第4章 气动比例/伺服控制技术及应用
- 格式:doc
- 大小:2.00 MB
- 文档页数:59

伺服的控制原理与应用1. 引言伺服系统是一种广泛应用于工业控制领域的控制系统,可以精确控制输出位置、速度和力等参数。
本文将介绍伺服的控制原理和应用。
2. 伺服系统的基本原理伺服系统由控制器、执行器和反馈装置组成。
控制器根据反馈信号对执行器施加控制,从而使系统输出达到期望值。
2.1 控制器控制器负责接收输入信号并根据系统要求调整输出信号。
常见的控制器类型包括PID控制器和模糊控制器。
2.2 执行器执行器是伺服系统的动力来源,用于改变系统输出状态。
常见的执行器包括伺服电机、伺服阀等。
2.3 反馈装置反馈装置用于测量系统的输出状态,并将其反馈给控制器。
常见的反馈装置包括编码器、传感器等。
3. 伺服系统的应用伺服系统广泛应用于各种工业控制场景中,下面将介绍几个常见的应用案例。
3.1 机械加工在机械加工领域,伺服系统常用于控制数控机床的进给轴和主轴。
通过精确控制伺服电机的转速和位置,可以实现高精度的加工操作。
3.2 机器人控制伺服系统在机器人控制中起着至关重要的作用。
通过控制机器人关节的位置和力,可以实现精确的运动控制和物体抓取。
3.3 自动化包装在自动化包装生产线上,伺服系统可以控制物体的定位和运动速度,从而实现高效的包装操作。
3.4 纺织机械在纺织机械行业,伺服系统常用于控制织机的进给和提花等操作,以实现织物的高质量生产。
4. 伺服系统的优势和挑战伺服系统具有以下优势: - 高精度控制能力,可满足精密操作需求; - 快速响应能力,适应快速变化的工作环境; - 可编程性,便于实现复杂的控制算法。
然而,伺服系统也面临一些挑战: - 成本高,需要额外的硬件和人力投入; - 需要专业的知识和技能进行调试和维护; - 在一些特殊工作环境下,可能会受到干扰或故障。
5. 结论伺服系统是一种重要的工业控制技术,具有广泛的应用前景。
通过掌握伺服系统的控制原理和应用,可以更好地应用伺服技术解决实际问题,提高生产效率和产品质量。

气动伺服控制器的设计及应用随着科技的不断发展,气动伺服控制器成为了现代工业自动化领域中的重要组成部分。
气动伺服控制器通过对气动执行机构的控制,实现对运动轨迹、运动速度、运动力矩等参数的精准控制,广泛应用于机床、机械加工、自动化生产线等领域。
本文将阐述气动伺服控制器的设计及应用。
一、气动伺服控制器的基本原理气动伺服控制器的核心是控制阀,它通过对气源压力、控制气压信号的控制,实现对气动执行机构的控制。
具体而言,控制阀有两个作用:一是阀门控制,实现气路的开关;另一个是气源控制,对可以控制的介质进行流量的控制。
在进行气动伺服控制时,需要根据运动要求来确定气路的开启或关闭时机,以及气压信号的大小。
二、气动伺服控制器的设计气动伺服控制器的设计需要考虑到其执行机构、控制阀、气路系统等多个方面,下面将从具体的设计步骤和注意事项来介绍气动伺服控制器的设计。
1、气动执行机构的选型:气动执行机构是气动伺服控制器的一个重要组成部分,其选型需要根据具体的工作需求来确定。
需要考虑的因素包括运动速度、力矩和能耗等方面。
2、控制阀的选型:控制阀的选型需要考虑到其控制范围、响应速度、工作压力等多个方面,需要根据实际情况来进行选择。
3、气路系统的设计:气路系统的设计需要根据具体的控制要求和机构特点来进行,需要结合实际情况进行调整,保证气路的稳定可靠性。
