电气专业检修作业技术标准
- 格式:docx
- 大小:182.35 KB
- 文档页数:97
电气专业检修作业技术标准
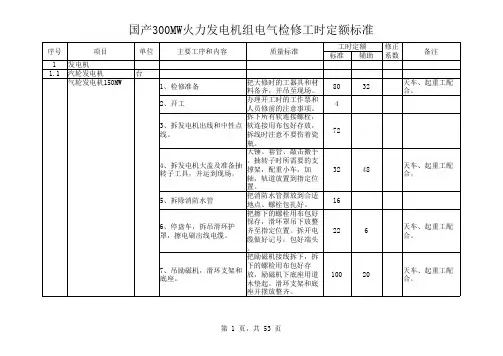
1. 发电机及励磁系统检修作业技术标准
设备名称 发电机及励磁系统 作业名称 解体检修
使用工器具 专用抽穿转子工具、打水压工具、重型套筒扳手、风速仪、塞尺、电气预试仪器、行车、电工工具、波纹板测量工具、气隙测量工具、转子护环拆装工具、行灯、行灯变压器 作
业
条
件 1、安全措施齐全,工单开工
2、检修场地准备好,建立工作区,制好定置图,并在工作地面铺设好橡胶板
3、备品备件及使用材料已准备齐全,起吊工具已准备好。
4、专用工具和常用工具准备好,并运抵检修现场。 安
全
措
施 1、断开发变组出口开关及刀闸,合上出口接地刀闸;
2、断开所带10KV厂用母线的进线开关,合上柜内地刀;
3、与励磁系统隔离;
4、隔离出口PT;
5、在各有可能突然来电侧挂地线。 作业人员 电工6人,起重4人,检修6人,试验4人
工作时间 45天
简略工艺流程
氢冷器检修 发电机组装 各项修后试验 励磁系统整流设备检修 电气预试 检修现场布置 停机前掌握的运行数据 定子反冲洗 拆除定子引出线 停机做安全措施,三方确认
附件检修 接线、三方确认 检修现场清理 记录资料整理 修前电气预试 解体抽转子 定子检修 转子检修 出线盒检查 作业步骤 作业内容 作业人数 技术及安全注意事项
1、检修现场布置 1、专用工器具(如抽转子专用工具、检修专用橡皮等)准备到现场;
2、检修用的工器具准备齐全,并检查其使用性能完好;
3、检修用文件、资料准备齐全。 4人 1、检修现场准备应符合现场检修的实际情况;
2、专用工器具检查应完好无隐患;
3、文件记录资料齐全,质量进度计划符合现场实际
2、停机前掌握的运行数据 查阅运行记录,了解运行中存在的缺陷及不稳定因素;
1人 对存在的缺陷及不稳定因素记录并作出相应切实可行的处理意见
3、停机做安全措施,三方确认 点检、运行、检修三方确认,安全措施齐全
3人 安全措施符合现场实际
4、定子反冲洗 由运行人员开启内冷水泵,将内冷水压调至~进行冲洗。要求每隔一小时正反切换一次并化验内冷水质。冲洗时间24小时,且化验水质合格 1人 按定子内冷水系统反冲洗技术措施进行,水质达到冲洗标准要求
5、拆除定子引线 拆定子出线软连接及中性点连线 6人 各软连接应作好相互对应的位置标记,以便于恢复
6、修前电气预试 1、定子三相绕组绝缘的测试:用2500V水冷专用兆欧表测量三相定子线圈对地绝缘和相间绝缘电阻≥500MΩ,吸收比≥,极化指数≥,三相不平衡系数不小于2;如通水时:汽励端两端汇水管和引线部分汇水管对地绝缘电阻≥30KΩ,绕组对汇水管绝缘电阻≥100KΩ,(定冷水水质合格并正常循环)
2、定子线圈直流泄漏和直流耐压的测试:试验电压按倍额定电压分5个阶段升高,每阶段停1分钟读取泄漏电流值,电压升至倍额定电压。其泄漏电流不应随时间的延长而增大,在额定的试验电压下,各相泄漏电流的差别不应大于最小值的100%;在20?A以下者,各相间差值比较不应有显着变化。
