SolidWorks钣金展开的折弯系数计算与K因子表
- 格式:xls
- 大小:36.00 KB
- 文档页数:3

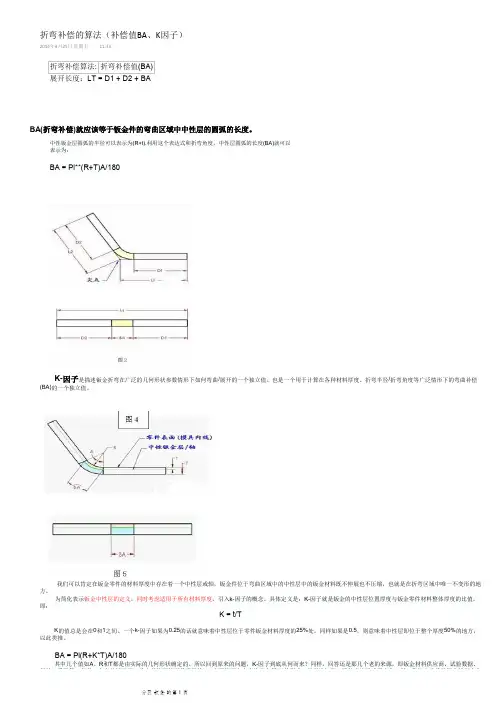
注:1>以上K因子值以折弯内半径0.2为准.2>当R内 / T 的比值大于等于5时,K=0.53>折褶边时,L=毛尺寸减去板厚的0.4T .常见材料的理论重量计算公式及举例钢板= 7.85*厚度*面积举例: 长1000*宽800*厚度2.0 (7.85*1*0.8*2= 12.56 kg)铝板= 2.71*厚度*面积举例: 长1200*宽750*厚度1.5 (2.71*1.2*0.75*1.5= 3.65 kg)圆管=0.02466*壁厚*(外径-壁厚)*长度举例:¢30*1.5*1000L (0.02466*1.5*(30-1.5)*1 =1.05kg)圆钢=0.00617*直径*直径*长度 (有的算0.00625)举例:¢20*1000L (0.00617*20*20*1 =2.47kg)方钢=0.00785*边宽*边宽*长度举例:□25*1000L (0.00785*25*25*1 =4.91kg)角钢(角铁) =0.00785*(边宽+边宽-边厚)*边厚*长度举例:等边角铁 ∟25*3*1000L (0.00785*(25+25-3)*3*1= 1.11 kgK因子计算表K因子=折弯内表面到中性面距离/板厚中性层弯曲半径R=折弯内圆角+r/t*t。
注r/t=中性层位置系数K因子——中性层系数=内表面到中性面距离/材料厚度注意啊,K因子并不等于折弯内圆角/材料厚度,很多人讲钣金展开有误差都是从这引起的,r/t与K因子有个对应关系的r/T 0.1 0.15 0.2 0.25 0.3 0.4 0.5 K 0.30 0.32 0.33 0.35 0.36 0.37 0.38 r/T 0.6 0.7 0.8 0.9 1 1.1 1.2K 0.39 0.40 0.408 0.414 0.42 0.425 0.43 r/T 1.3 1.4 1.5 1.6 1.7 1.8 1.9 K 0.433 0.436 0.44 0.443 0.446 0.45 0.452r/T 2.0 2.5 3 3.5 3.75 4 4.5 K 0.455 0.46 0.47 0.473 0.475 0.476 0.478适用于无顶板的V形弯曲,适用材料为钢板。
SoldWorks由系数折弯扣除K因子值计算方法和原理折弯系数折弯扣除K因子值的计算方法一、钣金的计算方法概论钣金零件的工程师和钣金材料的销售商为保证最终折弯成型后零件所期望的尺寸,会利用各种不同的算法来计算展开状态下备料的实际长度。
其中最常用的方法就是简单的“掐指规则”,即基于各自经验的算法。
通常这些规则要考虑到材料的类型与厚度,折弯的半径和角度,机床的类型和步进速度等等。
另一方面,随着计算机技术的出现与普及,为更好地利用计算机超强的分析与计算能力,人们越来越多地采用计算机辅助设计的手段,但是当计算机程序模拟钣金的折弯或展开时也需要一种计算方法以便准确地模拟该过程。
虽然仅为完成某次计算而言,每个商店都可以依据其原来的掐指规则定制出特定的程序实现,但是,如今大多数的商用CAD和三维实体造型系统已经提供了更为通用的和强大功能的解决方案。
