《基于Moldflow分析的模具预变形技术》
- 格式:pdf
- 大小:677.00 KB
- 文档页数:2
基于Moldflow分析的模具预变形技术的研究及应用权传斌 钟长浩 沈大刚(长虹美菱股份有限公司 合肥 230601)摘要:注塑件变形是由于材料的收缩,浇注及成型系统中压力变化、温度变化以及内外部应力的客观存在导致了注塑件各部位收缩速率不一致造成温度差异而产生的变形。
本文分析了注塑成型过程中材料收缩不均、冷却、内外应力等因素对注塑件变形的影响,并结合实际零件的分析,阐述了模具设计中通过Moldflow分析对模具预变形设计来减小零件变形的具体方法。
关键词:Moldflow;预变形;收缩Abstract:The pressure and temperature change and objective existence of internal and external stress in molding system which leads to different temperature because of uneven shrinkage rate of the injection molded parts are the reasons of deformation for injection molded parts. The effects of material shrinkage, cooling, material molecular ori-entation, internal and external stress on the deformation of injection molded parts during injection molding are ana-lyzed by this article. Combined with the analysis of real components, the specific method to reduce the components deformation with mold cavity pre-deformation during mold design through Moldflow analysis is explained. Key words:Moldflow; pre-deformation; shrinkageResearch and Application on Mold Pre-deformation Technology Based on Moldflow引言注塑件变形是指注塑制品的形状偏离了模具成型系统的轮廓形状,它是塑料制品常见的缺陷之一,虽然对产品强度及使用寿命影响不大,可以忽略不计,但却影响了产品装配及美观,易引起客户的投诉。

第一章 MOLDFLOW 分析基础知识1.1注塑成型基础知识所谓注塑成型是指将已加热熔化的材料喷射注入到模具内,经由冷却与固化后,得到成品的方法.在树脂原料经由注塑机注塑成型变为塑料制品的整个过程中,包括以下几个部分.计量:为了成型一定大小的塑件,必须使用一定量的颗粒状塑料,这就需要计量.塑化:为了将塑料充入模腔,就必须使其变为熔融状态,流过充入模腔.注塑充模:为了将熔融塑料充入模腔,就需要对熔融塑料施加注塑压力,注入模腔.保压增密:熔融塑料充满模腔后,向模腔内补充因制品冷却收缩所需的物料.制品冷却:保压结束后,制品开始进入冷却定型阶段.开模:制品冷却定型后,注塑机的合模装置带动模具动模部分与定模部分分离.顶件:注塑机的顶出机构顶出塑件.取件:通过人力或机械手取出塑件和浇注系统冷凝料等.闭模:注塑机的合模装置闭合并锁紧模具.1.2注塑成型机注塑成型机可分为柱塞式和螺杆式两种,这两种注塑成型机都是由注塑系统,锁模系统和模具组成..1.2.1注塑系统注塑系统是注塑机的主要组成部分.它能够使树脂原料在注塞或螺杆的推动或旋转推进下均匀塑化,在高压下快速注入模具,注塑系统包括加料装置,料筒,螺杆或柱塞,喷嘴,加压和驱动装置等.1.2.2锁模系统注塑机上实现锁合模具,启闭模具和顶出制件的机构称为锁模系统.熔料在高压下注入模具,必须施加足够大的锁模力才能保证模具严密闭合不溢料,锁模结构还应保证模具启闭灵活,准确,迅速和安全,并防止损坏模具和制件,避免机械受到强烈震动,达到安全运行以延长机器和模具的使用寿命.1.2.3模具模具是为了将树脂原料做成某种形状而用来承接射出树脂的部件.