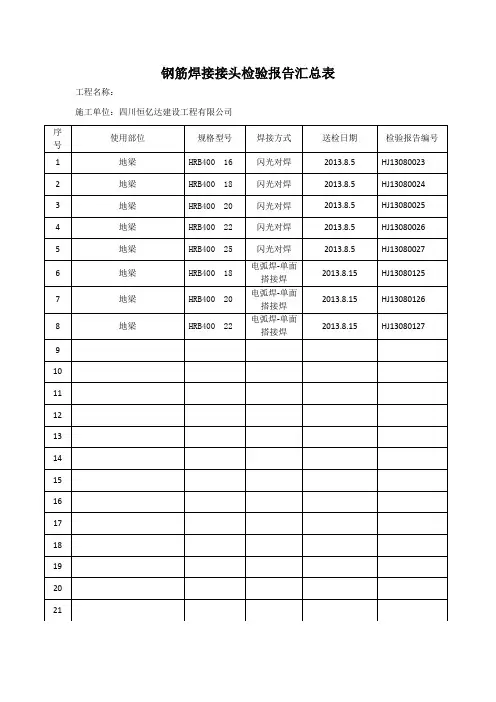
钢筋电渣压力焊检验汇总表
- 格式:xls
- 大小:45.00 KB
- 文档页数:2
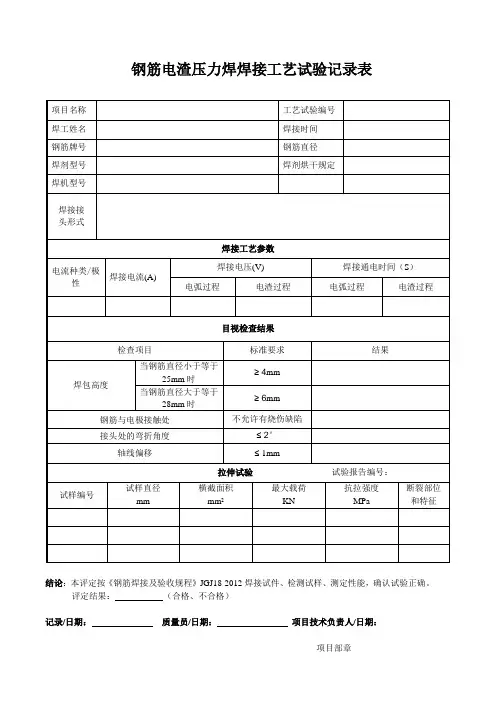
钢筋电渣压力焊焊接工艺试验记录表
项目名称工艺试验编号
焊工姓名焊接时间
钢筋牌号钢筋直径
焊剂型号焊剂烘干规定
焊机型号
焊接接
头形式
焊接工艺参数
电流种类/极
性焊接电流(A)
焊接电压(V)焊接通电时间(S)
电弧过程电渣过程电弧过程电渣过程
目视检查结果
检查项目标准要求结果
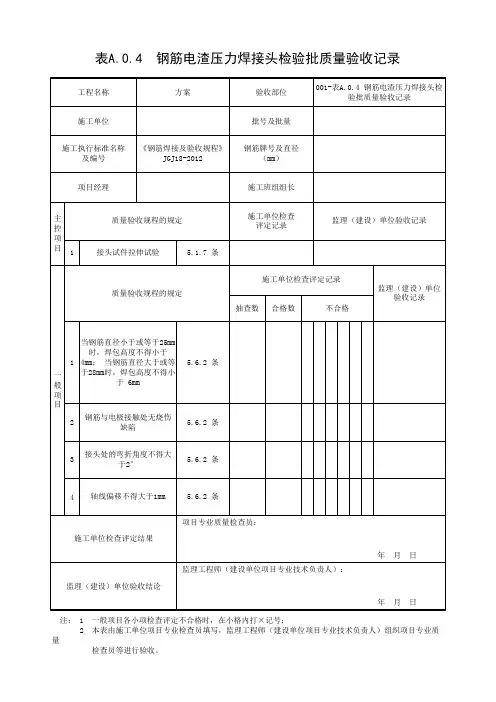
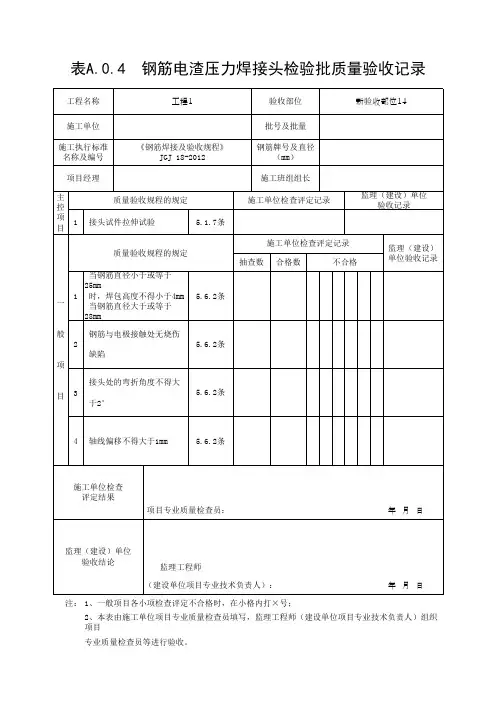
焊包高度当钢筋直径小于等于
25mm时
≥ 4mm 当钢筋直径大于等于
28mm时
≥ 6mm
钢筋与电极接触处不允许有烧伤缺陷
接头处的弯折角度≤ 2°
轴线偏移≤1mm
拉伸试验试验报告编号:
试样编号试样直径
mm
横截面积
mm2
最大载荷
KN
抗拉强度
MPa
断裂部位
和特征
结论:本评定按《钢筋焊接及验收规程》JGJ18-2012焊接试件、检测试样、测定性能,确认试验正确。
评定结果:(合格、不合格)
记录/日期:质量员/日期:项目技术负责人/日期:
项目部章。
钢筋电弧焊接头检验批质量验收记录表(I)
JCJ18-2003
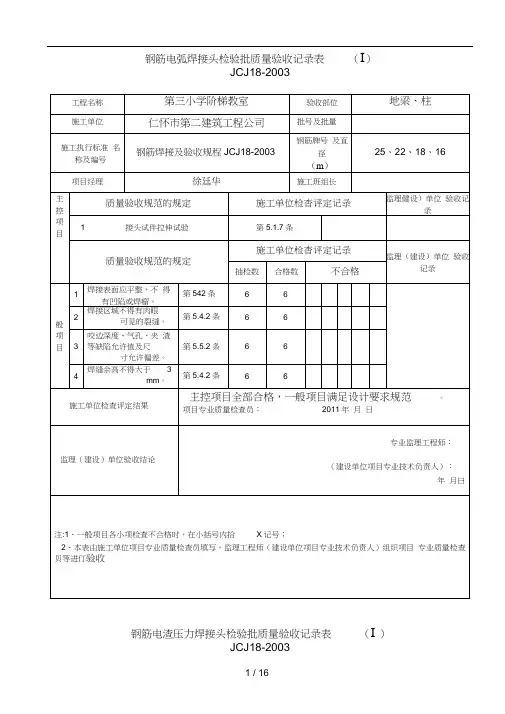
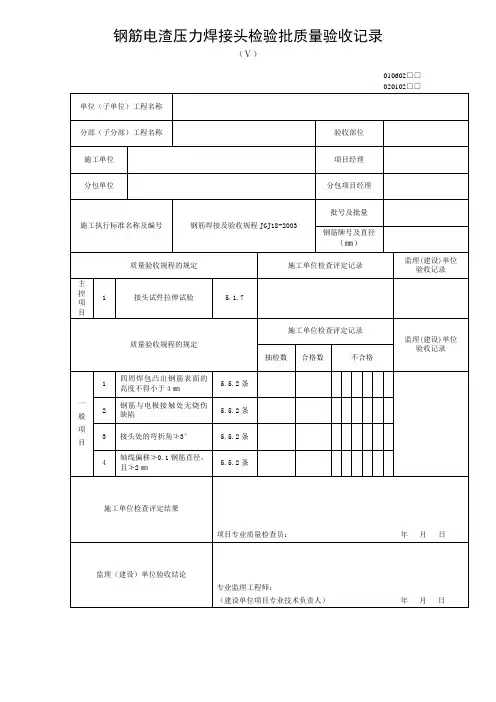
钢筋电渣压力焊接头检验批质量验收记录表(I )
JCJ18-2003
钢筋气压焊接头检验批质量验收记录表(I)
JCJ18-2003
钢筋闪光对焊接头检验批质量验收记录表(I)
JCJ18-2003
钢筋气压焊接头检验批质量验收记录表(I)
JCJ18-2003
钢筋气压焊接头检验批质量验收记录表(I)
JCJ18-2003
钢筋气压焊接头检验批质量验收记录表(I)
JCJ18-2003
钢筋气压焊接头检验批质量验收记录表(I)
JCJ18-2003
钢筋气压焊接头检验批质量验收记录表(I)
JCJ18-2003
钢筋气压焊接头检验批质量验收记录表(I)
JCJ18-2003