大多数情况下,这些应用软件还可以兼容原有的基于经验的和掐指规则的方法,并提供途径定制具体输入内容到其计算过程中去。
SolidWorks也理所当然地成为了提供这种钣金设计能力的佼佼者。
总结起来,如今被广泛采纳的较为流行的钣金折弯算法主要有两种,一种是基于折弯补偿的算法,另一种是基于折弯扣除的算法。
SolidWorks软件在2003版之前只支持折弯补偿算法,但自2003版以后,两种算法均已支持。
为使读者在一般意义上更好地理解在钣金设计的计算过程中的一些基本概念,同时也介绍SolidWorks中的具体实现方法,本文将在以下几方面予以概括与阐述:1、折弯补偿和折弯扣除两种算法的定义,它们各自与实际钣金几何体的对应关系2、折弯扣除如何与折弯补偿相对应,采用折弯扣除算法的用户如何方便地将其数据转换到折弯补偿算法3、K因子的定义,实际中如何利用K因子,包括用于不同材料类型时K因子值的适用范围二、折弯补偿法为更好地理解折弯补偿,请参照图1中表示的是在一个钣金零件中的单一折弯。
图2是该零件的展开状态。
![solidworks钣金展开总结[新版]](https://uimg.taocdn.com/6504d1c2b04e852458fb770bf78a6529647d35bc.webp)
折弯系数折弯扣除K因子值的计算方法一、钣金的计算方法概论钣金零件的工程师和钣金材料的销售商为保证最终折弯成型后零件所期望的尺寸,会利用各种不同的算法来计算展开状态下备料的实际长度。
其中最常用的方法就是简单的“掐指规则”,即基于各自经验的算法。
通常这些规则要考虑到材料的类型与厚度,折弯的半径和角度,机床的类型和步进速度等等。
另一方面,随着计算机技术的出现与普及,为更好地利用计算机超强的分析与计算能力,人们越来越多地采用计算机辅助设计的手段,但是当计算机程序模拟钣金的折弯或展开时也需要一种计算方法以便准确地模拟该过程。
虽然仅为完成某次计算而言,每个商店都可以依据其原来的掐指规则定制出特定的程序实现,但是,如今大多数的商用CAD和三维实体造型系统已经提供了更为通用的和强大功能的解决方案。
大多数情况下,这些应用软件还可以兼容原有的基于经验的和掐指规则的方法,并提供途径定制具体输入内容到其计算过程中去。
SolidWorks也理所当然地成为了提供这种钣金设计能力的佼佼者。
总结起来,如今被广泛采纳的较为流行的钣金折弯算法主要有两种,一种是基于折弯补偿的算法,另一种是基于折弯扣除的算法。
SolidWorks软件在2003版之前只支持折弯补偿算法,但自2003版以后,两种算法均已支持。
为使读者在一般意义上更好地理解在钣金设计的计算过程中的一些基本概念,同时也介绍SolidWorks中的具体实现方法,本文将在以下几方面予以概括与阐述:1、折弯补偿和折弯扣除两种算法的定义,它们各自与实际钣金几何体的对应关系2、折弯扣除如何与折弯补偿相对应,采用折弯扣除算法的用户如何方便地将其数据转换到折弯补偿算法3、K因子的定义,实际中如何利用K因子,包括用于不同材料类型时K因子值的适用范围二、折弯补偿法为更好地理解折弯补偿,请参照图1中表示的是在一个钣金零件中的单一折弯。
图2是该零件的展开状态。
参考图折弯补偿算法将零件的展开长度(LT)描述为零件展平后每段长度的和再加上展平的折弯区域的长度。

