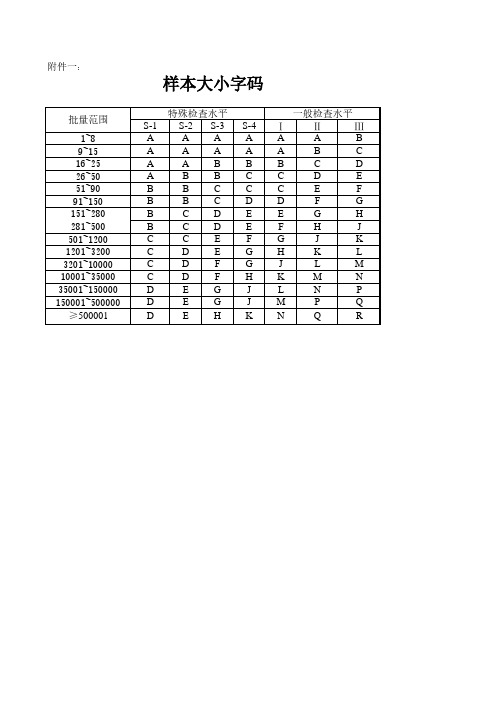
样本大小字码
- 格式:xls
- 大小:47.50 KB
- 文档页数:1

附录A :《故障判定标版本:
1.0
1、不稳定故障现象
2、壳裂、划伤、掉
三、检验项目、故
一、缺陷的分类及定义。
注:配置要求按照产品(装配、包装)材料配置表,入库标准配置表要求. 外销机及定制产品若有特殊要求则按要求进行检验。
二、不稳定功能及外观、划伤判定说明:3、人为不良:漏放或多放物料/包材;多贴贴纸;贴纸不符合要求;手机/包材外观不良;稳定性功能不良;IMEI 号不符/空号等;LOT 号错误等均判人为不良。
检验项目、故障不合格分类表
检验项目、故障不合格分类表
备注:软件、网络类不良,功能检验项目上没有要求测试的,用于指导其它条件下的检验,如新软件首次确认 等。

正常检查一次抽样方案
----使用箭头下面的第一个抽样方案,不当样本大小大于或等于批量时,执行本标准4.11.4b 的规定。
----使用箭头上面的第一个抽样方案。
Ac-----合格判定数; Re----不合格判定数;
加严检查一次抽样方案
----使用箭头下面的第一个抽样方案,不当样本大小大于或等于批量时,执行本标准4.11.4b 的规定。
----使用箭头上面的第一个抽样方案。
Ac-----合格判定数; Re----不合格判定数;
放宽检查一次抽样方案
----使用箭头下面的第一个抽样方案,不当样本大小大于或等于批量时,执行本标准4.11.4b 的规定。
----使用箭头上面的第一个抽样方案。
Ac-----合格判定数; Re----不合格判定数;。
确保公司生产的产品保持持续的稳定。
2范围本标准规定了产品检验以合格质量水平为质量指标抽样方案及抽样程序。
本标准使用于龙钰所有产品的检验,但不使用于其它文件已明确规定的抽样方案。
3定义和缩写3.1定义3.1.1.单位产品为实施抽样检查的需要而划分的基本单位,称为单位产品。
3.1.2.样本大小样本中所包含的样本单位数,称为样本大小。
3.1.3.抽样样本大小抽样样本中所包含的样本单位数,称为抽样样本大小。
3.1.4.过程平均一系列初次提交检查批的平均质量,称为过程平均。
3.1.5.合格质量水平在抽样检查中,认为可以接收的连续提交检查批的过程平均上限值,称为合格质量水平。
3.1.6.逐批检查为判断每个提交检查批的批质量是否符合规定要求,所进行的百分之百或从批中抽取样本的检查。
3.1.7.合格判定数作出批合格判断样本中所允许的最大不合格品数或不合格数,称合格判定数。
3.1.8.不合格判定数作出批不合格判断样本中所允许的最小不合格品数或不合格数,称不合格判定数。
3.1.9.判定数组合格判定数和不合格判定数或合格判定系列和不合格判定系列结合在一起,称为判定数组。
3.1.10.抽样方案样本大小或样本大小系列和判定数组结合在一起,称为抽样方案。
3.1.11.正常检查当过程平均接近合格质量水平时所进行的检查,称为正常检查。
3.1.12.加严检查当过程平均显著劣于合格质量水平时所进行的检查,称为加严检查。
3.1.13.检查水平提交检查批的批量与样本大小之间的等级对应关系,称为检查水平。
3.1.14.样本大小字码根据提交检查批的批量与检查水平确定的样本大小字母代码,称为样本大小字码。
3.1.15.检查严格度检查的严格度是指提交批所接受检查的宽严程度。
3.1.16.供货方采购件实行抽样检查时,供货方为供应商;自制件实行抽样检查时,供货方为车间。
3.2缩写AQL合格质量水平Ac合格判定数Re不合格判定数Ⅰ,Ⅱ,Ⅲ检查水平Ⅰ,Ⅱ,ⅢⅣ全检4.检查的实施4.1说明4.1.1.检查水平的确定检查水平分为四级(Ⅰ、Ⅱ、Ⅲ、Ⅳ),根据下列因数确定:a.毛坯件的成型工艺b.结构性能要求c.工艺装备的保证程度d.产品的装配与测试要求4.2合格质量水平的确定a.机械零部件和原材料见表1:表1合格质量水平外形尺寸机械性能外表质量AQL 2.5 2.5 4.0b.电子元器件见表2:表24.3检查严格度的确定本技术标准规定有正常检查和加严检查。

