刀具半径补偿
- 格式:ppt
- 大小:1.04 MB
- 文档页数:26

第五节刀具半径补偿原理第五节刀具半径补偿原理一. 刀具半径补偿的基本概念1. 什么是刀具半径补偿(Tool Radius Compensation[offset ])根据按零件轮廓编制的程序和预先设 定的偏置参数,数控 装置能实时自动生成 刀具中心轨迹的功能 称为刀具半径补偿功 能。
A’B’C”C B A G41刀具G42刀具编程轨迹刀具中心轨迹C’第五节刀具半径补偿原理2. 刀具半径补偿功能的主要用途实时将编程轨迹变换成刀具中心轨迹。
可避免在加工中由于刀具半径的变化(如由于刀具损坏而换刀等原因)而重新编程的麻烦。
刀具半径误差补偿,由于刀具的磨损或因换刀引起的刀具半径的变化,也不必重新编程,只须修改相应的偏置参数即可。
减少粗、精加工程序编制的工作量。
由于轮廓加工往往不是一道工序能完成的,在粗加工时,均要为精加工工序预留加工余量。
加工余量的预留可通过修改偏置参数实现,而不必为粗、精加工各编制一个程序。
3. 刀具半径补偿的常用方法:B 刀补:R 2 法,比例法,该法对加工轮廓的连接都是以圆弧进行的。
如图示,第五节刀具半径补偿原理A’B’C”C B A G41刀具G42刀具编程轨迹刀具中心轨迹C’在外轮廓尖角加工时,由于轮廓尖角处,始终处于切削状态,尖角的加工工艺性差。
在内轮廓尖角加工时,由于C ”点不易求得(受计算能力的限制)编程人员必须在零件轮廓中插入一个半径大于刀具半径的园弧,这样才能避免产生过切。
这种刀补方法,无法满足实际应用中的许多要求。
因此现在用得较少,而用得较多的是C 刀补。
第五节刀具半径补偿原理A’B’C”C B A G41刀具G42刀具编程轨迹刀具中心轨迹C’C 刀补采用直线作为轮廓间的过渡特点:尖角工艺性好可实现过切自动预报(在内轮廓加工时) ,从而避免产生过切。
第五节刀具半径补偿原理A’B’C”C B A G41刀具G42刀具编程轨迹刀具中心轨迹C’两种刀补方法区别1. B刀补这种方法的特点是刀具中心轨迹的段间连接都是以圆弧进行的。
刀具半径补偿指令在进行数控编程时,除了要充分考虑工件的几何轮廓外,还要考虑是否需要采用刀具半径补偿,补偿量为多少以及采用何种补偿方式。
数控机床的刀具在实际的外形加工中所走的加工路径并不是工件的外形轮廓,还包含一个补偿量。
一、补偿量包括:1、实际使用刀具的半径。
2、程序中指定的刀具半径与实际刀具半径之间的差值。
3、刀具的磨损量。
4、工件间的配合间隙。
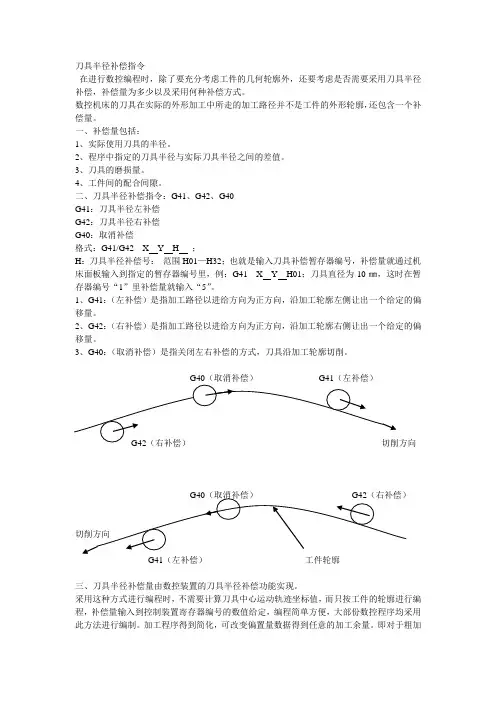
二、刀具半径补偿指令:G41、G42、G40G41:刀具半径左补偿G42:刀具半径右补偿G40:取消补偿格式:G41/G42 X Y H ;H:刀具半径补偿号:范围H01—H32;也就是输入刀具补偿暂存器编号,补偿量就通过机床面板输入到指定的暂存器编号里,例:G41 X Y H01;刀具直径为10㎜,这时在暂存器编号“1”里补偿量就输入“5”。
1、G41:(左补偿)是指加工路径以进给方向为正方向,沿加工轮廓左侧让出一个给定的偏移量。
2、G42:(右补偿)是指加工路径以进给方向为正方向,沿加工轮廓右侧让出一个给定的偏移量。
