一套,一个通规,一个止规.两个光面环规的内螺纹中径分别依照标准螺纹中径的最年夜极限尺寸和最小极限尺寸制造的,精度非常高.规格品种与经常使用外螺纹(螺丝)规格品种一样多.螺纹环规使用方法:分别用两个环规往要被检测的外螺纹上拧(顺序随意).(1)通规不外,(拧不外去)螺纹中径年夜了,产物分歧格.(2)止规通过,中径小了,产物分歧格.(3)通规可以在螺纹的任意位置转动自如,止规拧一至两三圈,(可能有时还能多拧一两圈,但螺纹头部没岀环规端面)就拧不动了,这时说明你检测的外螺纹中径正好在“公差带”内,是合格的产物.螺纹环规螺纹量规通规模拟被测螺纹的最年夜实体牙型,检验被测螺纹的作用中径是否超越其最年夜实体牙型的中径,并同时检验底径实际尺寸是否超越其最年夜实体尺寸.螺纹塞规检验方法:如果被测螺纹能够与螺纹通规旋合通过,且与螺纹止规不完全旋合通过(螺纹止规只允许与被测螺纹两段旋合,旋合量不得超越两个螺距),就标明被测螺纹的作用中径没有超越其最年夜实体牙型的中径,且单一中径没有超越其最小实体牙型的中径,那么就可以保证旋合性和连接强度,则被测螺纹中径合格,否则分歧格.螺纹中径说白了,就是螺纹的公称直径,即一般所说的螺纹“M**”里的*代表的数值,它是一个介于年夜径(外螺纹为牙顶的直径,内螺纹为牙底直径)和小径(同年夜径含义相反)之间的一个直径. 最年夜实体牙型,顾名思义,就是螺纹的牙型(别告诉我你连“牙型”是什么都不知道哦~)制造出来能到达的最年夜实体,即实际加工制造出来的比理论设计时,在误差范围能且在体积上能到达的最年夜值的状态.光滑环规轴类零件(外螺纹)的最年夜实体尺寸体现在直径上,就是轴直径年夜于设计尺寸;孔累零件(内螺纹)的最年夜实体尺寸体现在直径上,就是孔的直径小于设计尺寸.。
螺纹环规的使用方法
使用螺纹环规时,需要以下步骤:
1. 确保螺纹环规的测头和螺纹外径匹配。
选择与待测螺纹外径相同的测头。
2. 将螺纹环规测头轻轻插入螺纹孔中,直至测头与待测螺纹的外径完全贴合。
3. 轻轻旋转螺纹环规一周,确保测头能够完全穿过螺纹孔并不受阻碍。
4. 当螺纹环规沿着螺纹孔旋转时,如果感到阻力或卡住的感觉,表示螺纹孔不符合标准规格。
5. 完成测量后,小心地取出螺纹环规,避免损坏测头和螺纹孔。
需要注意的是,使用螺纹环规时要保持手部稳定,避免过度施加力量以防止误差。
另外,螺纹环规应定期校准,以确保其测量精度。
部门品质制作审核核准
版本:A0编号: XXXXX有限公司
作业指导书牙规 plug gauge 环规 ring gauge 1以柴油浸泡在螺纹塞规、环规以空气喷枪吹沾附之铁屑2以防锈油披覆表面3螺纹塞规、环规应防止碰撞,磨损,以确保精度4严禁用水清洗衣螺纹塞规、环规以防生锈一、首先要清理干净被测螺纹油污及杂质,然后在螺纹塞规(通端)/通规与被测螺纹对正后,旋转螺纹塞规(环规)或被测零件,使其在自由状态下旋转并通过全部螺纹长度判定为合格,否则以不通判定。
二、在螺纹塞规、环规的通规与被测螺纹对正后,旋转螺纹塞规或被测件,旋入螺纹长度(按照图纸所标注)全通为合格,不可强行用力通过,否则判为不合格品。
三、只有当通规和止规联合使用,并分别检验合格,才表示被测工件合格。
作业名称注意事项及维护保养螺丝与螺纹孔
的检测
操作顺序
操作顺序仪器图片。
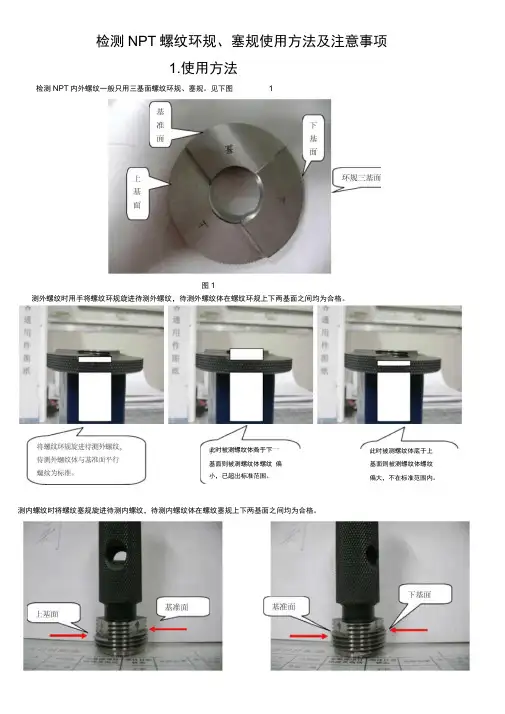
检测NPT 螺纹环规、塞规使用方法及注意事项
1.使用方法
检测NPT 内外螺纹一般只用三基面螺纹环规、塞规。
见下图
1
此时被测螺纹体咼于下 此时被测螺纹体底于上 基面则被测螺纹体螺纹 偏大,不在标准范围内。
图1 测外螺纹时用手将螺纹环规旋进待测外螺纹,待测外螺纹体在螺纹环规上下两基面之间均为合格。
基面则被测螺纹体螺纹 偏小,已超岀标准范围。
测内螺纹时将螺纹塞规旋进待测内螺纹,待测内螺纹体在螺纹塞规上下两基面之间均为合格。
2.注意事项
安全注意事项