4、控制电路的设计:控制电路是气动伺服控制器中不可或缺的一部分,需要考虑到控制信号的稳定性、实时性等因素,以保证控制的精度和稳定性。
三、气动伺服控制器的应用在实际工程中,气动伺服控制器广泛应用于机床、机械加工、自动化生产线等领域。
其中,机床上的气动伺服控制器可以实现对切削速度、力矩等参数的控制,提高加工精度和效率;而在机械加工中,气动伺服控制器可以实现对加工机床的运动轨迹和速度的控制,提高加工的准确性;在自动化生产线中,气动伺服控制器可以实现对自动化生产线的各种运动参数的控制,提高生产效率,降低成本。


伺服控制器在气动系统中的应用引言:伺服控制器是一种高精度、高性能的控制设备,它在气动系统中扮演着重要的角色。
本文将介绍伺服控制器在气动系统中的应用和优势,并重点探讨其在工业自动化、机器人和航天航空等领域的具体应用。
一、伺服控制器的基本原理和特点伺服控制器是一种能够精确控制系统输出的设备,通过对反馈信号的处理和调节,使系统输出与期望值保持一致。
伺服控制器具有以下特点:1.高精度:伺服控制器能够对系统输出进行高精度的控制,可以满足许多精密控制任务的需求。
2.快速响应:伺服控制器具有快速的动态响应能力,能够在瞬时变化的情况下实时调整输出。
3.稳定性:伺服控制器可以通过反馈信号的调节,保持系统输出的稳定性,并对干扰进行补偿。
二、伺服控制器在气动系统中的应用1.工业自动化工业自动化领域中的生产线和制造过程通常依赖于气动系统来实现机械运动。
伺服控制器可以用于精确控制气动系统的气压、流量和位置等参数,从而实现生产过程的自动化和高效性。
例如,伺服控制器可以应用于汽车制造线中的焊接机器人,精确控制焊接枪的位置和角度,提高焊接的精度和效率。
另外,伺服控制器还可以应用于包装机械、注塑机械等领域,提高生产线的稳定性和产能。
2.机器人技术伺服控制器在机器人技术中扮演着重要的角色。
机器人的精确运动和操作需要依赖于高精度的控制系统。
伺服控制器可以对机器人的关节和末端执行器进行控制,实现机器人的自动化操作。
例如,伺服控制器可以用于工业机器人的关节控制,实现机器人的高速运动和准确定位。
此外,伺服控制器还可以应用于航天航空领域,例如对航天器的姿态控制和太阳能翼展的调节等。
3.气动系统控制伺服控制器可以用于对气动系统的压力、流量和位置等参数进行控制。
通过对系统的反馈信号进行处理和调节,伺服控制器可以实现对气动系统的高精度控制,提高气动系统的稳定性和工作效率。
在工业领域中,气动系统广泛应用于机械加工、印刷、注塑等行业。
伺服控制器的应用使得气动系统更加智能化和自动化,提高了生产效率和产品质量。
气动比例、伺服控制气动比例伺服控制系统是由电气信号处理部分和气动功率输出部分所组成的闭环控制系统。
气动比例、伺服控制系统与液压比例、伺服控制系统比较有如下特点:1)能源产生和能量储存简单。
2)体积小、重量轻。
3)温度变化对气动比例、伺服机构的工作性能影响很小。
4)气动系统比较安全,不易发生火灾,并且不会造成环境污染。
5)由于气体的可压缩性,气动系统的响应速度低,在工作压力和负载大小相同时,液压系统的响应速度约为气动系统的50倍。
同时,液压系统的刚度约为相当的气动系统的400倍。
6)由于气动系统没有泵控系统,只有阀控系统,阀控系统的效率较低。