注塑模具主要由浇注系统,成型零件和结构零件组成.1.3注塑成型过程在注塑过程的塑化,填充,保压和冷却这四个主要阶段中,起主要作用的工艺参数也随着注塑过程的变化而变化.塑化塑化是指塑料在料筒内经加热达到良好可塑性的流动状态的全过程.塑化是注塑成型的准备阶段.熔体在进入模腔之前应达到规定的成型温度,并能在规定时间内达到足够数量,熔体温度应均匀一致,不发生或极少发生热分解以保证生产的连续进行.填充这一阶段从柱塞或螺杆开始向前移动起,直至模腔被塑料熔体充满为止.填充过程中包含的重要工艺参数有:熔体温度,注塑压力,填充时间.充模刚开始一段时间内模腔中没有压力,待模腔充满时,料流压力迅速上升达到最大值.充模的时间与模塑压力有关,充模时间长,先进入模内的塑料受到较多的冷却,粘度增大,后面的塑料就需要在较高的压力下才能进入模腔,反之,所需的压力则较小.在前一情况下,由于塑料受到较高的剪切应力,分子定向程度比较大.这种现象如果保留到料温降低至软化点以后,则制品中冻结的定向分子将使制品具有各向异性.这种制品在温度变化较大的使用过程中会出现裂纹,裂纹的方向与分子定向方向是一致的.而且,制品的热稳定性也较差,这是因为塑料的软化点随着分子定向程度增高而降低.高速充模时,塑料熔体通过喷嘴,主流道,分流道和浇口时产生较多的摩擦而使料温升高,这样当压力达到最大值时,塑料熔体的温度就能够保持较高的值,分子定向程度可减少,制品熔接强度也提高.充模过快时,在嵌件后部的熔接往往不好,致使制品强度变劣.保压这是指从熔体充满模腔时起,至柱塞或螺杆撤回时为止的一段时间.保压阶段包括的重要工艺参数有:保压压力,保压时间.保压阶段中,塑料熔体因受到冷却而发生收缩,但因塑料仍然处于柱塞或螺杆的稳压下,料筒内的熔料会被继续注入模腔内补足因收缩而留出的空隙,如果柱塞或螺杆停在原位不动,压力曲线就会略有衰减;如果柱塞或螺杆保持压力不变,也就是随着熔料入模的同时向前做少许移动,则在此段中模内压力维持不变.此时压力曲线与时间轴平行.压实阶段对于提高制品的密度,降低收缩和克服制品表面缺陷都有影响.此外,由于塑料还在流动,而且温度又在不断下降,定向分子容易被冻结,所以这一阶段是大分子定向形成的主要阶段.这一阶段拖延时间愈长,分子定向程度也将愈大.冷却这一阶段是指从浇口的塑料完全冻结时起,到制品从模腔中顶出时为止.冷却阶段包括的重要工艺参数是冷却时间冷却时模腔内压力迅速下降,模腔内塑料在这一阶段内主要是继续冷却,以便制品在脱模时具有足够的刚度而不致发生扭曲变形.在这一阶段内,虽无塑料从浇口流出或流入,但模内还可能有少量的塑料流动,因此到制品脱模时,模内压力不一定等于外界压力,模内压力与外界压力的差值成为残余压力.残余压力的大小与压实阶段的时间长短有密切关系.残余压力为正值时,脱模比较困难,制品容易被刮伤或破裂;残余压力为负值时,制品表面容易有陷痕或内部有真空泡.所以,只有大残余压力接近零时,脱模才比较顺利,并能够获得满意的制品.1.4注塑成型工艺条件注塑成型工艺条件主要包括温度,压力和时间等温度注塑成型过程中的温度主要有熔料温度和模具温度.熔料温度影响塑化和注塑充模,模具温度影响充模和冷却定型.熔料温度指塑化树脂的温度和从喷嘴射出的熔体温度,前者称为塑化温度,后都称为熔体温度.由此看来,熔料温度取决于料筒和喷嘴两部分的温度.熔料温度的高低决定熔体流动性能的好坏.熔料温度高,熔体的粘度小,流动性能好,需要的注塑压力小,成型后的制件表面光洁度好,出现熔接痕,缺料的可能性就小.反之熔料温度低,就会降低熔体的流动性能,会引起表面光洁度低,缺料,熔接痕明显缺陷.但是熔料温度过高会引起材料热降解,导致材料物理和化学性能降低.模具温度是指和制品接触的模腔表面温度.模具温度直接影响熔体的充模流动行为,制件的冷却速度和制件最终质量.提高模具温度可以改善熔体在模腔内的流动性,增强制件的密谋和结晶度以及减小充模压力和制件中的压力.但是,提高模具温度会增加制件的冷却时间,增大制件收缩率和脱模后的翘曲,制件成型周期也会因为冷却时间的增加而变长,降低了生产效率.降低模具温度,虽然能够缩短冷却时间,提高生产率,但是,会降低熔体在模腔内的流动能力,并导致制件产生较大的内应力或者形成明显的熔接痕等制件缺陷.压力注塑过程中的压力主要有注塑压力,保压压力和背压注塑压力是指螺杆或者柱塞沿轴向前移时,其头部向塑料熔体施加的压力.它主要用于克服熔体在成型过程中的流动阻力,还对熔体起一定程度的压实作用.注塑压力对熔体的流动,充模及制件质量都有很大影响.