非量规检查目的请勿使用。
螺纹部及量规部的边角因为存在功能性尖锐部分,因此容易造成操作人员受伤,请加以注意。
需要检查的产品或量规处于运动状态时去请勿检查量规。
使用前的注意事项
请用轻油或白灯油侵袭量规及产品或以干净的布擦拭。
确认量规是否存在的锈迹、伤痕、毛刺等。
使用时的注意事项
以抗锈润滑油充分涂抹。
请勿对了量规施加冲击。
保管时的注意事项
保管量规时,应先去除灰尘、切屑等,以防止生锈。
将量规存放在无湿气且温度变化不大的场所。
定期点检
无论使用情况如何,都应定期进行检查。
将螺纹塞 、 螺纹,待测外螺纹体与基
此时被测螺纹体底于上 基面则被测螺纹体螺纹 此时被测螺纹体高于下
基面则被测螺纹体螺纹
准面平行螺纹为标准。
<_ ___ >
偏小,不在标准范围内。
Author编写:施琦Review审批:梁春香Date日期:2012.10.12作业指导书编号II-007Reference参考:Reversion版本: 00 Page页码: 1 of 7Title标题: ANPT NPTF 螺纹规使用方法Author编写:施琦Review审批:梁春香Date日期:2012.10.12作业指导书编号II-007Reference参考:Reversion版本: 00 Page页码: 2 of 7Title标题: ANPT NPTF 螺纹规使用方法1.目的规范ANPT和NPTF螺纹规的使用方法。
2.适用范围适用与所有ANPT和NPTF螺纹的检测过程。
3.定义:3.1螺纹有效长度(图1):L1: 手动旋合长度;L2 :外螺纹用扳手旋合长度L3:内螺纹用扳手旋合长度图 13.2 ANPT 和 NPTF 螺纹塞规(见下图):L1规:检查圆锥内螺纹在L1范围内的作用中径和底径;Author编写:施琦Review审批:梁春香Date日期:2012.10.12作业指导书编号II-007Reference参考:Reversion版本: 00 Page页码: 3 of 7Title标题: ANPT NPTF 螺纹规使用方法L3规:检查圆锥内螺纹在 L3范围内的作用中径;6台阶牙顶光滑圆锥塞规:检查圆锥内螺纹在(L1+L3)范围内的锥孔直径。
3.3 ANPT 和 NPTF 螺纹环规(见下图):L1规:检查圆锥外螺纹在L1范围内的作用中径和底径;L2 规:检查圆锥外螺纹在(L2 - L1)范围内的作用中径;6台阶牙顶光滑圆锥环规:检查圆锥外螺纹在L2范围内的圆锥直径。
3.4 P:螺距Author编写:施琦Review审批:梁春香Date日期:2012.10.12作业指导书编号II-007Reference参考:Reversion版本: 00 Page页码: 4 of 7Title标题: ANPT NPTF 螺纹规使用方法4.程序4.1量规及零件的螺纹必须清洁、无毛刺。
螺纹规使用作业指导书-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII便于公司操作人员使用螺纹规时对产品进行正确量测,保证产品质量,达到客户满意。
2.范围凡本公司内使用螺纹规之人员均适用。
3.定义螺纹特征代号牙数尺寸代号注:螺纹齿形为平顶时为B4.职责质量部:负责螺纹规的保管与评定。
5.1量规出厂的标志与包装5.1.1螺纹量规上应有的标志:a)制造厂名或注册商标b)按GB/T197 2003规定的螺纹代号和中径公差带代号c)螺纹量规代号d)出厂年号e)公称直径小于14mm的螺纹塞规,a)至d)的内容允许标注在手柄上,若单独供应时应附有a)和d)内容的标牌5.1.2螺纹量规包装盒上至少应标志:a)制造厂名或注册商标b)按GB/T197 2003规定的螺纹代号和中径公差带代号c)螺纹量规代号5.2量规使用前检查螺纹量规测量面的表面不应有影响使用的锈迹、碰伤、划伤等缺陷;螺纹量规测量头与手柄的联接应牢固可靠,在正常使用过程中不应出现松动或脱落。