阀控液压系统和气动伺服系统的总效率分别为60%和30%左右。
7)由于气体的粘度很小,润滑性能不好。
在同样加工精度情况下,气动部件的漏气和运动副之间的干摩擦相对较大,负载易出现爬行现象。
综合分析,气动控制系统适用于输出功率不大(气动控制系统的极限功率约为4kW),动态性能要求不高,工作环境比较恶劣的高温或低温,并对防火有较高要求的场合。
气动控制系统设计计算气动控制系统的设计步骤气动控制系统是由电气信号处理部分和气压功率输出部分所组成的闭环控制系统。
通常,气动控制系统的设计步骤为:1)明确气动控制系统的设计要求;2)确定控制方案,拟定控制系统原理图;3)确定气压控制系统动力元件参数,选择反馈元件;4)计算控制系统的动态参数,设计校正装置并选择元件。
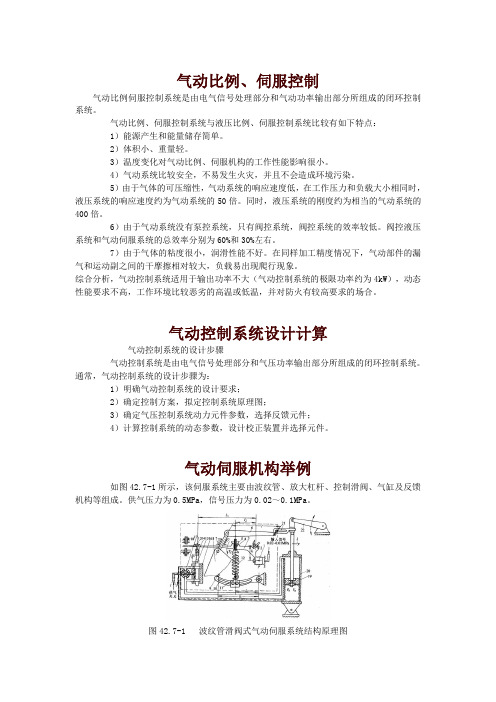
气动伺服机构举例如图42.7-1所示,该伺服系统主要由波纹管、放大杠杆、控制滑阀、气缸及反馈机构等组成。
供气压力为0.5MPa,信号压力为0.02~0.1MPa。
图42.7-1 波纹管滑阀式气动伺服系统结构原理图当进入波纹管1的控制信号压力增加时,波纹管1的推力增加,推动杠杆3,带动控制滑阀15向上移动,从而使气缸下腔压力增加,上腔压力降低,活塞19向上移动,带动摇臂22输出角位移。
这时连在活塞杆上的导槽21也带动正弦机构的摇臂6转动,连在同一转轴7上的凸轮8转向凸轮向径增加的方向。
伺服控制器与气动系统的协同控制技术随着工业自动化的发展,伺服控制器和气动系统的协同控制技术在生产过程中起着至关重要的作用。
本文将对该技术的原理、应用和优势进行详细探讨,以期帮助读者更好地理解和应用伺服控制器与气动系统的协同控制技术。
一、概述伺服控制器和气动系统都是工业生产过程中常用的控制技术,它们分别利用电力和气力来实现对机械设备的控制。
伺服控制器通过对机械系统的位置、速度和力度进行精确控制,可以实现高精度加工、定位和运动控制。
而气动系统则利用气体的压力和流量来驱动和控制机械设备,具有响应速度快、结构简单等优势。
然而,在某些应用场景中,单独使用伺服控制器或者气动系统并不能满足生产过程的需求,这时候需要伺服控制器和气动系统进行协同控制。
协同控制技术将伺服控制器和气动系统进行有机结合,实现更高效、更稳定的机械控制。
二、原理伺服控制器和气动系统的协同控制技术的原理是通过伺服控制器获取机械系统的反馈信号,并根据设定的控制算法计算出控制指令。
这些控制指令可以直接作用于伺服控制器中的电机,也可以通过气动系统转化为气动力来驱动机械设备。
在协同控制中,伺服控制器的主要作用是计算和输出控制指令,根据机械系统的反馈信号进行实时的控制。
而气动系统的主要作用是根据伺服控制器的控制指令,将其转化为相应的气动力,并通过气动元件(如气缸、电磁阀等)将气动力传递给机械设备。
这种协同控制技术可以将伺服控制器和气动系统的优势进行充分发挥,实现高速、高精度的机械运动控制。
三、应用伺服控制器和气动系统的协同控制技术在多个领域得到了广泛的应用。
下面将介绍其中几个典型的应用场景。
1. 自动化生产线在自动化生产线中,通常涉及多个工序的协同工作。
伺服控制器和气动系统可以配合使用,实现准确的定位和快速的动作响应。
例如,在汽车生产线上,伺服控制器可以控制机器臂的位置和力度,而气动系统则可以实现机械臂的高速移动。