3、G40:(取消补偿)是指关闭左右补偿的方式,刀具沿加工轮廓切削。
G40(取消补偿)G41(左补偿)G42(右补偿)切削方向G40(取消补偿)G42(右补偿)切削方向G41(左补偿)工件轮廓三、刀具半径补偿量由数控装置的刀具半径补偿功能实现。
采用这种方式进行编程时,不需要计算刀具中心运动轨迹坐标值,而只按工件的轮廓进行编程,补偿量输入到控制装置寄存器编号的数值给定,编程简单方便,大部份数控程序均采用此方法进行编制。
加工程序得到简化,可改变偏置量数据得到任意的加工余量。
即对于粗加工和精加工可用同一程序、同一刀具。
刀具半径补偿是通过指明G41或G42来实现的。
为了能够顺利实现补偿功能,要注意以下问题:1、G41、G42通常和指令连用(也就是要激活),激活刀具偏置不但可以用直线指令G01,也可以通过快速点定位指令G00。
但一般情况下G41和G42和G02、G03不能出现在同一程序段内,这样会引起报警。
刀具半径补偿原理一、刀具半径补偿的基本概念(一)什么是刀具半径补偿根据按零件轮廓编制的程序和预先设定的偏置参数,实时自动生成刀具中心轨迹的功能成为刀具半径补偿功能。
(二)刀具半径功能的主要用途(1)由于刀具的磨损或因换刀引起的刀具半径变化时,不必重新编程,只需修改相应的偏置参数即可。
(2)加工余量的预留可通过修改偏置参数实现,而不必为粗、精加工各编制一个程序。
(三)刀具半径补偿的常用方法1.B刀补特点:刀具中心轨迹的段间都是用圆弧连接过渡。
优点:算法简单,实现容易。
缺点:(1)外轮廓加工时,由于圆弧连接时,刀具始终在一点切削,外轮廓尖角被加工成小圆角。
(2)内轮廓加工时,必须由编程人员人为的加一个辅助的过渡圆弧,且必须保证过渡圆弧的半径大于刀具半径。
这样:一是增加编程工作难度;二是稍有疏忽,过渡圆弧半径小于刀具半径时,会因刀具干涉而产生过切,使加工零件报废。
2.C刀补特点:刀具中心轨迹段间采用直线连接过渡。
直接实时自动计算刀具中心轨迹的转接交点。
优点:尖角工艺性好;在加工内轮廓时,可实现过切自动预报。
两种刀补在处理方法上的区别:B刀补采用读一段,算一段,走一段的处理方法。
故无法预计刀具半径造成的下一段轨迹对本段轨迹的影响。
C刀补采用一次对两段进行处理的方法。
先处理本段,再根据下一段来确定刀具中心轨迹的段间过渡状态,从而完成本段刀补运算处理。
二、刀具半径补偿的工作原理(一)刀具半径补偿的过程刀具半径补偿的过程分三步。
1.刀补建立刀具从起点接近工件,在编程轨迹基础上,刀具中心向左(G41)或向右(G42)偏离一个偏置量的距离。
不能进行零件的加工。
2.刀补进行刀具中心轨迹与编程轨迹始终偏离一个偏置量的距离。
3.刀补撤消刀具撤离工件,使刀具中心轨迹终点与编程轨迹终点(如起刀点)重合。
不能进行加工。
(二)C机能刀具半径补偿的转接形式和过渡方式1.转接形式随着前后两段编程轨迹线形的不同,相应的刀具中心轨迹有不同的转接形式。
刀具半径补偿方向的判定原则
刀具半径补偿方向的判定原则可以根据切削情况和刀具的特性来决定。
一般来说,可以采用以下几个原则进行判定:
1. 内外切的判定原则:当切削轮廓是由内外两个轮廓相交而成时,可以根据内切和外切的关系来判定刀具的补偿方向。