3、定子线圈交流耐压试验:向三相定子线圈加交流试验电压,一分钟通过。 6人 1、盘车停用,停机后清污前的热态,排氢后,定子通水正常循环状态下进行
2、耐压试验时汇水管、机内测温元件、CT二次侧接地;内冷水水质合格,电导率小于微西/厘米
7、解体抽转子 1、轴承各部的绝缘测量并做好记录。用500V摇表测量发电机汽励两端轴瓦的密封瓦及中间环、左右轴承座、外恻挡油 盖、轴瓦衬垫、高压进油管绝缘电阻不小于10MΩ,(通油情况要大于1MΩ) 2人 测量结果做好记录 作业步骤 作业内容 作业人数 技术及安全注意事项
解体抽转子 2、励磁系统拆线,并依据规程规定进行修前预试
3、励磁变拆线并依据规程规定进行修前预试
4、拆除氢冷器水室盖板及冷却水管,将氢冷器吊出。汽机工作结束(上端盖拆除,下端盖落下,所有妨碍抽转子的部件全部拆除);
5、拆除发电机端盖及汽室盖板
6、测量定转子间隙并记录;
7、抽转子专用工器具及各项准备情况检查核实,汇报指挥部
8、抽转子
.抽转子准备
使转子两极中心线(即两个大齿中心线)处于垂直位置。
测量并记录转子位置标记。
检查确认发电机两端所有部件已全部解体,具备抽转子条件。
在集电环台板上放置垫木。
用两个手拉葫芦将励端下半端盖下沉500 mm位置,并在与机壳端面间垫好专用木条
8. .将所有使用的专用工具准备好,并摆放整齐。
.安装抽转子专用工具
用事先准备好的钢丝从励端定、转子间穿进、在汽端端部穿出在钢丝绳励端装上有足够大的钩环以连接三根尼龙绳(直径大于φ)或类似材料的绳索,长度约11米;抽钢丝将三根绳引至励端,松开钢丝和尼龙绳索,将三根绳索扎定子铁芯保护板的三个钩攀上
从汽端用绳索拉定子铁芯保护橡皮板,使其覆盖住定子铁芯区域
抬高励端转子,将凹面涂有石腊的弧型滑板T6B从励端插入定子铁芯膛内
8.2.4.将弧型滑板和定子铁芯保护橡皮垫的四角系上绳索并固定,以防轴向移动
20人 引线做好标记,以便于修后恢复
测量应做好记录,以便于比较;
先将氢冷器顶部盖板拆除吊出氢冷器后,方可拆除底部盖板
拆除前应做好位置标记
应做好记录以便于比较
1、抽转子专用工器具、支架应布置到位;2、影响抽转子的各部件及连线应全部拆除;3、汇报准备情况全面
1、严禁使护环承重;
2、严防碰擦定子端部元件;
3、严禁钢丝绳直接接触转子;
4、抽出的转子放置在支架上,大齿朝上;
5转子本体用蓬布包裹防护;
6、定子端部用蓬布遮盖防护;
7、转子起吊中点,应作明显标记。
注意: 弧型滑板不准搁在定子线圈上或端部线圈的支承环上、不准站在或用手撑在定子线圈或端部线圈的支承环上、弧型保护板不准与定子铁芯内圆接触、不能碰伤励端端部绕组和绝缘引水管等部件
注意:安装抽转子专用工具时,专用工具与定转子结合面要垫好保护物
注意: 抽转子过程统一由一人指挥、转子移动时,要防止转子两端晃动,以免转子碰撞定子
作业步骤 作业内容 作业人数 技术及安全注意事项 解体抽转子
确认转子两端轴颈上的保护橡皮(或羊毛毡)完好,并将轴颈托架装在汽端轴颈上(轴颈托架底部涂一层石腊)
在汽、励两端定子端部及定子铁芯外露部分铺上帆布,并和弧型滑板搭接,以防异物进入端部绕组的夹缝内