2. 机械加工在机械加工过程中,伺服控制器和气动系统的协同控制技术可以实现高精度的切削和定制加工。
第4章气动比例/伺服控制技术及应用随着电子、材料、控制理论及传感器等科学技术的发展,气动比例/伺服控制技术得到了快速提高。
以比例/伺服控制阀为核心组成的气动比例/伺服控制系统可实现压力、流量连续变化的高精度控制,能够满足自动化设备的柔性生产要求。
气动控制系统与油压控制系统相比,最大的不同点在于空气与油压的压缩性和粘性的不同。
空气的压缩性大、粘性小,有利于构成柔软型驱动机构和实现高速运动。
相反,压缩性大会带来压力响应的滞后;粘性小意味着系统阻尼小或衰减不足,易引起系统响应的振动。
另外,由于阻尼小,系统的增益系数不可能高,系统的稳定性易受外部干扰和系统参数变化的影响,难于实现高精度控制。
过去人们一直认为气动控制系统只能用于气缸行程两端的开关控制,难于满足对位置或力连续可调的高精度控制要求。
但是,随着新型的气动比例/伺服控制阀的开发和现代控制理论的导入,气动比例/伺服控制系统的控制性能得到了极大的提高。
再加上气动系统所具有的轻量、价廉、抗电磁干扰和过载保护能力等优点,气动比例/伺服控制系统越来越受到设计者的重视,其应用领域正在不断地扩大。
4.1 气动比例/伺服控制阀比例控制阀与伺服控制阀的区别并不明显,但比例控制阀消耗的电流大、响应慢、精度低、价廉和抗污染能力强;而伺服阀则相反。
再者,比例控制阀适用于开环控制,而伺服控制阀则适用于闭环控制。
由于比例/伺服控制阀正处于不断地开发和完善中,新类型较多。
4.1.1 比例控制阀气动比例控制阀能够通过控制输入信号(电压或电流),实现对输出信号(压力或流量)的连续成比例控制。
按输出信号的不同,可分为比例压力阀和比例流量阀两大类。
其中比例压力阀按所使用的电控驱动装置的不同,又有喷咀挡板型和比例电磁铁型之分。
其分类如图4-1所示。
图4-1 气动比例控制阀的类型1 比例压力阀(1)喷咀挡板型。
喷咀挡板型比例压力阀的主阀结构和工作原理与先导式减压阀相似,都是调整、控制二次输出压力。
气动比例、伺服控制气动比例、伺服控制气动比例、伺服控制概述气动比例、伺服控制气动比例伺服控制系统是由电气信号处理部分和气动功率输出部分所组成的闭环控制系统。
气动比例、伺服控制系统与液压比例、伺服控制系统比较有如下特点:1)能源产生和能量储存简单。
2)体积小、重量轻。
3)温度变化对气动比例、伺服机构的工作性能影响很小。
4)气动系统比较安全,不易发生火灾,并且不会造成环境污染。
5)由于气体的可压缩性,气动系统的响应速度低,在工作压力和负载大小相同时,液压系统的响应速度约为气动系统的50倍。
同时,液压系统的刚度约为相当的气动系统的400倍。
6)由于气动系统没有泵控系统,只有阀控系统,阀控系统的效率较低。
阀控液压系统和气动伺服系统的总效率分别为60%和30%左右。
7)由于气体的粘度很小,润滑性能不好。
在同样加工精度情况下,气动部件的漏气和运动副之间的干摩擦相对较大,负载易出现爬行现象。
综合分析,气动控制系统适用于输出功率不大(气动控制系统的极限功率约为4kW),动态性能要求不高,工作环境比较恶劣的高温或低温,并对防火有较高要求的场合。
气动控制系统的设计步骤气动控制系统设计计算气动控制系统的设计步骤气动控制系统是由电气信号处理部分和气压功率输出部分所组成的闭环控制系统。