如果刀具在内轮廓外侧,可以选择内切方向进行补偿;如果刀具在外轮廓内侧,可以选择外切方向进行补偿。
2. 切削力方向的判定原则:切削产生的力对刀具会有一定的影响,一般来说,切削力的方向会对刀具产生一个推力或者拉力。
可以根据切削力的方向来判定刀具补偿的方向。
如果切削力方向与刀具补偿方向相同,可以选择刀具补偿方向为切削力方向;如果切削力方向与刀具补偿方向相反,可以选择刀具补偿方向为切削力反方向。
3. 切削时的残余材料方向的判定原则:在进行多道次切削时,每次切削后会有一定的残余材料。
可以根据残余材料的方向来判定刀具补偿的方向。
如果残余材料方向与刀具补偿方向相同,可以选择刀具补偿方向为残余材料方向;如果残余材料方向与刀具补偿方向相反,可以选择刀具补偿方向为残余材料反方向。
需要注意的是,在实际应用中,还需考虑刀具的切削特性、材料特性、刀具尺寸等因素,综合考虑选择适当的刀具半径补偿方向。


刀具半径补偿方向的判定原则
摘要:
一、刀具半径补偿的概念
二、刀具半径补偿方向的判定原则
1.向前切削时,刀具半径补偿方向为正值
2.向后切削时,刀具半径补偿方向为负值
三、刀具半径补偿方向的应用
正文:
刀具半径补偿是数控加工中常用的一种刀具补偿方式,可以提高加工效率和精度。
在刀具半径补偿中,刀具的半径补偿方向是一个重要的概念,它直接影响到刀具的加工效果。
本文将介绍刀具半径补偿方向的判定原则。
一、刀具半径补偿的概念
刀具半径补偿是一种在数控加工中用于弥补刀具直径误差的技术。
通过在程序中设置刀具的半径补偿值,可以使刀具在加工过程中自动调整直径,从而达到精确加工的目的。
二、刀具半径补偿方向的判定原则
1.向前切削时,刀具半径补偿方向为正值。
在向前切削的过程中,刀具的半径补偿方向设置为正值,可以使刀具在加工过程中自动向工件内部移动,从而达到精确加工的目的。
2.向后切削时,刀具半径补偿方向为负值。
在向后切削的过程中,刀具的半径补偿方向设置为负值,可以使刀具在加
工过程中自动向工件外部移动,从而达到精确加工的目的。
三、刀具半径补偿方向的应用
在实际加工过程中,刀具半径补偿方向的判定对于加工效果具有重要意义。
如果刀具半径补偿方向设置不当,可能会导致加工精度降低,甚至出现刀具碰撞等事故。
刀具半径补偿的方法
刀具半径补偿是数控加工中常用的一种方法,用于解决刀具直径和轮廓之间的误差问题。
具体的做法可以参考以下几种常见的方法:
1. 半径补偿右
这是最常用的一种方法,即将刀具轮廓的实际路径向右方平移半个刀具直径。
数控系统会根据程序中设定的切削轮廓自动计算平移距离,从而实现刀具半径补偿。
2. 半径补偿左
与半径补偿右相反,将刀具轮廓的实际路径向左方平移半个刀具直径。
3. 半径补偿圆心
这种方法适用于刀具的轮廓为圆弧形状的情况。
在程序中设定刀具轮廓的半径与圆弧的半径一致,然后通过数控系统的半径补偿功能,让刀具按照实际轨迹进行加工。
4. 刀具半径补偿的参数设定
在进行刀具半径补偿前,需要在数控系统中设定一些相关的参数,如刀具半径、补偿方向(左/右)、补偿值等。
这些参数一般在刀具设置或编程界面中进行设定。
需要注意的是,不同的数控系统和加工场景可能会有一些差异,具体的操作方法需根据实际情况和设备使用说明进行调整。