用螺栓将励端转子托架装在转子励端联轴器上。
将轴颈托架T6C装在转子汽端轴颈上
用螺栓将吊攀T6G固定在机座上,将吊攀T6A固定在励端下半端盖上
将励端下半端盖垂直放底,插入垫块CT2(木制);用绳索或手拉葫芦吊住
将拉转子吊攀T6D固定在转子励端联轴器下方,以便将转子拉出定子膛内
安装好拉转子器具
检查所有专用工具安装正确 注意:安装抽转子专用工具时,专用工具与定转子结合面要垫好保护物
.抽转子
8.3.1.用两台行车缓缓升起转子,将转子调整水平(且吊绳与垂线的夹角不大于15度),使转子中心线在定子铁芯中心线下约6mm
用行车纵向移动,缓慢地将转子向励端移动约200mm,将励端转子稍微抬高,把转子托架从励端插入,再在汽端拉转子托架的绳索,使转子托架放在距汽端护环约76mm处,并找正使其与转子在同一轴线上
转子继续向励端移动,直到汽端悬挂的钢丝绳靠近定子端面约25mm处停止移动 注意:移动时,要防止转子两端晃动,以免转子碰撞定子 子的推进速度不大于米/分钟
缓缓下落汽端转子,使转子汽端重量落在转子托架上,移开汽端行车拆除钢丝绳
20人 注意:轴颈托架决不允许落在定子铁芯的端部、轴颈托架必须仔细地沿轴向找正,否则,若托板与定子铁芯不平行或托板歪斜。 就有可能引起转子滚开托架而损伤铁芯
注意:在转子保护套捆扎转子的位置包一层白布,防止异物进入风斗;为了起吊安全,采用双包兰形吊结;转子外圆始终应妥善保护,以防损伤和擦伤、吊绳决不允许捆扎在护环处或碰伤护环,护环也不允许用作转子重量的支撑;实测试探找出转子的重心,并调整转子水平(且吊绳与垂线的夹角不大于15度),使转子中心线在定子铁芯中心线下约6mm
作业步骤 作业内容 作业人数 技术及安全注意事项 解体抽转子 调整转子水平,用牵引装置拉动转子向励端移动待汽端轴颈托架接近汽端端部时停止移动,将轴颈托架翻转180度至轴颈的正下方
继续移动转子,当轴颈托架靠近汽端定子铁芯时,停止移动,稍降低转子励端,再继续移动转子,当轴颈托架进入定子铁芯保护板时停止移动
抬高励端转子,使转子汽端的重量从转子托板上转移到轴颈托架上,重新调整中心后,继续移动转子(让转子托板随转子向励端移动,当托板近定子端部时迅速抽出,注意防止砸伤定子端部线棒、气隙隔环等部件)。
当轴颈托架接近励端定子铁芯时(或转子重心已移到定子外壳端面外合适的位置时) 停止移动,将转子缓缓落下,使转子汽端重量落在轴颈托架上,励端重量落在联轴器专用支架上(支架低部垫上垫块)。
解开牵引绳, 将两件转子保护套捆扎在转子上,再用吊绳环绕转子保护套一圈
8.3.10.用行吊钩吊住转缓缓向励端平移,使转子移出定子并吊放到在规定位置的转子专用支架上
用橡皮塞封住转子出风口。
用帆布将转子盖好或搭建防护棚。
.拆卸专用工具
拆除拉转子的吊攀及牵引工具。
拆除轴颈托架,在转子两端轴颈上涂抹油脂,并用羊毛毡或橡皮将转子两端轴包扎好。
.现场整理
检查定子内膛,无任何遗留物。
临时用帆布封住发电机两端
清点所有专用工具。
清扫工作地面。 20人
注意:拆去弧型钢板和定子铁芯保护板时,不能碰伤励端端部绕组和绝缘引水管等部件
作业步骤 作业内容 作业人数 技术及安全注意事项