钢筋气压焊接头检验批质量验收记录表(I)
JCJ18-2003
钢筋气压焊接头检验批质量验收记录表(I)
JCJ18-2003
钢筋气压焊接头检验批质量验收记录表(I)
JCJ18-2003
钢筋气压焊接头检验批质量验收记录表(I)
JCJ18-2003
钢筋气压焊接头检验批质量验收记录表(I)
JCJ18-2003
钢筋气压焊接头检验批质量验收记录表(I)
JCJ18-2003。

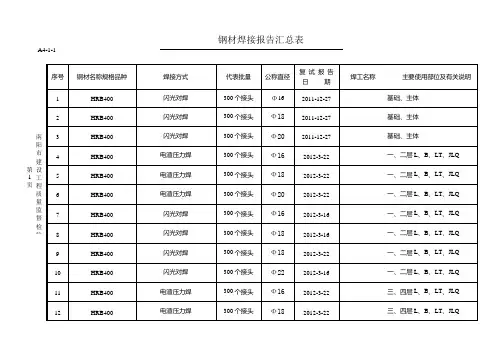
A4-1-1序号 钢材名称规格品种焊接方式 代表批量 公称直径 复 试 报 告 日 期 焊工名称 主要使用部位及有关说明1 HRB400 闪光对焊 300个接头 Ф16 2011-12-27 基础、主体 2HRB400 闪光对焊 300个接头 Ф18 2011-12-27 基础、主体 3 HRB400 闪光对焊 300个接头 Ф20 2011-12-27 基础、主体4 HRB400 电渣压力焊 300个接头 Ф16 2012-3-22 一、二层L 、B 、LT 、JLQ5 HRB400 电渣压力焊 300个接头 Ф18 2012-3-22 一、二层L 、B 、LT 、JLQ6 HRB400 电渣压力焊 300个接头 Ф20 2012-3-22 一、二层L 、B 、LT 、JLQ7 HRB400 闪光对焊 300个接头 Ф16 2012-3-16 一、二层L 、B 、LT 、JLQ8 HRB400 闪光对焊 300个接头 Ф18 2012-3-16 一、二层L 、B 、LT 、JLQ9 HRB400 闪光对焊 300个接头 Ф18 2012-3-22 一、二层L 、B 、LT 、JLQ 10 HRB400 闪光对焊 300个接头 Ф22 2012-3-16 一、二层L 、B 、LT 、JLQ 11 HRB400 电渣压力焊 300个接头 Ф16 2012-3-22 三、四层L 、B 、LT 、JLQ 12HRB400电渣压力焊300个接头Ф182012-3-22三、四层L 、B 、LT 、JLQ南阳市建设工程质量监督检验第 1 页A4-1-1序号 钢材名称规格品种焊接方式 代表批量 公称直径 复 试 报 告 日 期 焊工名称 主要使用部位及有关说明1 HRB400电渣压力焊300个接头Ф202012-3-22三、四层L 、B 、LT 