3DP技术的制作后处理简介
- 格式:ppt
- 大小:572.00 KB
- 文档页数:9

青岛3D打印分享:3D打印技术之3DP技术1、3DP技术1.1 3DP技术概念3DP技术,全称为三维印刷工艺(Three-Dimensional Printing),该技术通过使用液态连结体将铺有粉末的各层固化,以创建三维实体原型。
1.2 3DP技术历史简介三维印刷(3DP)工艺是美国麻省理工学院Emanual Sachs等人研制的。
E.M.Sachs 于1989年申请了3DP(Three-Dimensional Printing)专利,该专利是非成形材料微滴喷射成形范畴的核心专利之一1.3 3DP技术的成型原理3DP工艺是采用粉末材料成形,如陶瓷粉末,金属粉末。
制作时通过喷头用粘接剂(如硅胶)将零件的截面印刷在材料粉末上面,这样逐层打印成型。
1.4 3DP技术所需耗材3DP技术目前可以使用的打印耗材有石膏粉末、陶瓷粉末、金属粉末等。
1.5 3DP技术应用范围3DP技术不光可以运用于制作概念模型、内部复杂的模型以及制作颜色多样的模型。
1.6 3DP技术的优缺点1.6.1 3DP技术的优点①成型速度快,材料价格低;②可制作彩色原型;③制作过程中无需支撑,多余粉末去除方便,后处理方便;1.6.2 3DP技术的缺点①强度较低,只能做概念型模型,而不能做功能性试验。
2、3DP技术制造过程3DP技术的制造过程分为三个步骤:即模型设计、打印、后处理。
首先,工作人员利用CAD等制作软件设计出所需要打印的模型,将设计的模型格式转换为STL格式,然后切片,把数据输入打印机中,进行打印。
其次,在打印开始时,在成型室工作台上,均匀的铺上一层粉末材料,然后喷头按照原型截面形状,将粘结材料有选择性的打印到已铺好的粉末上,使原型截面有实体区域内的粉末粘结在一起,形成截面轮廓,一层打印完后,工作台下降到一个截面的高度,然后重复上面的步骤,直至原型打印完成。
最后,在原型打印完毕后,工作人员把原型从工作台上拿出,并经过高温烧结、热等静压等工艺,进行后处理。
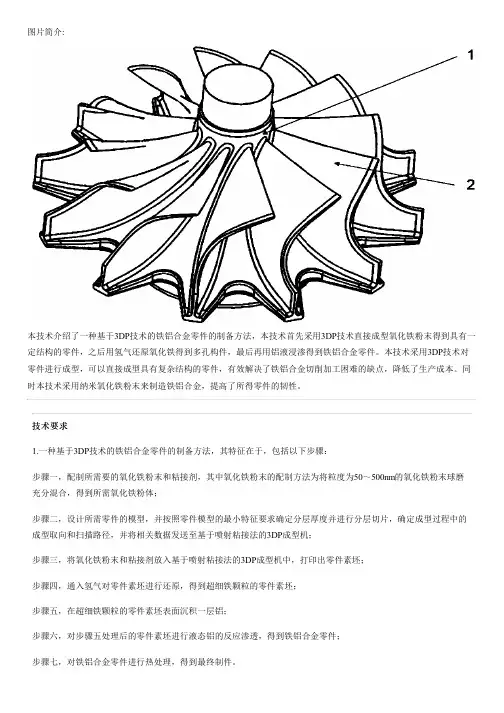
图片简介:本技术介绍了一种基于3DP技术的铁铝合金零件的制备方法,本技术首先采用3DP技术直接成型氧化铁粉末得到具有一定结构的零件,之后用氢气还原氧化铁得到多孔构件,最后再用铝液浸渗得到铁铝合金零件。
本技术采用3DP技术对零件进行成型,可以直接成型具有复杂结构的零件,有效解决了铁铝合金切削加工困难的缺点,降低了生产成本。
同时本技术采用纳米氧化铁粉末来制造铁铝合金,提高了所得零件的韧性。
技术要求1.一种基于3DP技术的铁铝合金零件的制备方法,其特征在于,包括以下步骤:步骤一,配制所需要的氧化铁粉末和粘接剂,其中氧化铁粉末的配制方法为将粒度为50~500nm的氧化铁粉末球磨充分混合,得到所需氧化铁粉体;步骤二,设计所需零件的模型,并按照零件模型的最小特征要求确定分层厚度并进行分层切片,确定成型过程中的成型取向和扫描路径,并将相关数据发送至基于喷射粘接法的3DP成型机;步骤三,将氧化铁粉末和粘接剂放入基于喷射粘接法的3DP成型机中,打印出零件素坯;步骤四,通入氢气对零件素坯进行还原,得到超细铁颗粒的零件素坯;步骤五,在超细铁颗粒的零件素坯表面沉积一层铝;步骤六,对步骤五处理后的零件素坯进行液态铝的反应渗透,得到铁铝合金零件;步骤七,对铁铝合金零件进行热处理,得到最终制件。
2.根据权利要求1所述的一种基于3DP技术的铁铝合金零件的制备方法,其特征在于,步骤一中,粘接剂的配制方法为按照质量分数取0.5%~1.5%的瓜尔豆胶、2%~4%的羧甲基纤维素钠,剩余量为蒸馏水;将瓜尔豆胶、羧甲基纤维素钠和蒸馏水混合后搅拌均匀,得到粘接剂。
3.根据权利要求1所述的一种基于3DP技术的铁铝合金零件的制备方法,其特征在于,步骤二中,设计所需零件的模型时,根据零件素坯在之后的处理过程中体积的收缩,将零件模型放大,收缩率范围为5%~10%。
4.根据权利要求1所述的一种基于3DP技术的铁铝合金零件的制备方法,其特征在于,步骤二中,分层厚度为0.1~0.5㎜。