注塑压力的大小取决于制件成型树脂原料的品种,制件的复杂度,壁厚,喷嘴的结构形式,模具浇口的类型和尺寸以及注塑机类型等因素.保压压力是指对模腔内树脂熔体进行压实以及维护向模腔内进行补料流动所需要的压力.保压压力是重要的注塑工艺参数之一,保压压力和保压时间的选择直接影响注塑制品的质量,保压压力与注塑压力一样由液压系统决定.在保压初期,制品重量随保压时间而增加,达到一定时间不再增加.延长保压时间有助于减少制品的收缩率,但过长的保压时间会使制品两个方向上的收缩率程度出现差异.令制品各个方向上的内应力差异增大,造成制品翘曲,粘模.在保压压力及熔体温度一定时,保压时间的选择应取决于浇口凝固时间.背压是指螺杆顶部熔料在螺杆转动后退时对其施加的反向压力.增大背压可以排出原料中的空气,提高熔体密实程度,还会增大熔体内的压力,螺杆后退速度减小,塑化过程的剪切作用加强,摩擦热增多,熔体温度上升,塑化效果提高.但是背压增大后,如果不相应提高螺杆转速,那么,熔体在螺杆计量段螺槽中将会产生较大的逆流和漏流,从而使塑化能力下降.背压的大小与制件成型树脂原料品种,喷嘴种类以及加料方式有关.时间注塑成型周期主要由注塑时间Ti,保压时间Tp,冷却时间Tc,开模时间To组成.th为TP与TC之和.注塑时间是指注塑活塞在注塑油缸内开始向前运动直至模腔被全部充满为止所经历的时间.保压时间为从模腔充满后开始,到保压结束为止所经历的时间.注塑时间与保压时间由制件成型树脂原料的流动性能,制件几何形状,制件尺寸大小,模具浇注系统的形式,成型所用的注塑方式和其他工艺条件等到因素决定.冷却时间指保压结束到开启模具所经历的时间.冷却时间的长短受熔体温度,模具温度,脱模温度和冷却剂温度等因素的影响.在保证取得较好制件质量的前提下,应当尽量缩短冷却时间的大小,否则,会延长制件成型周期,降低生产效率,还可能造成具有复杂几何形状的制件脱模困难.开模时间为模具开启取出制件到下个成型周期开始的时间.注塑机自动化程度高,模具复杂度低,则开模时间短;否则,开模时间较长.1.5常见制品缺陷及产生原因1.5.1短射短射是指由于模具模腔填充不完全造成制品不完整的质量缺陷,即熔体在完成填充之前就已凝结。


丝里丝型丝皇笪堕堂蕉星些_勉—l篮盈_譬冒_重巨煦鲤鱼触.当今的注塑成型产品越来越精密、复杂,对产品的形状和尺寸精度要求也越来越高,这就对我们的产品设计人员、模具设计人员提出了更高的要求。
传统的设计方法以工程师的个人经验为基础,而这种经验在新产品的开发和定量控制方面有很大的局限性,产品的实际形状总是要等产品生产出来后才能知道。
这使得设计周期长,大量时间和成本被浪费在对产品和模具的反复修改中。
而基于CAE技术的设计方法则能在实际的模具和产品被加工出来之前,预测产品的形状和尺寸,检测其是否符合设计要求。
如果不符合的话,还可以分析造成其不符合的原因,然后在计算机上对设计方案进行相应的修改,直到合格为止才进行真正的模具加工和产品生产。
这样就能大大地缩短了产品开发周期,节约了开发成本。
下面我们以注塑成型CAE的专业软件Moldflow为例,来说明CAE技术在产品开发中的应用。
1.产品变形原因分析塑料产品变形的根本原因是收缩不均匀。
其中包括产品各个区域的收缩差异、厚度方向的收缩差异、平行和垂直于分子或纤维取向方向的收缩差异等。
影响塑料收缩的因素则有材料的P、V、T(压力、体积、温度)性能,冷却速率,分子的取向方向及程度,温度差异,以及模具对产品的约束等。
在实际生产中,产品结构、制品材料、模具设计和成型工艺都对产品的变形有影响。
所以,在设计产品的初期就应该选择正确的制品材料,注意产品的几何结构,以使得产品不易变形。
下面我们简单讨论以上各种因素对产品变形的影响情况,如图1所示。
图1各种因素对产品变形的影响情况分祈及其应用Moldflow公司上海办事处陈戈陈建(1)在产品设计上,一般地讲,减小产品壁厚将增大分子取向程度,但将降低收缩。
所以,对于无定形材料的制品而言,减小壁厚将增大变形;而对半结晶材料,则相反。
当然,对于任何一个产品,无论使用何种材料,为减小变形,产品的壁厚都应该尽可能地均匀。
(2)在模具设计方面,主要是要注意浇口位置和冷却系统的分布。
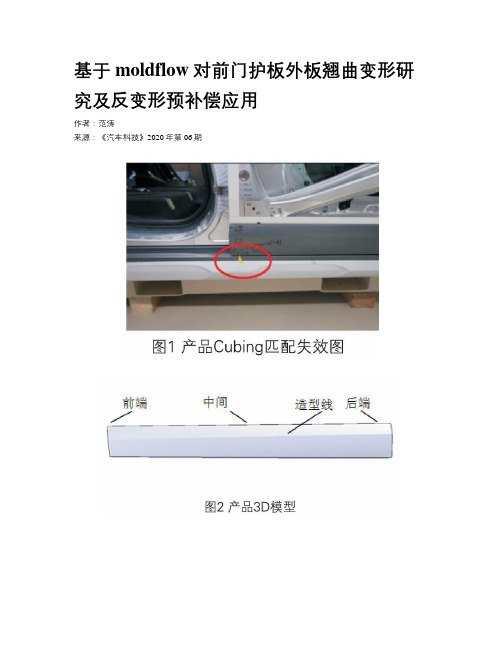
基于moldflow对前门护板外板翘曲变形研究及反变形预补偿应用作者:范涛来源:《汽车科技》2020年第06期摘要:在汽车外饰塑料件薄壁类产品中,受功能及造型限制,一些产品出现壁厚分布不均等情况,容易导致产品收缩不均,成型后会出现较大翘曲变形。