同时,刀具半径补偿也需要考虑切削
力、切削速度等因素,确保加工质量和切削稳定性。

刀具半径补偿的概念1. 各位机床老师傅和学徒们,今天咱聊个特别实用的话题:刀具半径补偿。
说白了,这就是让咱们的刀具切削更准确的一个小妙招。
2. 打个形象的比方,刀具半径补偿就像是走路绕障碍物。
假如你要绕过一个圆柱体,你肯定不会贴着走,而是会保持一定距离,这个距离就相当于咱们说的补偿值。
3. 记得我刚进厂时,老师傅跟我说:"小王啊,你看这刀尖,它又不是一个尖点,而是个圆弧,切削的时候就得把这个圆弧考虑进去,不然加工出来的工件尺寸准准的才怪呢!"4. 咱们来想象一下,刀具就像是圆珠笔的笔尖。
如果你想画一条直线,笔尖的圆润部分会影响实际画出的线条位置。
同样道理,刀具切削时,刀尖的圆弧也会影响实际切削的轨迹。
5. 老王师傅常说:"没有补偿的数控加工,就像戴着眼罩走路,东倒西歪的。
补偿值设置好了,那就像戴上了一副合适的眼镜,看啥都清楚。
"6. 补偿方向也很重要。
就像开车,有左侧行驶和右侧行驶。
刀具补偿也分左补偿和右补偿,具体选哪个,得看咱们加工的是内轮廓还是外轮廓。
7. 有个徒弟问我:"师父,为啥非得搞这么麻烦?直接按图纸编程不就得了?"我就告诉他:"你想啊,刀具总会磨损的,半径会变小,要是不补偿,工件尺寸不就超差了吗?"8. 补偿值的计算也不难。
就拿最常用的圆弧刀具来说,测量一下刀尖圆弧半径,输入到数控系统里,系统就会自动计算补偿路径。
就像是给系统戴上了一个"智能眼镜"。
9. 还有个有趣的现象,不同的加工方向需要不同的补偿方式。
就像打篮球运球,有时候要从左边绕过对手,有时候要从右边绕过,选择合适的路线才能突破防守。
10. 我经常跟新来的操作工说:"刀具补偿就是给刀具画了一条新路,让它不走原来的路,而是走一条考虑了刀具实际尺寸的新路。
这样加工出来的工件才能和图纸上的尺寸一模一样。
"11. 在实际操作中,咱们还得注意补偿的进入和退出。
刀具半径补偿的判定方法
以下是 6 条关于刀具半径补偿的判定方法:
1. 嘿,你想知道怎么看刀具半径补偿合不合适吗?就像你挑衣服看合不合身一样!比如说在加工一个圆形工件的时候,你看看加工出来的圆是不是光滑圆润呀,如果不是,那刀具半径补偿可能就没设对呢!
2. 哎呀呀,刀具半径补偿的判定还不简单嘛?你想想,好比走路,你得走对方向吧!在数控加工中也是一样啊,如果加工出来的尺寸总是不对头,那是不是刀具半径补偿出问题啦!就像你本想去东边,结果走反了方向!
3. 告诉你哦,刀具半径补偿可以从刀具的运动轨迹来看呀!就像你跑步的路线一样清晰明了!比如刀具在加工内角的时候,它的轨迹有没有怪怪的,这就能看出补偿有没有搞对呀!
4. 嘿,刀具半径补偿的秘密你还不知道呀?你看,如果加工出来的工件表面坑坑洼洼的,那不就像是脸上长了麻子一样明显嘛,这大概率就是刀具半径补偿没弄好呀!
5. 哇塞,判断刀具半径补偿其实挺好玩的呀!就好比你下棋,得走对每一步。
在加工复杂形状的时候,你观察一下加工效果,是不是哪里不对劲,那就是补偿在给你发信号啦!
6. 哈哈,刀具半径补偿的判定其实不难发现啦!就像你听音乐,节奏对不对一听就知道。
当加工过程中出现异常,你就该想想是不是刀具半径补偿这个小家伙在捣乱呀!