![solidworks钣金参数—k因子[精彩]](https://uimg.taocdn.com/ba5af839b5daa58da0116c175f0e7cd1842518de.webp)
SolidWorks 的钣金系数,为什么要用系数,不用扣除,什么情况下用K因子,很多朋友在展开的时候还在用R1 R2等于几来展开,这样做不是不可以,但是由于各家折弯机刀口不同,还有不同的R值对于展开系数控制不同,也会造成展开数值误差大。
我们很多单位所说的系数都是折弯扣除(BD),下面做了个我自己参照实际折弯总结的系数表,以下表中的R实际上都是自然的R,在SolidWorks里设定为R0.1或者R0,这个表格几乎适用于任何角度。
板厚折弯系数(BA)折弯扣除(BD)其他单位扣除
0.5 0.2 1 1.09
0.8 0.2 1.6 1.5
1 0.3 1.9 1.8
1.2 0.4
2.2 2
1.5 0.7
2.5 2.6
2 0.7 3.5 3.5
2.5 1 4.2 4
3 1 5 5
那么有的人可能会问K因子在什么的情况下用?我是在R很大的情况下情况下用或者是客户指定的R情况下用,比如客户非要用R5或者R10,所以我也做了下面这个表格。
适用方法:R除板厚找出相对应的K值,例如需要R是10板厚是2就是10除2等于5,那么他的K值就是0.43.在SW里R就可以填实际R。
展开很准。
1 2 3 4 5 6 7 8 9 10 11-12以上
K因子 0.35 0.375 0.4 0.415 0.43 0.44 0.45 0.46 0.465 0.47 0.5。
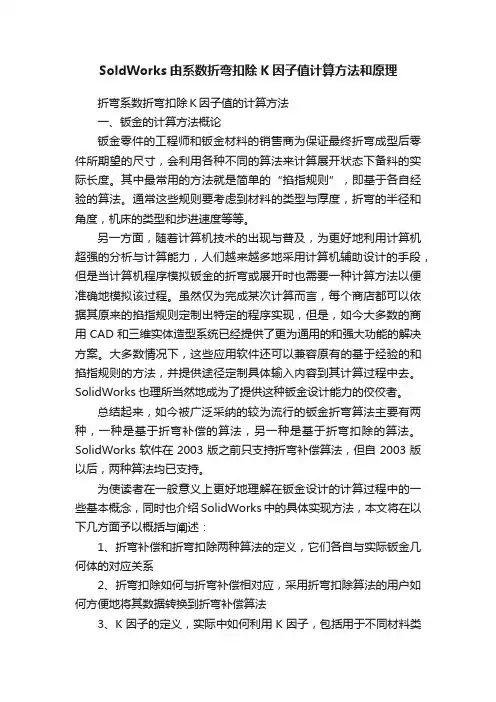
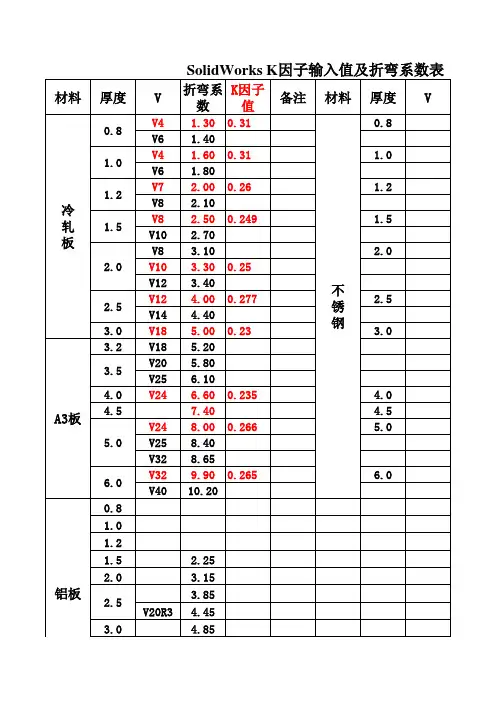
折弯补偿算法:折弯补偿值(BA)展开长度:LT = D1 + D2 + BAK-因子是描述钣金折弯在广泛的几何形状参数情形下如何弯曲/展开的一个独立值。
也是一个用于计算在各种材料厚度、折弯半径/折弯角度等广泛情形下的弯曲补偿(BA)的一个独立值。
我们可以肯定在钣金零件的材料厚度中存在着一个中性层或轴,钣金件位于弯曲区域中的中性层中的钣金材料既不伸展也不压缩,也就是在折弯区域中唯一不变形的地方。
K = t/T 为简化表示钣金中性层的定义,同时考虑适用于所有材料厚度,引入k-因子的概念。
具体定义是:K-因子就是钣金的中性层位置厚度与钣金零件材料整体厚度的比值,即:K 的值总是会在0和1之间。
一个k-因子如果为0.25的话就意味着中性层位于零件钣金材料厚度的25%处,同样如果是0.5,则意味着中性层即位于整个厚度50%的地方,以此类推。
BA = Pi(R+K*T)A/180其中几个值如A 、R 和T 都是由实际的几何形状确定的。
所以回到原来的问题,K-因子到底从何而来?同样,回答还是那几个老的来源,即钣金材料供应商、试验数据、经验、手册等。
但是,在有些情况下,给定的值可能不是明显的K ,也可能不完全表达为方程(8)的形式,但无论如何,即使表达形式不完全一样,我们也总是能据此找到它们BA(折弯补偿)就应该等于钣金件的弯曲区域中中性层的圆弧的长度。