5.3正确的使用方法使用螺纹量规只能用手力旋入(光滑极限量规用力推入),不允许敲击、强制加压或用其他工具,否则不仅会造成误检,而且还会损坏量规。
使用时还可在量规上涂一层很薄的易流动的油层,以减小摩擦阻力。
量规一定要保持清洁,特别要防止螺牙工作面上附有微细铁末等污物,否则不但会带来检验误差,还将引起来得磨损,损伤量规。
螺纹量规最忌磕碰,使用时要特别小心,用完后应立即洗净擦干,涂一薄层防锈油,单个地放在专用的盒子内。
应避免长时间不间断地用手握持量规。
量规手柄最好用隔热手柄,绝不可用量规检验刚加工完的温度较高的工件。
5.4检验螺纹是否合格5.3.1用圆柱螺纹量规检验螺纹时,通端螺纹量规应完全旋入通过,止端螺纹量规不应旋入或允许部分旋入,则被检螺纹合格,以下为示意图;◆NPT螺纹环规:◆G螺纹环规:螺纹规转进去后,外螺纹为端面,在基准面为标准,在上下之间为合格,超出上下面为不螺纹部件应完全旋入螺纹◆G螺纹塞规◆NPT螺纹塞规螺纹部件应不能旋入或只能塞规通规完全旋入为塞规止规不能旋入或只能部分旋5.3.2用圆锥螺纹量规检验螺纹时,用极限量规检验被检螺纹测量面(内螺纹为大羰,外螺纹为管端平面)位置是否在规定上、下限内;用标准式量规检验被 检螺纹测量面是否在规定范围内。
螺纹环规使用方法:分别用两个环规往要被检测的外螺纹上拧(顺序随意)。
(1)通规不过,(拧不过去)螺纹中径大了,产品不合格。
(2)止规通过,中径小了,产品不合格。
(3)通规可以在螺纹的任意位置转动自如,止规拧一至两三圈,(可能有时还能多拧一两圈,但螺纹头部没岀环规端面)就拧不动了,这时说明你检测的外螺纹中径正好在“公差带”内,是合格的产品。
螺纹环规用于测量外螺纹尺寸的正确性,通端为一件,止端为一件。
止端环规在外圆柱面上有凹槽。
当尺寸在100毫米以上时,螺纹环规为双柄螺纹环规型式。
规格分为粗牙、细牙、管子螺纹三种。
螺距为0.35毫米或更小的2级精度及高于2级精度的螺纹环规和螺距为0.8毫米或更小的3级精度的锥度环规都没有止端,“螺纹环规”是一种“量具”是用来检测标准外螺纹中径的,两个为一套,一个通规,一个止规。
两个光面环规的内螺纹中径分别按照标准螺纹中径的最大极限尺寸和最小极限尺寸制造的,精度非常高。
规格品种与常用外螺纹(螺丝)规格品种一样多。
螺纹环规使用方法:分别用两个环规往要被检测的外螺纹上拧(顺序随意)。
(1)通规不过,(拧不过去)螺纹中径大了,产品不合格。
(2)止规通过,中径小了,产品不合格。
(3)通规可以在螺纹的任意位置转动自如,止规拧一至两三圈,(可能有时还能多拧一两圈,但螺纹头部没岀环规端面)就拧不动了,这时说明你检测的外螺纹中径正好在“公差带”内,是合格的产品。
螺纹环规螺纹量规通规模拟被测螺纹的最大实体牙型,检验被测螺纹的作用中径是否超过其最大实体牙型的中径,并同时检验底径实际尺寸是否超过其最大实体尺寸。
螺纹塞规检验方法:如果被测螺纹能够与螺纹通规旋合通过,且与螺纹止规不完全旋合通过(螺纹止规只允许与被测螺纹两段旋合,旋合量不得超过两个螺距),就表明被测螺纹的作用中径没有超过其最大实体牙型的中径,且单一中径没有超出其最小实体牙型的中径,那么就可以保证旋合性和连接强度,则被测螺纹中径合格,否则不合格。
管螺纹环规使用方法嘿,朋友们!今天咱就来唠唠管螺纹环规的使用方法,这可真是个有趣又实用的玩意儿呢!你看啊,这管螺纹环规就好比一把专门衡量螺纹的尺子。
咱要想用它用得顺手,那可得搞清楚一些门道。
拿到管螺纹环规,先别急着就往上怼。
咱得像爱护宝贝似的,轻轻拿起来,看看它有没有啥磕磕碰碰的地方,要是有损伤,那可就不准啦!就像你要去量东西,尺子要是弯了,那能量准吗?对吧!然后呢,把要测量的螺纹工件准备好。
就好像运动员要上场比赛了,得先活动活动筋骨,让自己处于最佳状态。
把工件擦干净,可别让那些灰尘啊、杂质啊啥的来捣乱。
接着,把管螺纹环规慢慢地旋到工件上。
这时候可别使蛮力啊,得温柔点,就像和它跳一支舞一样。