GBT2828抽样方法规定
1.目的
规范抽样方法、抽样数。
2.范围
原材料及成品检验的抽样。
3.参考文件
国家标准GB/T 2828-2003 《逐批检查数抽样程序及抽样表》。
4.定义:无。
5.权责:
本规定由质检部制订,解释权在质检部。
6.作业内容:
6.1抽样依据
本规定依据国家标准GB2828.1-2003《逐批检查数抽样程序及抽样表》制定,采取一般检验水平、正常一次抽样方案。
6.2抽样检验的样本大小n(即抽样数量)以及合格判定数组[ ]的确定 6.2.1 查取样本大小字码
统计需抽样检查产品批量的单位产品数N(如节能灯以一支为单位
产品)。
依表一查取样本大小字码。
6.2.2依表二,根据前面查取的样本大小字码所在的行向右平移,读出与样本大小(n)列交叉处的样本大小n,然后,由样本大小字码所
在的行向右平移,读出与选取的合格质量水平(AQL)所在列交叉处
的[ ],则样本大小为n,合格判定数组为[ ]。
6.2.3如果行与列交叉处为向上箭头,则选取箭头上面第一个抽样方案,确定合格判定数组[ ],。
6.2.4如果行与列交叉处为向下箭头,则选取箭头下面第一抽样方案抽在行的样本大小n和合格判定数组[ ]。
6.2.5如果严重缺陷、主要缺陷、轻微缺陷三者的抽样数不一致时,以各自的抽样数为准。
7.附件:
7.1《样本大小字码表》
7.2《正常检查一次抽样方案表》
GB
T2828.1-2003抽样表.。

CY/T 12-1995 书刊印刷品检验抽样规则CY/T12-1995书刊印刷品检验抽样规则中华人民共和国行业标准书刊印刷品检验抽样规则13>.主题内容与适用范围本标准规定了书刊印刷产品的检验抽样规则。
本标准适用于书刊印刷的成品抽样检查规则。
2.术语2.1 单位产品:为实施抽样检查的需要而划分的基本单位,称为单位产品,以成品“册”(本)、“张”为单位。
2.2 检查批:为实施抽样检查汇集起来的单位产品,称为检查批,简称批。
2.3 批量(N):批中所包含的单位产品数,称为批量。
2.4 样本单位:从批中抽取用于检查的单位产品,称为样本单位。
2.5 样本:样本单位的全体,称为样本。
2.6 样本大小(n):样本中所包含的样本单位数,称为样本大小。
2.7 不合格品:有一个或一个以上的质量特性不符合规定的单位产品,称为不合格品。
2.8每百单位产品不合格品数:批中所有不合格品总数除以批量,再乘以100,称为每百单位产品不合格品数。
即:每百单位产品不合格品数=(批中不合格品总数/批量)×1002.9 批质量:单个提交检查批的质量(用每百单位产品不合格品数表示),称为批质量。
2.10 逐批检查:为判断每个提交检查批的批质量是否符合规定要求,所进行的百分之百或从批中抽取样本的检查,称为逐批检查。
2.11 合格判定数(Ac):作出批合格判断样本中所允许的最大不合格品数,称为合格判定数。
2.12 不合格判定数(Re):作出批不合格判断样本中所不允许的最小不合格品数,称为不合格判定数。
2.13 判定数组:合格判定数和不合格判定数或合格判定数系列和不合格判定数系列结合在一起,称为判定数组。
2.14 抽样方案:样本大小或样本大小系列和判定数组结合在一起,称为抽样方案。
2.15 抽样程序:使用抽样方案判断批合格与否的过程,称为抽样程序。
2.16 一次抽样方案:由样本大小n和判定数组〔Ac,Re〕结合在一起组成的抽样方案,称为一次抽样方案。