、JLQ 23 HRB400 电渣压力焊 300个接头 Ф20 2012-5-4 二层L 、B 、LT 、JLQ 4 HRB400 电渣压力焊 300个接头 Ф16 2012-5-4 三层L 、B 、LT 、JLQ5 HRB400 电渣压力焊 300个接头 Ф20 2012-5-4 三层L 、B 、LT 、JLQ6 HRB400 电渣压力焊 300个接头 Ф16 2012-5-4 四层L 、B 、LT 、JLQ7 HRB400电渣压力焊300个接头Ф182012-5-4四层L 、B 、LT 、JLQ8 910 11 12南阳市建设工程质量监督检验第 1 页。
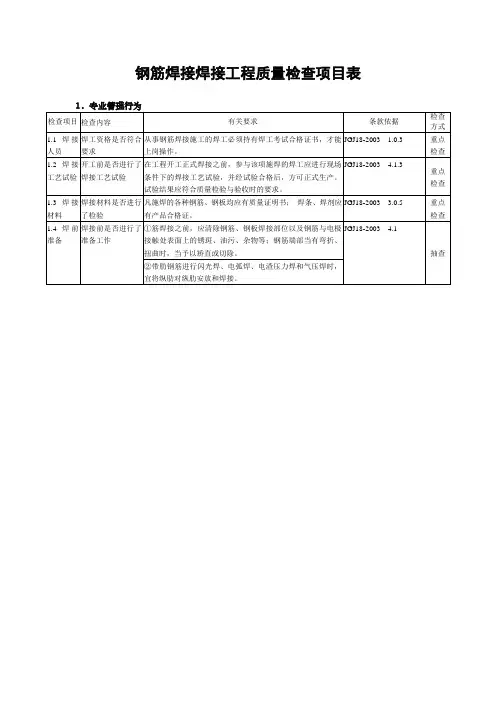
钢筋焊接焊接工程质量检查项目表1.专业管理行为检查项目检查内容有关要求条款依据检查方式1.1焊接人员焊工资格是否符合要求从事钢筋焊接施工的焊工必须持有焊工考试合格证书,才能上岗操作。
JGJ18-2003 1.0.3 重点检查1.2焊接工艺试验开工前是否进行了焊接工艺试验在工程开工正式焊接之前,参与该项施焊的焊工应进行现场条件下的焊接工艺试验,并经试验合格后,方可正式生产。
试验结果应符合质量检验与验收时的要求。
JGJ18-2003 4.1.3重点检查1.3焊接材料焊接材料是否进行了检验凡施焊的各种钢筋、钢板均应有质量证明书;焊条、焊剂应有产品合格证。
JGJ18-2003 3.0.5 重点检查1.4焊前准备焊接前是否进行了准备工作①筋焊接之前,应清除钢筋、钢板焊接部位以及钢筋与电极接触处表面上的锈斑、油污、杂物等;钢筋端部当有弯折、扭曲时,当予以矫直或切除。
JGJ18-2003 4.1抽查②带肋钢筋进行闪光焊、电弧焊、电渣压力焊和气压焊时,宜将纵肋对纵肋安放和焊接。
2.焊接作业检查项目检查内容有关要求条款依据检查方式2.1钢筋电阻点焊焊接工艺要求①混凝土结构中钢筋焊接骨架和钢筋焊接网,宜采用电阻点焊制作。
JGJ18-2003 4.2重点检查②电阻焊应根据钢筋牌号、直径、焊机性能等具体情况,选择合适的变压器级数、焊接通电时间和电极压力。
③焊点的压入深度应为较小钢筋直径的18%~25%。
④钢筋点焊生产过程中,随时检查制品的外观质量,当发现外观缺陷时,应查找原因并采取措施,及时消除。