本文利用mlodflow对汽车前门护板外板进行模流分析,确定了翘曲变形的原因及对应的变形量,同时结合产品实际尺寸变形量,验证了模拟分析的准确性,进而确定了产品反变形预补偿量,产品实施反变形预补偿后翘曲变形明显减小,解决了由于产品翘曲变形导致前门护板与门槛装配间隙小的问题,满足Cubing及T-car装车要求。
关键词:moldflow;翘曲;前门护板外板;反变形预补偿中图分类号:U463.82+1 文献标识码:A 文章编号:1005-2550(2020)06-0041-05Abstract: In the thin-wall parts of vehicle exterior plastic products, some have uneven wall thickness distribution and complex modeling due to the limitation of function and modeling appearance, is likely to lead to large warping deformation caused by uneven shrinkage of product. In this paper, the root cause of warping deformation of front door cladding outer part and deformation quantity of assembly defect position have been analyzed based on moldflow, combining with the actual deformation size measurement of product. The pre-compensation quantity was determined and product warping deformation was reduced obviously in this paper. And finally the problem of small gap between front door cladding and rocker panel caused by product warping deformation has been solved, conformed to the requirement of Cubing and T-car assembly。
工业技术科技创新导报 Science and Technology Innovation Herald69①基金项目:辽宁机电职业技术学院2020年院级教研课题:高职院校教师“双师”能力提升的策略研究。
(项目编号:JYLX2020010)。
作者简介:高洁(1970—),女,本科,高级工程师,研究方向为注塑模具设计及锻造模具设计。
DOI:10.16660/ki.1674-098X.2010-5640-8702运用Moldflow解决制品变形问题①高洁(辽宁机电职业技术学院 辽宁丹东 118009)摘 要:本文针对塑料产品在成型过程中由于壁厚不均且壁厚变化较大而产生严重变形问题进行分析。
使用Moldf low 3D网格进行模流分析,该产品产生较大的变形,最后解决方案是在模具结构上着手,修改模具进胶方式,不仅解决了注塑变形问题,还降低成型压力,提高模具寿命。
关键词:moldf low模拟分析 双层面网格 3D网格 牛角进胶 搭底进胶中图分类号:TP391文献标识码:A 文章编号:1674-098X(2021)01(b)-0069-03Using Moldflow to Solve the Problem of Product DeformationGAO Jie(Liaoning Mechatronics College, DanDong, Liaoning Province, 118009 China)Abstract: This paper analyzes the serious deformation of plastic products due to uneven wall thickness and large wall thickness variation in the molding process. Moldf low 3D mesh is used to analyze