要是太粗鲁了,把环规或者工件弄坏了,那不就悲剧啦!你说是不是?在旋进去的过程中,要用心去感受。
感受啥呢?感受它是不是顺畅,有没有卡顿的地方。
如果有卡顿,那可能就有问题咯!就好像你走路,突然被什么东西绊了一下,那肯定不正常呀!嘿,你可别小看这感受的过程,这可需要点经验和感觉呢!就跟老中医号脉似的,通过细微的差别就能判断出问题所在。
要是环规能顺利旋到底,那恭喜你,这螺纹可能没啥大问题。
但也别高兴得太早,咱还得再仔细瞅瞅。
有时候啊,可能看着没问题,但实际上还是有点小瑕疵呢!这就需要我们有一双火眼金睛,不放过任何一个小细节。
使用管螺纹环规的时候,还得注意环境。
别在那种乱糟糟、脏兮兮的地方用,不然多影响心情和测量结果呀!找个干净、安静的地儿,让自己能专心致志地摆弄它。
而且啊,用完了可别随手一扔。
那多不珍惜呀!得把它好好地放起来,就像对待自己心爱的宝贝一样。
不然下次要用的时候找不到,或者坏了,那不就傻眼啦!总之呢,管螺纹环规这东西,用好了能帮咱大忙,用不好可能就会带来麻烦。
所以啊,咱得认真对待它,就像对待一个好朋友一样。
只有这样,它才能在我们需要的时候发挥出最大的作用,帮我们做出最准确的判断呀!你们说是不是这个理儿?。
螺纹环规使用方法:分别用两个环规往要被检测的外螺纹上拧顺序随意;1通规不过,拧不过去螺纹中径大了,产品不合格;2止规通过,中径小了,产品不合格;3通规可以在螺纹的任意位置转动自如,止规拧一至两三圈,可能有时还能多拧一两圈,但螺纹头部没岀环规端面就拧不动了,这时说明你检测的外螺纹中径正好在“公差带”内,是合格的产品;螺纹环规用于测量外螺纹尺寸的正确性,通端为一件,止端为一件;止端在外圆柱面上有凹槽;当尺寸在100毫米以上时,螺纹环规为双柄螺纹环规型式;规格分为粗牙、细牙、管子螺纹三种;螺距为毫米或更小的2级精度及高于2级精度的螺纹环规和螺距为毫米或更小的3级精度的都没有止端,“”是一种“量具”是用来检测标准外螺纹中径的,两个为一套,一个通规,一个止规;两个的内螺纹中径分别按照标准螺纹中径的最大极限尺寸和最小极限尺寸制造的,精度非常高;规格品种与常用外螺纹螺丝规格品种一样多;螺纹环规使用方法:分别用两个环规往要被检测的外螺纹上拧顺序随意;1通规不过,拧不过去螺纹中径大了,产品不合格;2止规通过,中径小了,产品不合格;3通规可以在螺纹的任意位置转动自如,止规拧一至两三圈,可能有时还能多拧一两圈,但螺纹头部没岀环规端面就拧不动了,这时说明你检测的外螺纹中径正好在“公差带”内,是合格的产品;螺纹量规通规模拟被测螺纹的最大实体牙型,检验被测螺纹的作用中径是否超过其最大实体牙型的中径,并同时检验底径实际尺寸是否超过其最大实体尺寸;检验方法:如果被测螺纹能够与螺纹通规旋合通过,且与螺纹止规不完全旋合通过螺纹止规只允许与被测螺纹两段旋合,旋合量不得超过两个螺距,就表明被测螺纹的作用中径没有超过其最大实体牙型的中径,且单一中径没有超出其最小实体牙型的中径,那么就可以保证旋合性和连接强度,则被测螺纹中径合格,否则不合格;螺纹中径说白了,就是螺纹的公称直径,即一般所说的螺纹“M”里的代表的数值,它是一个介于大径外螺纹为牙顶的直径,内螺纹为牙底直径和小径同大径含义相反之间的一个直径;最大实体牙型,顾名思义,就是螺纹的牙型别告诉我你连“牙型”是什么都不知道哦~制造出来能达到的最大实体,即实际加工制造出来的比理论设计时,在误差范围能且在体积上能达到的最大值的状态;光滑环规轴类零件外螺纹的最大实体尺寸体现在直径上,就是轴直径大于设计尺寸;孔累零件内螺纹的最大实体尺寸体现在直径上,就是孔的直径小于设计尺寸;。