2.2钢筋闪光对焊焊接工艺要求①钢筋的对接焊接宜采用闪光对焊,其焊接工艺方法的选择按JGJ18-2003中4.3.1选择。
JGJ18-2003 4.3重点检查②RRB400钢筋闪光对接焊,与热轧钢筋相比较,应减小调伸长度,提高焊接变压器级数,缩短加热时间,快速顶锻,形成快热快冷条件,使热影响区长度控制在钢筋直径的0.6倍范围内。
注:该记录一页可检查验收两个检验批;外观检查不合格的接头应切除重焊,或采取补强焊接措施。
注:该记录一页可检查验收两个检验批;外观检查不合格的接头应切除重焊,或采取补强焊接措施。
注:该记录一页可检查验收两个检验批;外观检查不合格的接头应切除重焊,或采取补强焊接措施。
注:该记录一页可检查验收两个检验批;外观检查不合格的接头应切除重焊,或采取补强焊接措施。
注:该记录一页可检查验收两个检验批;外观检查不合格的接头应切除重焊,或采取补强焊接措施。
工会党支部工作总结[工会党支部工作总结] xxxx年,我们工会党支部在师直党工委的正确领导下,认真学习贯彻“三个代表”重要思想,学习党的十六届四中全会精神,自觉用“三个代表”重要思想指导工作,进一步加强党支部的建设,在工作中较好的发挥了政治核心和战斗堡垒作用,工会党支部工作总结。
现将xxxx年的支部工作情况总结汇报如下。
一、努力加强党支部的思想建设、组织建设和作风建设1.思想建设:在工会全体党员中继续深入学习邓小平理论和“三个代表”的重要思想。
在党的十六大四中全会召开以后,认真学习大会的精神和文件,特别是对全会讨论通过的《关于加强中国共产党执政能力建设的决定》,不仅在支部成员内部认真学习贯彻,而且还在工会全体工作人员中传达贯彻学习。
坚持严肃认真地进行党员民主评议工作,切实解决党支部、党员中存在的问题和不足,努力提高全体党员的思想认识,为圆满完成全年的各项工作,提供思想保证。
同时开好领导班子民主生活会,认真征集职工意见,认真开展批评与自我批评,找差反思,并进行认真整改,进一步完善领导班子的工作。
全年共召开民主生活会2次,均取得了良好效果,大家普遍反映心更近了,关系更融洽了,工作氛围更加和谐了,团队的力量更加强大了。
2.加强党支部的组织建设,发挥先锋模范作用。
支部坚持“三会一课”制度,按时召开支委会、支部大会和党课学习,坚持党支部委员经常碰头,有问题及时研究解决。
努力提高组织生活质量,发挥党支部战斗力。