the mold f low, and the product has a large deformation. The f inal solution is to modify the mold structure and the way of glue feeding, which not only solves the problem of injection deformation, but also reduces the molding pressure and improves the life of the mold.Key Words: Moldf low simulation analysis; Two-layer grid; 3D grid; Corner feed; Underlay feed本文主要对汽车左右安全带固定件产品产生严重变形问题进行研究、优化。
doi:10.3969/j.issn.1005-2550.2023.03.013 收稿日期:2023-02-14基于Moldflow的汽车后保下支撑件翘曲变形研究及优化范涛,何永华(沈阳名华模塑科技有限公司,沈阳 110141)摘 要:本文对某汽车后保下支撑件这种大的薄壁注塑产品为研究对象,由于产品本身复杂的结构及增强型高分子材料特性的影响,容易造成最终制品的收缩不均,产品注塑成型后产生较大的后收缩而导致翘曲变形。
本文利用Moldflow软件对产品注塑过程进行模拟仿真,结合扫描测量的产品实际变形结果,验证了Moldflow模拟仿真计算的准确性,并针对性的提出了结构优化的方案,最终实施优化方案并解决了产品翘曲变形导致的安装孔偏心问题。
关键词:moldflow;翘曲变形;汽车;结构优化中图分类号:U463.82+1 文献标识码:A 文章编号:1005-2550(2023)03-0071-04Research of Warping Deformation and Optimization of RearBumper Guide Rail Lower Based on MoldflowFAN T ao, HE Yong-hua( Shenyang Minghua Mould & Plastic T echnology Co. LTD, Shenyang 110141, China)Abstract: In this paper, the guide rail lower part of rear bumper is taken as research object, which is large and thin-wall injection molding product. Due to special productstructure and characteristics of polymer material, it is easy to caused uneven shrinkage ofthe final product, and a large post-shrinkage occurs after actual injection product resultingin warping deformation. The injection process of product was simulated by Moldflow inthis paper, and combined with the actual product deformation result by scan measurementand verified the accuracy of Moldflow analysis result, then proposed product structureoptimization proposal, final optimization proposal was implemented and problem of screwhole eccentricity caused by warping deformation of rear bumper guide rail lower was solved.Key Words: Moldflow; Warping Deformation; Vehicle; Structure Optimization1 引言随着汽车工业不断的向轻量化发展,塑料件产品在汽车行业应用越来越广泛,所占比例也越来越高。