总之呀,刀具半径补偿的判定需要细心观察和经验积累,只要多注意加工中的各种细节表现,你肯定能轻松掌握!。
【四】刀具长度补偿和半径补偿数控加工中,刀具实际所在的位置往往和编程时刀具理论上应在的位置不同,这是我们需要重新根据刀具位置来修改程序,然而正如大家知道的,修改程序是一件多么繁杂而易错的环节,因此,刀具补偿的概念就应运而生。
所谓刀具补偿就是用来补偿刀具实际安装位置与理论编程位置之差的一种功能。
使用刀具补偿功能后,改变刀具,只需要改变刀具位置补偿值即可,而不必修改数控程序.刀具补偿中我们经常用的有长度补偿和半径补偿,一般初入数控行业的人很难熟练的使用这两种补偿,下面我们就这两种补偿方式详细讲解一下。
一、刀具长度补偿1、刀具长度补偿的概念首先我们应了解一下什么是刀具长度。
刀具长度是一个很重要的概念.我们在对一个零件编程的时候,首先要指定零件的编程中心,然后才能建立工件编程坐标系,而此坐标系只是一个工件坐标系,零点一般在工件上。
长度补偿只是和Z坐标有关,它不象X、Y 平面内的编程零点,因为刀具是由主轴锥孔定位而不改变,对于Z 坐标的零点就不一样了。
每一把刀的长度都是不同的,例如,我们要钻一个深为50mm的孔,然后攻丝深为45mm,分别用一把长为250mm的钻头和一把长为350mm的丝锥。
先用钻头钻孔深50mm,此时机床已经设定工件零点,当换上丝锥攻丝时,如果两把刀都从设定零点开始加工,丝锥因为比钻头长而攻丝过长,损坏刀具和工件。
此时如果设定刀具补偿,把丝锥和钻头的长度进行补偿,此时机床零点设定之后,即使丝锥和钻头长度不同,因补偿的存在,在调用丝锥工作时,零点Z坐标已经自动向Z+(或Z)补偿了丝锥的长度,保证了加工零点的正确。
2、刀具长度补偿指令通过执行含有G43(G44)和H指令来实现刀具长度补偿,同时我们给出一个Z坐标值,这样刀具在补偿之后移动到离工件表面距离为Z的地方。
另外一个指令G49是取消G43(G44)指令的,其实我们不必使用这个指令,因为每把刀具都有自己的长度补偿,当换刀时,利用G43(G44)H指令赋予了自己的刀长补偿而自动取消了前一把刀具的长度补偿。
言1.刀具半径补偿的基本概念2.在轮廓加工过程中,由于刀具总有一定的半径(如铣刀半径或线切割机的钼丝半径等),刀具中心的运动轨迹与所需加工零件的实际轮廓并不重合。
如在图1中,粗实线为所需加工的零件轮廓,点划线为刀具中心轨迹。
由图可见在进行内轮廓加工时,刀具中心偏离零件的内轮廓表面一个刀具半径值。
在进行外轮廓加工时,刀具中心又偏离零件的外轮廓表面一个刀具半径值。
这种偏移,称为刀具半径补偿。
3.采用刀具半径补偿的作用和意义数控机床一般都具备刀具半径补偿的功能。
在加工中,使用数控系统的刀具半径补偿功能,就能避开数控编程过程中的繁琐计算,而只需计算出刀具中心轨迹的起始点坐标值就可。
同时,利用刀具半径补偿功能,还可以实现同一程序的粗、精加工以及同一程序的阴阳模具加工等功能。
4.刀具半径补偿指令的使用方式根据ISO 标准规定,当刀具中心轨迹在编程轨迹前进方向的左边时,称为左刀补,用G41表示;刀具中心轨迹在编程轨迹前进方向的右边时,称为右刀补,用G42表示;注销刀具半径补偿时用G40表示。
2 刀具半径补偿过程1.刀具半径补偿建立:当输入BS缓冲器的程序段包含有G41/G42命令时,系统认为此时已进入刀补建立状态。
当以下条件成立时,加工中心以移动坐标轴的形式开始补偿动作。
1.有G41或G42被指定;2.在补偿平面内有轴的移动;3.指定了一个补偿号或已经指定一个补偿号但不能是D00;4.偏置(补偿)平面被指定或已经被指定;5.G00或G01模式有效。
2.补偿模式:在刀具补偿进行期间,刀具中心轨迹始终偏离编程轨迹一个刀具半径值的距离。
此时半径补偿在G00、G01、G02、G03情况下均有效。
3.取消补偿:使用G40指令消去程序段偏置值,使刀具撤离工件,回到起始位置,从而使刀具中心与偏程轨迹重合。
当以下两种情况之一发生时加工中心补偿模式被取消。
①给出G40同时要有补偿平面内坐标轴移动。
②刀具补偿号为D00。
3 刀具半径补偿在加工中心中的应用有了刀具半径自动补偿功能,除可免去刀心轨迹的人工计算外,还可利用同一加工程序去完成粗、精加工及阴阳模具加工等。