注:该记录一页可检查验收两个检验批;外观检查不合格的接头应切除重焊,或采取补强焊接措施。
注:该记录一页可检查验收两个检验批;外观检查不合格的接头应切除重焊,或采取补强焊接措施。
注:该记录一页可检查验收两个检验批;外观检查不合格的接头应切除重焊,或采取补强焊接措施。
注:该记录一页可检查验收两个检验批;外观检查不合格的接头应切除重焊,或采取补强焊接措施。
注:该记录一页可检查验收两个检验批;外观检查不合格的接头应切除重焊,或采取补强焊接措施。
工会党支部工作总结[工会党支部工作总结] xxxx年,我们工会党支部在师直党工委的正确领导下,认真学习贯彻“三个代表”重要思想,学习党的十六届四中全会精神,自觉用“三个代表”重要思想指导工作,进一步加强党支部的建设,在工作中较好的发挥了政治核心和战斗堡垒作用,工会党支部工作总结。
现将xxxx年的支部工作情况总结汇报如下。
一、努力加强党支部的思想建设、组织建设和作风建设1.思想建设:在工会全体党员中继续深入学习邓小平理论和“三个代表”的重要思想。
在党的十六大四中全会召开以后,认真学习大会的精神和文件,特别是对全会讨论通过的《关于加强中国共产党执政能力建设的决定》,不仅在支部成员内部认真学习贯彻,而且还在工会全体工作人员中传达贯彻学习。
坚持严肃认真地进行党员民主评议工作,切实解决党支部、党员中存在的问题和不足,努力提高全体党员的思想认识,为圆满完成全年的各项工作,提供思想保证。
同时开好领导班子民主生活会,认真征集职工意见,认真开展批评与自我批评,找差反思,并进行认真整改,进一步完善领导班子的工作。
全年共召开民主生活会2次,均取得了良好效果,大家普遍反映心更近了,关系更融洽了,工作氛围更加和谐了,团队的力量更加强大了。
2.加强党支部的组织建设,发挥先锋模范作用。
支部坚持“三会一课”制度,按时召开支委会、支部大会和党课学习,坚持党支部委员经常碰头,有问题及时研究解决。
努力提高组织生活质量,发挥党支部战斗力。
钢筋连接试验报告汇总表
钢筋连接试验报告汇总表
钢筋连接试验报告汇总表
钢筋连接试验报告汇总表
钢筋连接试验报告汇总表
钢筋连接试验报告汇总表
钢筋连接试验报告汇总表
钢筋连接试验报告汇总表
钢筋连接试验报告汇总表
钢筋连接试验报告汇总表
钢筋连接试验报告汇总表
施工单位填报人(签字):监理(建设)单位核查人(签字)
施工单位填报人(签字):监理(建设)单位核查人(签字)