通常,气动控制系统的设计步骤为:1)明确气动控制系统的设计要求;2)确定控制方案,拟定控制系统原理图;3)确定气压控制系统动力元件参数,选择反馈元件;4)计算控制系统的动态参数,设计校正装置并选择元件。
气动伺服机构举例气动伺服机构举例如图42.7-1所示,该伺服系统主要由波纹管、放大杠杆、控制滑阀、气缸及反馈机构等组成。
供气压力为0.5MPa,信号压力为0.02~0.1MPa。
图42.7-1 波纹管滑阀式气动伺服系统结构原理图当进入波纹管1的控制信号压力增加时,波纹管1的推力增加,推动杠杆3,带动控制滑阀15向上移动,从而使气缸下腔压力增加,上腔压力降低,活塞19向上移动,带动摇臂22输出角位移。
气动伺服系统的控制技术研究随着工业自动化的不断发展,各种先进的控制技术不断涌现,在机械制造行业中,气动伺服系统作为一种新型的传动方式,受到了越来越多的关注和应用。
与传统的机械传动相比,气动伺服系统具有动态响应快、负载能力强、精度高等优点,因此被广泛应用于机床、自动化生产线等领域。
本文将针对气动伺服系统的控制技术进行研究和探讨。
一、气动伺服系统的基本原理和组成气动伺服系统是通过压缩空气作为动力,启动电磁阀,控制气动执行机构的工作,从而实现对机械运动的精密控制。
气动伺服系统由气源部分、执行机构部分和控制系统三部分组成。
1、气源部分气源部分主要由压缩空气系统和气源处理系统两部分组成。
压缩空气系统是将自然界的空气经过机械压缩、空气冷却过滤处理后供给气动元件的设备。
而气源处理系统是对压缩空气进行除油、去水、除尘等处理的系统。
2、执行机构部分气动执行机构是完成力的转换和运动控制的机构,通常包括气缸、气动旋转执行机构、气动夹持机构等。
3、控制系统部分控制系统部分包括传感器、控制器、执行器等三个部分。
传感器是对被控物通过检测和测量得到的信息,控制器是根据传感器的信息,对执行器进行控制的部分,执行器是实现执行机构部分动作的部分。
二、气动伺服系统的控制技术气动伺服系统是利用气压来实现控制的,因此必须采用一些高科技的控制技术,才能够达到精确控制的效果。
下面介绍几种常见的气动伺服系统的控制技术:1、气动伺服系统的PID控制技术PID控制是一种经典控制技术,可以被广泛应用于气动伺服系统的控制中。
PID控制基于误差信号,通过比例、积分和微分操作来获取输出控制信号。
例如,在气动伺服系统中,传感器检测到执行部分的运动状态,控制器通过PID控制方法产生控制信号,从而实现对系统的精确控制。
2、气动伺服系统的智能控制技术智能控制技术是将人工智能和控制理论相结合,开发出能够自适应、自学习并根据外界环境变化进行调整的高级控制技术。
在气动伺服系统中,智能控制技术可以根据传感器检测的反馈信息,自主地识别运动过程中的特殊情况,在执行部分高速运动时自动进行调整,以保证系统的精准控制。
第4章气动比例/伺服控制技术及应用随着电子、材料、控制理论及传感器等科学技术的发展,气动比例/伺服控制技术得到了快速提高。
以比例/伺服控制阀为核心组成的气动比例/伺服控制系统可实现压力、流量连续变化的高精度控制,能够满足自动化设备的柔性生产要求。
气动控制系统与油压控制系统相比,最大的不同点在于空气与油压的压缩性和粘性的不同。
空气的压缩性大、粘性小,有利于构成柔软型驱动机构和实现高速运动。
相反,压缩性大会带来压力响应的滞后;粘性小意味着系统阻尼小或衰减不足,易引起系统响应的振动。
