钢结构安装的允许偏差
- 格式:doc
- 大小:186.00 KB
- 文档页数:4


附录E 钢结构安装的允许偏差E.0.1单层钢结构中柱子安装的允许偏差应符合表E O.1的规定。
表E.0.1 单层钢结构中柱子安装的允许偏差 (mm) 项目允许偏差图例检验方法柱脚底座中心线对定位轴线的偏移5.O用吊线和钢尺检查柱基准点标高有吊车梁的柱+3.O-5.O用水准仪检查无吊车梁的柱+5.O-8.O弯曲矢高H/1200,且不应大于15.O 用经纬仪或拉线和钢尺检查柱轴线垂直度单层柱H≤10m H/1000用经纬仪或吊线和钢尺检查H>10mH/1000,且不应大于25.O多节柱单节柱H/1000,且不应大于10.O柱全高35.OE.0.2 钢吊车梁安装的允许偏差应符合表E.0.2的规定。
表E.0.2 钢吊车梁安装的允许偏差 (mm)项目允许偏差图例检验方法梁的跨中垂直度△h/500用吊线和钢尺检查侧向弯曲矢高l/1500,且不应大于10.O用拉线和钢尺检查垂直上拱矢高10.O两端支座中心位移△安装在钢柱上时,对牛腿中心的偏移5.O安装在混凝土柱上时,对定位轴线的偏移5.0吊车梁支座加劲板中心与柱子承压加劲板中心的偏移△1 t/2用吊线和钢尺检查同跨间内同一横截面吊车梁顶面高差△支座处10.O用经纬仪、水准仪和钢尺检查其他处15.O同跨间内同一横截面下挂式吊车梁底面高差△10.O同列相邻两柱间吊车梁顶面高差△l/1500,且不应大于10.O用水准仪和钢尺检查相邻两吊车粱接头部位△中心错位上承式3.O用钢尺检查顶面高 1.O下承式底面高差1.O同跨问任一截面的吊车梁中心跨距△±10.O用经纬仪和光电测距仪检查;跨度小时,可用钢尺检查轨道中心对吊车梁腹板轴线的偏移△t/2用吊线和钢尺检查E.O.3 墙架、檩条等次要构件安装的允许偏差应符合表E.O.3的规定。
表E.0.3 墙架、檩条等次要构件安装的允许偏差 (mm)E.0.4钢平台、钢梯和防护栏杆安装的允许偏差应符合表E.0.4的规定。


允许偏差符合《钢结构工程施工及验收规范》有关规定。
组立的允许偏差表(mm)类型项目允许偏差焊接钢梁高度±2.0中心偏移±2.0垂直度(△)b/100且不大于2.0本工程设计采用轧制H型钢,型号为HE600A、HE700B、HE700A、HE500A。
但因市场上采购不到设计要求的轧制H型钢,通过设计变更认可,采用焊接H型钢。
1.制作工艺方案确定焊接H型钢制作采用H型钢生产自动流水线,焊接方式采用埋弧焊。
焊接工程师根据施工图中所有焊接接头型式,母材材质、厚度、焊接位置,结合所采用焊接方法,进行综合考虑,按相关焊接工艺评定标准规定,在焊接前进行严格周密的焊接工艺评定试验,将评定报告中的焊接参数作为施焊的指导性文件。
焊工须参加相应资格的焊工考试,合格后方可进行相应资格的焊接作业。
所有参加焊接的焊工必须按照相应的焊接工艺规程的规定进行操作。
在焊接H型钢制作中,关键工序有:下料、组装、焊接、矫正。
特殊工序为焊接。
其制作工艺流程详见下图:焊接H型钢制作工艺流程图。