3D打印技术的原理、优缺点及应用1. 原理3D打印技术是一种逐层制造的技术,通过在三维空间内逐层堆叠原材料,实现复杂物体的制造。
其原理主要包括以下几个步骤:1.建模:首先,使用计算机辅助设计(CAD)软件创建三维模型,或者通过3D扫描仪扫描现实物体获取其三维模型。
2.切片:将三维模型切割成连续的薄层,每一层厚度通常为几十到几百微米。
3.打印:将切片后的模型输入到3D打印机中,3D打印机按照切片信息逐层将原材料(如塑料、金属粉末等)加热或固化,定向粘接在一起。
4.后处理:打印完成后,通常需要进行后处理,如去除支撑结构、打磨、喷涂等。
2. 优缺点2.1 优点•无需模具:相对于传统制造技术,3D打印技术不需要制造模具,大大降低了制造成本和时间,特别适用于小批量生产和个性化定制。
•设计自由度高:设计人员可以通过CAD软件设计出复杂形状的模型,并且可以通过参数调整快速进行设计迭代,方便快捷。
•减少浪费:3D打印技术采用逐层堆叠的方式制造物体,只使用所需材料,减少了物料浪费。
2.2 缺点•速度较慢:与传统制造技术相比,3D打印技术的制造速度较慢,需要逐层堆叠,因此适用于生产周期相对较长的产品。
•材料有限:目前3D打印技术材料的种类和性能相对有限,尤其在高温、高强度等特殊环境下的应用受限。
•成本相对较高:虽然3D打印技术在小批量生产和个性化定制上具有优势,但相对于传统制造技术,其成本较高。
3. 应用3D打印技术在各个领域有着广泛的应用,以下是一些常见的应用领域:•汽车制造:3D打印技术可以用于汽车零部件的快速制造和原型验证,加速产品开发周期。
•医疗领域:3D打印技术可用于医疗器械的制造、人工器官的生产和手术模拟,加强医学教育和手术实践。
•航空航天:3D打印技术可以制造轻量化结构零部件,并且可以适应不同形状和材料的需求,提高飞机的耐用性和性能。
•建筑领域:通过3D打印技术,可以快速制造建筑模型、零部件及构件,提高建筑设计的效率,并且可以根据个性化需求提供个性化定制的建筑产品。

3D打印技术中的后处理方法及工艺3D打印技术的发展已经带来了许多令人激动的创新。
然而,与许多其他制造过程一样,3D打印的完成并不意味着终点。
打印出来的零件通常需要一些额外的处理,以便达到设计要求并具备所需的性能和质量。
这就是所谓的后处理。
本文将介绍3D打印技术中常用的后处理方法及工艺。
第一种常用的后处理方法是打磨和抛光。
由于3D打印零件的表面通常较粗糙,所以需要进行打磨和抛光来改善其光滑度。
打磨通常采用砂纸、研磨机或其他类似的工具,可以去除打印零件表面的凹凸不平。
而抛光则使用过程中逐渐细化的研磨工具,使零件表面更加光滑。
这些方法可以提高零件的外观和手感,并且对某些应用中的摩擦和磨损性能有所改进。
第二种常用的后处理方法是化学处理。
这种方法通常用于去除3D打印零件上的支撑结构和打印材料之间的附着物。
在某些情况下,加热、溶剂浸泡或化学反应都可以实现这一目的。
化学处理通常可以更彻底地清除支撑结构和附着物,同时仍保持零件的完整性和几何形状。
第三种常用的后处理方法是染色和涂层。
通过染色和涂层可以改变3D打印零件的外观和颜色。
这可以通过涂层的方式实现,例如喷涂或浸涂。
染色和涂层可以为3D打印零件增加更多的个性化选择,并改善其耐用性和耐久性。
此外,当零件用于特定要求下时,这些方法可以帮助实现零件特定的性能,例如防腐蚀或抗UV 光。
第四种常用的后处理方法是热处理。
通过对3D打印零件进行热处理,可以改变其性能和材料结构。
例如,淬火可以使材料更坚硬,而回火则可以改善其韧性。
热处理可以根据所需的结果进行不同的温度和处理时间选择,以达到最佳的性能和质量。
第五种常用的后处理方法是表面涂层。
通过在3D打印零件表面施加涂层,可以增加其抗磨损性、抗腐蚀性和防火性能。
这些涂层可以通过喷涂或浸渍等方式施加,提高打印零件的持久性和可靠性,并适应不同的应用需求。
除了上述提到的常用后处理方法,还有一些其他的后处理技术,例如拼接、组装和贴合,这些方法可以将多个3D打印零件组合成一个整体。