另外,由于阻尼小,系统的增益系数不可能高,系统的稳定性易受外部干扰和系统参数变化的影响,难于实现高精度控制。
过去人们一直认为气动控制系统只能用于气缸行程两端的开关控制,难于满足对位置或力连续可调的高精度控制要求。
但是,随着新型的气动比例/伺服控制阀的开发和现代控制理论的导入,气动比例/伺服控制系统的控制性能得到了极大的提高。
再加上气动系统所具有的轻量、价廉、抗电磁干扰和过载保护能力等优点,气动比例/伺服控制系统越来越受到设计者的重视,其应用领域正在不断地扩大。
4.1 气动比例/伺服控制阀比例控制阀与伺服控制阀的区别并不明显,但比例控制阀消耗的电流大、响应慢、精度低、价廉和抗污染能力强;而伺服阀则相反。
再者,比例控制阀适用于开环控制,而伺服控制阀则适用于闭环控制。
由于比例/伺服控制阀正处于不断地开发和完善中,新类型较多。
4.1.1 比例控制阀气动比例控制阀能够通过控制输入信号(电压或电流),实现对输出信号(压力或流量)的连续成比例控制。
按输出信号的不同,可分为比例压力阀和比例流量阀两大类。
其中比例压力阀按所使用的电控驱动装置的不同,又有喷咀挡板型和比例电磁铁型之分。
其分类如图4-1所示。
图4-1 气动比例控制阀的类型1 比例压力阀(1)喷咀挡板型。
喷咀挡板型比例压力阀的主阀结构和工作原理与先导式减压阀相似,都是调整、控制二次输出压力。
所不同的是前者用电控调压装置来代替后者的手动调压装置,即用先导压力来代替调压弹簧。
具体来讲,就是利用电控驱动装置来调节挡板与喷咀之问的距离,改变作用在膜片上腔的背压,使主阀芯在新的位置上达到平衡,从而得到一个与输入信号成比例的输出压力。
按档板驱动机构的不同又有力马达驱动型和压电晶片驱动型之分。
力马达主要由定磁铁和动线圈构成,由动线圈输出直线位移。
在力马达驱动型比例阀中,把动线圈与挡板直接相连。
靠动线圈中产生的与输入信号成比例的力,来推动挡板移动。
力矩马达驱动型的特点:小电流(20mA),不需专用的控制器。
精度为±1.5%FS,响应速度为0.6s。
适用于中等控制精度和响应速度的应用场合。
压电晶片驱动型是利用压电晶片输出的位移能随着控制电压而变化的特性,把压电晶片与挡板直接相连。
并内藏二次压检测传感器,构成二次压的局部负反馈控制。
压电晶片驱动型的特点:由于在内部采用了压力负反馈控制方式,控制精度(±0.5%FS)、滞环小,但响应速度慢(1.5s)。
适用于高控制精度要求的应用场合。
(2)比例电磁铁型把比例电磁铁作为电控驱动装置,其主阀结构与普通电磁换向阀相似。
所不同的是作用在阀芯上的力,阀芯一端的作用力为比例电磁铁的吸力F1,另一端为二次压力F2。
依靠两力的差来推动阀芯移动,从而调整二次压力值,直到达到设定值。
其动作原理如图3所示。
在图4-2中,当F1 <F2时,A口与R口接通向外排气,降低二次压力;当F1>F2时,P口与A妇接通供气,提高二次压力;当F1=F2,即二次压力达到设定值时,控制开口关闭。
其特点为:由于是直动式,响应速度快(0.1~0.2s),但控制精度低(±1.5~2.5%FS);比例线圈所需的驱动电流大(0.8~lA),再者为了提高精度,需向阀芯施加颤振信号,故需专用的控制器,由各生产厂家提供,适用于高响应速度,中等精度要求的应用场合。
图4-3为比例电磁铁型压力比例阀的电流一压力特性。