焊接H型钢制作工艺流程图真正(2008-11-20 08:40:01) 2、原材料矫正钢材在存放、运输、吊装等过程中不当会引起变形,影响到号料的准确性,所以号料前应将变形材料进行矫正。
主要采用机械矫正的方法,如型钢调直机、压力机等设备进行矫正,矫正后的允许偏差见下表:钢材矫正后的允许偏差。
钢材矫正后的允许偏差见下表项目允许偏差局部平面度钢板厚度t≤14 1.5 任意1m内钢板厚度 t>14 1.03、下料根据图纸尺寸进行钢板排版,排版时预留焊接收缩余量和加工余量,余量为25~30mm;采用数控多头直条切割机进行切割,切割前,检查气源是否充足,割嘴是否畅通;切割过程中,观察火焰是否正常;切割完毕,清除构件表面的毛刺、飞溅、熔渣,并打磨光滑,构件按编码整齐摆放。
对于不够长度的板料,横向拼焊完毕后,再进行纵向切割。
4、切割后的矫正对于翼缘板和腹板经过数控下料后产生的变形,采用火焰矫正的方法进行矫正。
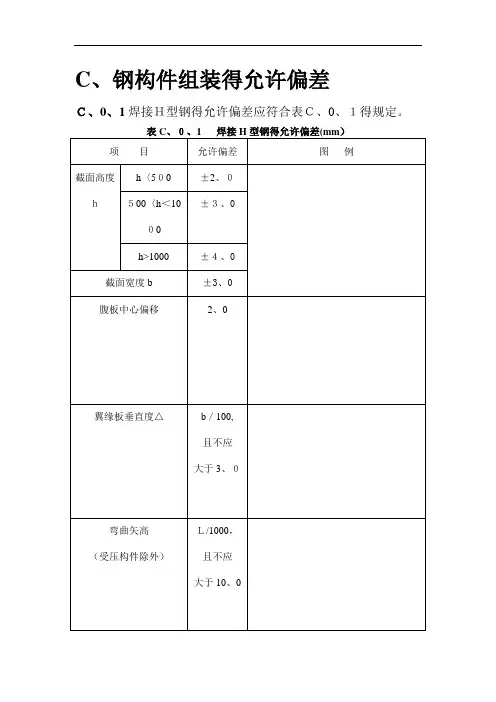
C、钢构件组装得允许偏差C、0、1焊接H型钢得允许偏差应符合表C、0、1得规定。
续表C、0、1C、0、2 焊接连接制作组装得允许偏差应符合表C、0、2得规定、0、2 焊接连接制作组装得允许偏差(mm)表C续表C、0、2型钢 错位连接处 1、0其她处2、0箱型截面高度h±2、0宽度b ±2、0 垂直度△b/200,且不应大于3、0C 、0、3单层钢柱外形尺寸得允许偏差应符合表C 、0、3得规定。
项 目允许偏差检验方法图 例柱底面到柱端与桁架连接得最上一个安装孔距离L ±l/1500 ±15、0用钢尺检查柱地面到牛腿支承面距离L 1 ±L1/2000 ±8、0 牛腿面得翘曲△2、0用拉线、直角尺与钢尺检查 柱身弯曲矢高H/1200,且不应大于12、0续表C、0、3项目允许偏差检验方法图 例柱身扭曲牛腿处3、0 用拉线、吊线与钢尺检查其她处8、0柱截面几何尺寸连线处±3、0 用钢尺检查非连线处±4、0翼缘对腹板得垂直度连接处1、5 用直角尺与钢尺检查非连线处b/100,且不应大于5、柱脚底平面度5、0用lm直角尺与塞尺检查柱脚螺栓孔中心对柱轴线得距离3、0 用钢尺检查C、0、4多节钢柱外形尺寸得允许偏差应符合表C、0、4得规定.表C、0、4多节钢柱外形尺寸得允许偏差(mm)项目允许偏差检验方法图例一节高度H ±3、0 用钢尺检查两端最外侧安装孔距离L3±2、0铣平面到第一个安装孔距离α±1、0柱身弯曲矢高f H/1500,且不应大于5、0 用拉线与钢尺检查一节柱得柱身扭曲h/250,且不应大于5、0 用拉线、吊线与钢尺检查牛腿端孔到柱轴线距离L2±3、0 用钢尺检查牛腿得翘曲或扭曲△L2≤10002、0 用拉线直角尺与钢尺检查L2〉1000 3、0柱截面尺寸连接处±3、用钢尺检查非连接处±4、柱脚底面平面度5、0 用直尺与塞尺检查项目允许偏差检验方法图例翼缘板对腹板得垂直度连接处1、5 用直角尺与钢尺检查其她处b/100,且不应大于5、0柱脚螺栓孔对柱轴线得距离α3、0 用钢尺检查箱型截面连接处对角线差3、0箱型柱身板垂直度H(b)/150,且不应大于5、0用直角尺钢尺检查C、0、5 焊接实腹钢梁外形尺寸得允许偏差应符合表C、0、5得规定。