钢筋连接试验报告汇总表
钢筋连接试验报告汇总表
钢筋连接试验报告汇总表
钢筋连接试验报告汇总表
钢筋连接试验报告汇总表
钢筋连接试验报告汇总表
合计。
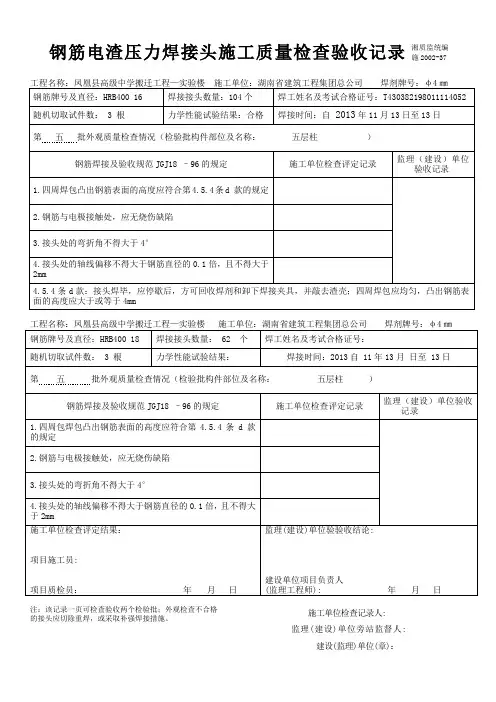
钢筋电渣压力焊接头施工质量检查验收记录工程名称:浏阳市九道湾茶油产业发展有限公司公租房、综合办公楼工程施工单位:湖南省新明园林建筑工程有限公司焊剂牌号:HJ431钢筋电渣压力焊接头施工质量检查验收记录工程名称:浏阳市九道湾茶油产业发展有限公司公租房、综合办公楼工程施工单位:湖南省新明园林建筑工程有限公司焊剂牌号:HJ431工单位检查记录人:当有一个接头不符合要求时,应对全部接头进行检查,剔出单位旁站监督人: 不合格接头,切除热影响区后重新焊接。
钢筋电渣压力焊接头施工质量检查验收记录工程名称:浏阳市九道湾茶油产业发展有限公司公租房、综合办公楼工程施工单位:湖南省新明园林建筑工程有限公司 焊剂牌号:HJ431钢筋电渣压力焊接头施工质量检查验收记录工程名称:浏阳市九道湾茶油产业发展有限公司公租房、综合办公楼工程施工单位:湖南省新明园林建筑工程有限公司 焊剂牌号:HJ431工单位检查记录人:当有一个接头不符合要求时,应对全部接头进行检查,剔出单位旁站监督人: 不合格接头,切除热影响区后重新焊接。
钢筋电渣压力焊接头施工质量检查验收记录工程名称:浏阳市九道湾茶油产业发展有限公司公租房、综合办公楼工程施工单位:湖南省新明园林建筑工程有限公司 焊剂牌号:HJ431工程名称:浏阳市九道湾茶油产业发展有限公司公租房、综合办公楼工程施工单位:湖南省新明园林建筑工程有限公司焊剂牌号:HJ431工单位检查记录人:当有一个接头不符合要求时,应对全部接头进行检查,剔出单位旁站监督人: 不合格接头,切除热影响区后重新焊接。
钢筋电渣压力焊接头施工质量检查验收记录工程名称:浏阳市九道湾茶油产业发展有限公司公租房、综合办公楼工程施工单位:湖南省新明园林建筑工程有限公司 焊剂牌号:HJ431 钢筋电渣压力焊接头施工质量检查验收记录工程名称:浏阳市九道湾茶油产业发展有限公司公租房、综合办公楼工程施工单位:湖南省新明园林建筑工程有限公司 焊剂牌号:HJ431工单位检查记录人:当有一个接头不符合要求时,应对全部接头进行检查,剔出单位旁站监督人: 不合格接头,切除热影响区后重新焊接。