图4-2 比例电磁铁型比例压力阀的动作原理图4-3比例电磁铁型压力比例阀的电流一压力特性气控比例压力阀是一种比例元件,阀的输出压力与信号压力成比例,图4-4为比例压力阀的结构原理。
当有输入信号压力时,膜片6变形,推动硬芯使主阀芯2向下运动,打开主阀口,气源压力经过主阀芯节流后形成输出压力。
膜片5起反馈作用,并使输出压力信号与信号压力之间保持比例。
当输出压力小于信号压力时,膜片组向下运动。
使主阀口开大,输出压力增大。
当输出压力大于信号压力时,膜片6向上运动,溢流阀芯3开启,多余的气体排至大气。
调节针阀7的作用是使输出压力的一部分加到信号压力腔.形成正反馈,增加阀的工作稳定性。
图4-4 气控比例压力阀1 弹簧2阀芯3溢流阀芯4阀座5输出压力膜片8控制压力膜片7调节针阀图4-5所示为喷嘴挡板式电控比例压力阀。
它由动圈式比例电磁铁、喷嘴档板放大器、气控比例压力阀三部分组成,比例电磁铁由永久磁铁l0、线圈9和片簧8构成。
当电流输入时,线圈9带动档板7产生微量位移,改变其与喷嘴6之间的距离,使喷嘴6的背压改变。
膜片组4为比例压力阀的信号膜片及输出压力反馈膜片。
背压的变化通过膜片4控制阀芯2的位置,从而控制输出压力。
喷嘴6的压缩空气由气源节流阀5供给。
图4-5电控比例压力阀1弹簧2阀芯3溢流口4膜片组5节流阀6喷嘴7挡板8簧片9 线圈10磁铁2 比例流量阀比例流量阀是通过控制比例电磁铁线圈中的电流来改变阀芯的开度(有效断面积),实现对输出流量的连续成比例控制。
其外观和结构与压力型相似。
所不同的是压力型的阀芯具自调压特性,靠二次压力与比例电磁力相平衡,来调节二次压力的大小;而流量型的阀芯具有节流特性,靠弹簧力与比例电磁力相平衡,来凋节流量的大小和流通方向按通数的不同,比例流量阀叉有二通与=通之分。
其动作原理如图4-6所示。
在图4-6中,依靠与F2的平衡,来改变阀芯的开口面积和位置。
随着输入电流的变化,三通阀的阀芯按①﹣②﹣③的顺序移动,二通阀的阀芯刚按②﹣③的顺序移动。
比例流量阀主要应用于气缸或气马达的位置或速度控制。
图4-6 比例电磁铁型比例流量阀的动作原理4.1.2 伺服控制阀气动伺服阀的工作原理与气动比例阀类似,它也是通过改变输入信号来对输出信号的参数进行连续、成比例的控制。
与电液比例控制阀相比,除了在结构上有差异外,主要在于伺服阀具有很高的动态响应和静态性能。
但其价格较贵,使用维护较为困难。
气动伺服阀的控制信号均为电信号,故又称电一气伺服阀。
是一种将电信号转换成气压信号的电气转换装置。
它是电一气伺服系统中的核心部件。
图4-7为力反馈式电一气伺服阀结构原理图。
其中第一级气压放大器为喷嘴挡板阀,由力矩马达控制,第二级气压放大器为滑阀。
阀芯位移通过反馈杆5转换成机械力矩反馈到力矩马达上。
其工作原理为:当有一电流输入力矩马达控制线圈时,力矩马达产生电磁力矩,使挡板偏离中位(假设其向左偏转),反馈杆变形。
这时两个喷嘴档板阀的喷嘴前腔产生压力差(左腔高于右腔),在此压力差的作用下,滑阀移动(向右),反馈杆端点随着一起移动,反馈杆进一步变形,变形产生的力矩与力矩马达的电磁力矩相平衡,使挡板停留在某个与控制电流相对应的偏转角上。
反馈杆的进一步变形使挡板被部分拉回中位,反馈杆端点对阀芯的反作用力与阀芯两端的气动力相平衡,使阀芯停留在与控制电流相对应的位移上。
这样,伺服阀就输出一个对应的流量,达到了用电流控制流量的目的。