中性钣金层圆弧的半径可以表示为(R+t).利用这个表达式和折弯角度,中性层圆弧的长度(BA)就可以表示为:BA = Pi**(R+T)A/180折弯补偿的算法(补偿值BA 、K 因子)2014年4月25日星期五11:33经验、手册等。
但是,在有些情况下,给定的值可能不是明显的K,也可能不完全表达为方程(8)的形式,但无论如何,即使表达形式不完全一样,我们也总是能据此找到它们之间的联系。
例如,如果在某些手册或文献中描述中性轴(层)为“定位在离钣料表面0.445x材料厚度”的地方,显然这就可以理解为K因子为0.445,即K=0.445。
![SolidWorks由系数折弯扣除K因子值的计算方法和原理[1]](https://uimg.taocdn.com/694ba97f31b765ce05081465.webp)
折弯系数折弯扣除K因子值的计算方法一、钣金的计算方法概论钣金零件的工程师和钣金材料的销售商为保证最终折弯成型后零件所期望的尺寸,会利用各种不同的算法来计算展开状态下备料的实际长度。
其中最常用的方法就是简单的“掐指规则”,即基于各自经验的算法。
通常这些规则要考虑到材料的类型与厚度,折弯的半径和角度,机床的类型和步进速度等等。
另一方面,随着计算机技术的出现与普及,为更好地利用计算机超强的分析与计算能力,人们越来越多地采用计算机辅助设计的手段,但是当计算机程序模拟钣金的折弯或展开时也需要一种计算方法以便准确地模拟该过程。
虽然仅为完成某次计算而言,每个商店都可以依据其原来的掐指规则定制出特定的程序实现,但是,如今大多数的商用CAD和三维实体造型系统已经提供了更为通用的和强大功能的解决方案。
大多数情况下,这些应用软件还可以兼容原有的基于经验的和掐指规则的方法,并提供途径定制具体输入内容到其计算过程中去。
SolidWorks也理所当然地成为了提供这种钣金设计能力的佼佼者。
总结起来,如今被广泛采纳的较为流行的钣金折弯算法主要有两种,一种是基于折弯补偿的算法,另一种是基于折弯扣除的算法。
SolidWorks软件在2003版之前只支持折弯补偿算法,但自2003版以后,两种算法均已支持。
为使读者在一般意义上更好地理解在钣金设计的计算过程中的一些基本概念,同时也介绍SolidWorks中的具体实现方法,本文将在以下几方面予以概括与阐述:1、折弯补偿和折弯扣除两种算法的定义,它们各自与实际钣金几何体的对应关系2、折弯扣除如何与折弯补偿相对应,采用折弯扣除算法的用户如何方便地将其数据转换到折弯补偿算法3、K因子的定义,实际中如何利用K因子,包括用于不同材料类型时K因子值的适用范围二、折弯补偿法为更好地理解折弯补偿,请参照图1中表示的是在一个钣金零件中的单一折弯。
图2是该零件的展开状态。
参考图折弯补偿算法将零件的展开长度(LT)描述为零件展平后每段长度的和再加上展平的折弯区域的长度。


2>当R内 / T 的比值大于等于5时,K=0.53>折褶边时,L=毛尺寸减去板厚的0.4T .