螺纹环规使⽤1. Objective ⽬的Provide detail information for every step about how to perform the test about the tapered male thread.Standardize the actions of the inspectors and clarify the determining way in different conditions of the test.就如何检验锥形外螺纹提供详细的各步骤说明. 规范检验⼈员动作及阐明各种情形下的判断⽅法.2. Scope 范围It is applicable for all the male tapered threads such as NPT,BSPT etc.适⽤于所有锥形外螺纹,⽐如NPT,BSPT等.3. Definitions 定义3.1 Thread螺纹There are two main types of threads used presently around the world, one being a normal straight thread and the other is tapered thread. Tapered threads are used when pressure tight joint are made on the threads. Straight thread is only otherwise. Tapered thread is also known as conical thread.The angle of the tapered thread is 1?47’. NPT and BSPT are tapered threads mostly used whin the faucet industry.⽬前世界上主要有两种螺纹.⼀种是平形螺纹,另⼀种是锥形螺纹.锥形螺纹主要⽤于压⼒密封连接上.⽽平形螺纹则⽤于其它⽅⾯.锥形螺纹锥度为1?47’.NPT和BSPT是两种主要⽤于⽔龙头⾏业的锥形螺纹NPT: National Pipe Tapered;The angle of thread is 60?.美标管锥螺纹,⽛形⾓60?.BSPT: British Standard Pipe Tapered;The angle of thread is 55?.英标管锥螺纹,⽛形⾓55?.3.2 Ring gauge 环规Thread ring gauge is the tool for an all-around checking about the male threads which with the female threads.螺纹环规是⼀个对外螺纹进⾏全⾯综合检查的⼀个⼯具.3.3 Accuracy class 精度等级There are 3 accuracy classes for American Standard thread in inch unit. The class 2 is the most wildly used one. The class 3 is only for exact industry. The class 1 is for the loose match, while there is only one accuracy class for R in DIN.对于美标的英制螺纹有三个精度等级.等级2应⽤的最⼴泛,等级3则⼀般⽤于精⼯,等级1则适⽤于⾮常松的允差配合.⽽DIN标准的R螺纹则只有⼀个精度等级.3.4 Standard 标准The DIN R thread gauges are designed for Parallel / Tapered Match System.So must be careful to choose the right gauge marked with DIN.The manufacturer and the clients should use the gauge following the same standard.