图4-7 电-气伺服阀1节流口2过滤器3气室4补偿弹簧5反馈杆6喷嘴7挡板8线圈9支持弹簧10导磁体11磁铁MPYE型气动伺服阀是FESTO 公司于开发的一种直动式气动伺服阀,其结构如图4-8所示。
主要由力马达、阀芯位移检测传感器、控制电路、主阀等构成。
阀芯由力马达直接驱动,其位移由传感器检测,形成阀芯位移的局部负反馈,从而提高了响应速度和控制精度。
图4-8 MPYE型气动伺服罔结构图该阀为三位五通,O型中位机能。
电源电压为DC24V,输入电压为0~10V。
在图4-9的输入电压对应着不同的阀芯开口面积和位置,也即不同的流量和流动方向。
电压为5V时,阀芯出于中位;0~5V时,P口与A口相通;5~10V时,P口与B口相通。
突然停电时,结构上使阀芯返回到中位,气缸原位停止,提高了系统的安全性。
该阀具有良好的静、动态特性,如表4-1所示。
图4-9 输入电压一输出流量的特性曲线(MPYE型伺服阀,FESTO公司生产)表4-1 MPYE型气动伺服阀的主要性能指标4.1.3 气动数字控制阀脉宽调制气动伺服控制是数字式伺服控制,采用的控制阀大多为开关式气动电磁阀,称脉宽调制伺服阀,也称气动数字阀。
脉宽调制伺服阀用在气动伺服控制系统中,实现信号的转换和放大作用。
常用的脉宽调制伺服阀的结构有四通滑阀型和三通球阀型。
图4-10为滑阀式脉宽调制伺服阀原理。
滑阀两端各有一个电磁铁,脉冲信号电流轮流加在两个电磁铁上,控制阀芯按脉冲信号的频率作往复运动。
图4-10气动数字阀(脉宽调制伺服阀)1电磁铁2衔铁3阀体4阀芯5反馈弹簧开关电磁阀型比例压力阀如图4-11所示。
其电控调压装置由进、排气高速开关电磁阀、二次压检测传感器和控制电路构成。
当有输入信号时,进气电磁阀打开,排气电磁阀关闭,向主阀先导腔供气,主阀芯下移,输出二次压力。
同时二次压力值由压力传感器检测,并反馈到控制电路。
控制电路以输入信号与输出二改压的偏差为基础,用PWM 控制方式驱动进、排气电磁阀,实现对先导腔压力的调节直到偏差为零,进、排气电磁阀均关闭,主阀芯在新的位置上达到平衡,从而得到一个与输入信号成比例的输出压力,其特点为:仅当电磁阀动作时才消耗压缩空气,耗气量小、耐振动、对空气质量要求低精度为±1~1.5%FS,响应速度为0.2~0.5s。
适用于中等控制精度和响应速度的应用场合。
图4-11开关电磁阀型比例压力阀的动作原理4.1.4 新型驱动方法及电-气比例/伺服控制阀的发展随着新材料的出现及其应用,驱动方法也发生了巨大的变化,从传统机械驱动机构到电控驱动机构,电一气比例/伺服控制阀的研究成为电气技术的热点。
新型驱动机构都有着共同点:位移控制精密、控制方便、驱动负载能力强等。
1 压电驱动压电驱动是利用压电晶体的逆压电效应形成驱动能力,可以构成各种结构的精密驱动器件。
压电晶体产生的位移与输入信号有较好的线性关系,控制方便,产生的力大,带负载能力强,频响高,功耗低,将它作为驱动元件取代传统的电磁线圈来构造气动比例/伺服阀,使比例/伺服阀微小型化,这将给电子控制智能和气动系统的集成提供全新的发展空间。
压电驱动技术可以利用双晶片的弯曲特性(如图4-12a、b所示),制作成各种开关阀、减压阀,也可以利用压电叠堆直接推动阀芯(如图4-12c所示)构造成直动式或带位移放大机构的比例/伺服阀,实现对输出信号(流量或压力)的高精度控制。