常见材料的理论重量计算公式及举例钢板= 7.85*厚度*面积举例: 长1000*宽800*厚度2.0 (7.85*1*0.8*2= 12.56 kg)铝板= 2.71*厚度*面积举例: 长1200*宽750*厚度1.5 (2.71*1.2*0.75*1.5= 3.65 kg)圆管=0.02466*壁厚*(外径-壁厚)*长度举例:¢30*1.5*1000L (0.02466*1.5*(30-1.5)*1 =1.05kg)圆钢=0.00617*直径*直径*长度 (有的算0.00625)举例:¢20*1000L (0.00617*20*20*1 =2.47kg)方钢=0.00785*边宽*边宽*长度举例:□25*1000L (0.00785*25*25*1 =4.91kg)角钢(角铁) =0.00785*(边宽+边宽-边厚)*边厚*长度举例:等边角铁 ∟25*3*1000L (0.00785*(25+25-3)*3*1= 1.11 kgK因子计算表K因子=折弯内表面到中性面距离/板厚中性层弯曲半径R=折弯内圆角+r/t*t。
注r/t=中性层位置系数K因子——中性层系数=内表面到中性面距离/材料厚度注意啊,K因子并不等于折弯内圆角/材料厚度,很多人讲钣金展开有误差都是从这引起的,r/t与K因子有个对应关系的r/T 0.1 0.15 0.2 0.25 0.3 0.4 0.5 K 0.30 0.32 0.33 0.35 0.36 0.37 0.38 r/T 0.6 0.7 0.8 0.9 1 1.1 1.2K 0.39 0.40 0.408 0.414 0.42 0.425 0.43r/T 1.3 1.4 1.5 1.6 1.7 1.8 1.9 K 0.433 0.436 0.44 0.443 0.446 0.45 0.452r/T 2.0 2.5 3 3.5 3.75 4 4.5K 0.455 0.46 0.47 0.473 0.475 0.476 0.478适用于无顶板的V形弯曲,适用材料为钢板。
![[工作]Solidwork钣金规格折弯系数表](https://uimg.taocdn.com/59059ec6b4daa58da1114a15.webp)
[工作]Solidwork钣金规格折弯系数表Solidwork钣金规格/折弯系数表钣金规格/折弯系数表钣金规格/折弯系数表存储指定材料的属性。
您可以通过一张表将折弯系数、折弯半径或 K 因子与厚度、折弯半径和材料的任何组合相关联。
注: 您还可以使用单独的规格表和折弯系数表。
请参阅钣金规格表和折弯系数表概述。
您可以通过以下方式访问钣金规格/折弯系数表:在生成基体法兰时,从基体法兰 PropertyManager 中访问。
在生成基体法兰后,右键单击 FeatureManager 设计树中的钣金,然后选择编辑特征。
规格表包含在 SolidWorks 应用程序中,位于以下位置:<安装目录>\lang\<语言>\Sheet Metal Gauge Tables\。
其中包含规格/折弯系数表和规格表。
您可以用它们作为模板来生成自己的表。
以下显示了组合的规格/折弯系数表。
对于每个规格号(厚度),您都可以从半径和角度范围中进行选择。
使用规格/折弯系数表来指定钣金参数可以使用钣金规格表指定整个零件的默认值。
应用与规格/折弯系数表值不同的折弯半径值为添加的特征手工指派折弯半径值钣金规格表钣金规格表存储指定材料的属性。
在生成基体法兰时,可以从PropertyManager 访问钣金规格表。
使用钣金规格表可指定:规格厚度允许的折弯半径K-因子在生成基体法兰之后,在 FeatureManager 设计树中右键单击钣金并选择编辑特征,即可访问钣金规格表。