对于DIN标准的R螺纹量规是为柱/锥配合体系设计的,选择量具时请注意量具上应有DIN标记.⽣产商和客户应当使⽤同⼀标准下的量规.Page: Page 3 of 6Code: TI-007-001 Made By: Sophia Yang 07.04.04Checked: Approved:TESTING INSTRUCTIVEMale Tapered ThreadsRev.0Sophia07.04.044. Tools ⼯具4.1 Ring Gauge 环规First choose the correct matched ring gauge according to the thread standard and specification of the product. Because different standards specify thread per inch, angle of thread, roots, crests, truncations and many others differently.⾸先根据产品螺纹的种类及规格选择匹配的环规.因为不同种类螺纹的⽛数,⽛形⾓,齿顶,齿跟等都不相同.The ring gauge for tapered thread has three surfaces.The number 1 surface is the low limit and the number 3 surface is the up limit. The number 2 surface is the base level.检验锥形螺纹的环规有三个⾯.1号⾯是下限,3号⾯是上限.⽽2号⾯是基⾯.Accuracy class: 2B (NPT) 精度等级: 2B (NPT)Standard:ISO7-2:2000/Nch1594-1-1979/DIN(BSPT); ANSI(NPT) 标准: ISO7-2:2000/Nch1594-1-1979/ DIN(BSPT);ANSI(NPT)Symbol of BSPT: R BSPT 代号: RSymbol of NPT: NPT / Z NPT 代号: NPT / Z4.2 Calliper 卡尺The specification of the calliper should cover the range of the thread length.卡尺的量程应⾜够可测量螺纹长度1235. Instructions步骤Step 1 : Turn lightly the product into the ring gauge completely from the bottom. No extrusion.No distortion.步骤1:轻轻将产品从底部完全旋⼊环规内.不可挤压,不允许有变形.Determine判断: You can't turn more even by small force (No distortion) .This status means the matched threads already at the end position.当你⽤很⼩的⼒(没有产⽣变形)不能继续旋进螺纹时则螺纹已经旋到底了Step 2: Check the relative position of the thread of product to the surface of the gauge.步骤2:检查产品螺纹与环规各⾯的相对位置.3Reject拒收3 Reject拒收Thread ofproduct andsurface 3 atthe same level产品号⾯OK1 3OK11Reject拒收Determine 判断: The position must be between 1# surface and 3# surface. The same level to 1# can be accepted too, but can ’t be accepted if the same level to 3# surface.产品螺纹的位置必须在环规的1号⾯和3号⾯之间.可以和1号⾯相平但不可与3号⾯相平Step 步骤 3 : Check the useful length "L" of the thread by calliper .⽤卡尺测量螺纹的有效长度.Specification R3/8R1/2 R3/4 R1 R1 1/4 R1 1/2R2L Min8.8 11.4 12.7 14.5 16.8 16.8 21.1Determine 判断: The useful length of the thread should meet the requirements of the table attached.螺纹的有效长度需符合上表的要求.。
检测NPT 螺纹环规、塞规使用方法及注意事项
1.使用方法
检测NPT 内外螺纹一般只用三基面螺纹环规、塞规。
见下图1
图1
测外螺纹时用手将螺纹环规旋进待测外螺纹,待测外螺纹体在螺纹环规上下两基面之间均为合格。
测内螺纹时将螺纹塞规旋进待测内螺纹,待测内螺纹体在螺纹塞规上下两基面之间均为合格。
下
基
上
基基
准环规三基面
此时被测螺纹体高于下基面则被测螺纹体螺纹将螺纹环规旋进待测外螺纹,待测外螺纹体与基准面平行
此时被测螺纹体底于上基面则被测螺纹体螺纹
2.注意事项
安全注意事项
非量规检查目的请勿使用。
螺纹部及量规部的边角因为存在功能性尖锐部分,因此容易造成操作人员受伤,请加以注意。
需要检查的产品或量规处于运动状态时去请勿检查量规。
使用前的注意事项
请用轻油或白灯油侵袭量规及产品或以干净的布擦拭。
确认量规是否存在的锈迹、伤痕、毛刺等。
使用时的注意事项
以抗锈润滑油充分涂抹。
请勿对了量规施加冲击。
保管时的注意事项
上基面 基准面 基准面
下基面
将螺纹塞规旋进待测外螺纹,待测外螺纹体与基此时被测螺纹体高于下基面则被测螺纹体螺纹
此时被测螺纹体底于上
基面则被测螺纹体螺纹
保管量规时,应先去除灰尘、切屑等,以防止生锈。
将量规存放在无湿气且温度变化不大的场所。
定期点检
无论使用情况如何,都应定期进行检查。
螺纹环规使用说明书
一、使用方法
1、通规
使用前:应经相关检验计量机构检验计量合格后,方可投入生产现场使用。
使用时:应注意被测螺纹公差等级及偏差代号与环规标识的公差等级、偏差代号相同(如M24*1.5-6h与M24*1.5-5g两种环规外形相同,其螺纹公差带不相同,错用后将产生批量不合格品)。
检验测量过程:首先要清理干净被测螺纹油污及杂质,然后在环规与被测螺纹对正后,用大母指与食指转动环规,使其在自由状态下旋合通过螺纹全部长度判定合格,否则以不通判定。
2、止规
使用前:应经相关检验计量机构检验计量合格后,方可投入生产现场使用。
使用时:应注意被测螺纹公差等级及偏差代号与环规标识公差等级、偏差代号相同
检验测量过程:首先要清理干净被测螺纹油污及杂质,然后在环规与被测螺纹对正后,用大母指与食指转动环规,旋入螺纹长度在2个螺距之内为合格,否则判为不合格品。
二、维护与保养
1.量具(环规)使用完毕后,应及时清理干净测量部位附着物,存放在规定的量具盒内。
2.生产现场在用量具应摆放在工艺定置位置,轻拿轻放,以防止磕碰而损坏测量表面。
3.严禁将量具作为切削工具强制旋入螺纹,避免造成早期磨损。
4.可调节螺纹环规严禁非计量工作人员随意调整,确保量具的准确性。
5.环规长时间不用,应交计量管理部门妥善保管。
三、注意事项
1.在用量具应在每个工作日用校对塞规计量一次。
2.经校对塞规计量超差或者达到计量器具周检期的环规,由计量管理人员收回
3.作相应的处理措施。
4.可调节螺纹环规经调整后,测量部位会产生失圆,此现象由计量修复人员经
5.螺纹磨削加工后再次计量鉴定,各尺寸合格后方可投入使用。
6.报废环规应及时处理,不得流入生产现场。