使用钣金规格/折弯系数表以通过单个表指定厚度和折弯值。
请参阅钣金规格/折弯系数表。
指定折弯半径值可以使用钣金规格表指定整个零件的值。
这称为默认值。
但您也可以应用与钣金规格表中默认值不同的折弯半径值到特定的特征,例如边线法兰。
控制折弯半径值如果选择使用默认半径,便可对所有顺流特征使用钣金规格表中的一个一般折弯半径值。
如果选择使用规格表,则使用的折弯半径值不同于钣金规格表中的默认值。
钣金刨槽后Solidworks软件如何处理?怎么计算折弯系数?自从做媒体以来,经常有粉丝联系我,跟我沟通一些技术问题,真的非常感谢大家的支持和信任,最近有一个粉丝问到我, 钣金刨槽加工后折弯用solidworks怎样画?看到这个问题我深思了良久,因为我的脑子里没有答案,这确实是一个钣金工艺问题但又不像是一个钣金问题,为什么这么说呢,我们先来了解下什么是钣金,什么是钣金刨槽工艺。
什么是钣金件?它主要是利用金属的塑性,针对金属薄板,通过弯边、冲裁、成型等工艺得到单独的钣金零件,后期通过焊接、铆接等方式从而组装得到最终的钣金件。
钣金件的特点:•钣金件最为显著的特点就是同一个钣金零件它的厚度一定是一样的。
•钣金壁和钣金壁之间的连接处,它是通过折弯的方式来进行连接的。
•钣金件的材料利用率非常高,因为它是通过弯边、成型、冲裁来加工的,不像机械加工那种通过去除大量材料来达到,所以钣金加工切除的材料相对较少。
•钣金件由于壁薄,所以它的重量方面比较轻,因此设计以及操作和使用都比较方便,因此钣金件应用涉及到很多的行业。
什么是钣金钣金刨槽工艺•钣金加工广泛应用于各种场所,在一些高档场所的金属装饰中,金属薄板饰品弯制的形状越复杂,越能体现设计师的设计水准和新潮风格,从而吸引广大客户的眼球。
同时工件还要满足折弯棱边、圆弧半径尽可能的小、工件表面、装饰面无痕等工艺要求。
传统折弯工艺很难达到这种特殊的工艺要求,因此,在金属板材上进行刨槽折弯的工艺应运而生。
刨槽折弯工艺是一种先用刨槽机在金属板材需要折弯的位置上进行划线刨V形槽,然后再根据需求再进行折弯的工序。
刨槽折弯工艺特点如下:•工件棱边的圆弧半径小、工件无折痕,因为工件折弯后其棱边圆弧半径的大小和板材厚度成正比例的关系,板材越厚,折弯形成的圆弧半径越大。
因此对金属板材进行Ⅴ形开槽后,其板材剩余厚度变为原来的一半,甚至更小,这样就能使工件折弯后棱边圆弧半径大幅的减少。
•由于刨槽后折弯处剩余板厚较薄,折弯时的变形力也会相应的降低不会扩散影响到未折弯区域,因此折弯后工件表面不存在折痕,且由于折弯处板厚较薄,避免了装饰面出现压痕的风险。
输入板厚T输入折弯半径R 输入90度折弯
扣除板厚倍数
90度折弯补偿值BA自动计算K因子值
输入任意折弯角度
对应图中(180-A)
10.3 1.70.90.272957795105.00说明:
1、此表格适用于常规折弯工艺条件下的计算,不适用于大圆弧、圆锥面、圆柱面、压段差、刨槽折弯、插深折弯、压死边等特殊工艺的计算。
2、表格中黑色字体的数值是需要手动输入的参数,红色字体的数值是表格自动计算出来的结果。
3、折弯补偿值BA即Solidsorks中的折弯系数的数值,而在PROE或CREO中,折弯补偿值BA对应的是折弯余量值。
折弯补偿值BA (据K因子值计算)
折弯扣除值BD (根据BA值计算)
0.75 1.25计算。