新拉深数据用表
- 格式:xls
- 大小:252.50 KB
- 文档页数:6
拉深模具的设计拉深模具的分类及典型结构拉深模按其工序顺序可分为首次拉深模和后续各工序拉深模,它们之间的本质区别是压边圈的结构和定位方式上的差异。
按拉伸模使用的冲压设备又可分为单动压力机用拉深模、双动压力机用拉深模及三动压力机用拉深模,它们的本质区别在于压边装置的不同(弹性压边和刚性压边)。
按工序的组合来分,又可分为单工序拉深模、复合模和级进式拉深模。
此外还可按有无压边装置分为无压边装置拉深模和有压边装置拉深模等。
下面将介绍几种常见的拉深模典型结构。
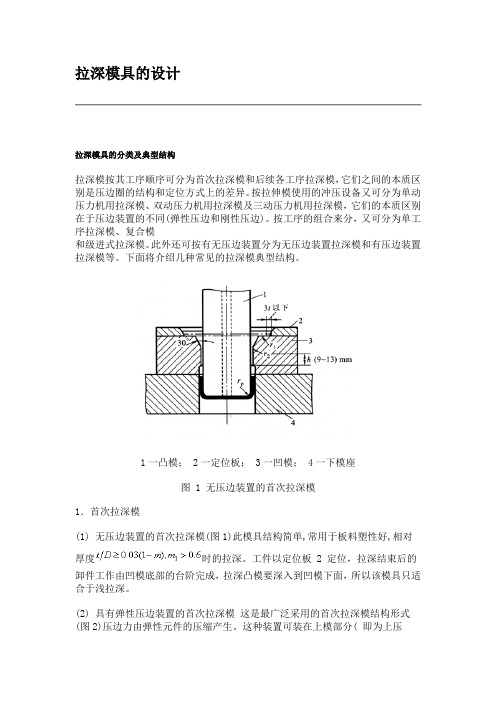
1一凸模; 2一定位板; 3一凹模; 4一下模座图 1 无压边装置的首次拉深模1.首次拉深模(1) 无压边装置的首次拉深模(图1)此模具结构简单,常用于板料塑性好,相对厚度时的拉深。
工件以定位板 2 定位,拉深结束后的卸件工作由凹模底部的台阶完成,拉深凸模要深入到凹模下面,所以该模具只适合于浅拉深。
(2) 具有弹性压边装置的首次拉深模这是最广泛采用的首次拉深模结构形式(图2)压边力由弹性元件的压缩产生。
这种装置可装在上模部分( 即为上压边 ) ,也可装在下模部分( 即为下压边 ) 。
上压边的特征是由于上模空间位置受到限制,不可能使用很大的弹簧或橡皮,因此上压边装置的压边力小,这种装置主要用在压边力不大的场合。
相反,下压边装置的压边力可以较大,所以拉深模具常采用下压边装置。
(3) 落料首次拉深复合模图 3 为在通用压力机上使用的落斜首次拉深复合模。
它一般采用条料为坯料,故需设置导料板与卸料板。
拉深凸模 9 的顶面稍低于落料凹模 10 ,刃面约一个料厚,使落料完毕后才进行拉深。
拉深时由压力机气垫通过顶杆 7 和压边圈 8 进行压边。
拉深完毕后靠顶杆 7 顶件,卸料则由刚性卸料板 2 承担。
1一凸模; 2一上模座; 3一打料杆; 4一推件块; 5一凹模;6一定位板; 7一压边圈; 8一下模座; 9一卸料螺钉图 2 有压边装置的首次拉深模(4) 双动压力机上使用的首次拉滦模(图 4) 因双动压力机有两个滑块,其凸模1 与拉深滑块( 内滑块 ) 相连接,而上模座 2(上模座上装有压边圈3) 与压边滑块(外滑块)相连。

第三章 常用公式及数据表第四节 冲压件模具设计常用公式一. 冲裁间隙分类见表4-1表4-1 冲裁间隙分类(JB/Z 271-86)分 类 依 据类 别ⅠⅡⅢ制 件 剪 切 面 质 量剪切面特征t=材料厚度塌角深度a (4~7)%t (6~8)%t (8~10)%t 光亮带b (35~55)%t(25~40)%t(15~25)%t剪裂带E 小 中 大 毛刺高度h一般 小 一般 斜度β4°~ 7°7°~ 8°8°~ 11°制 件 精 度挠角f稍小 小 较大尺寸精度落料件接近凹模尺寸 稍小于凹模尺寸 小于凹模尺寸 冲孔件接近凸模尺寸稍小于凸模尺寸小于凸模尺寸模 具 寿 命较低较高最高适 用 场 合制件剪切面质量﹑尺寸精度要求高时采用,模具寿命较低制件剪切面质量﹑尺寸精度要求一般时采用,适用于继续塑变的制件制件剪切面质量﹑尺寸精度要求不高时采用,以利提高模具寿命二. 冲裁间隙选取(仅供参考) 见表4-2 (见下页)表4-2 冲裁间隙比值(单边间隙) (单位:%t)(注: 1. 本表适用于厚度为10mm以下的金属材料, 厚料间隙比值应取大些;2. 凸,凹模的制造偏差和磨损均使间隙变大, 故新模具应取最小间隙;3. 硬质合金冲模间隙比钢模大20% 左右.)注: 冲裁间隙选取应综合考虑下列因素:1.冲床﹑模具的精度及刚性.2.产品的断面质量﹑尺寸精度及平整度.3.模具寿命.4.跳屑.5.被加工材料的材质﹑硬度﹑供应状态及厚度.6.废料形状.7.冲子﹑模仁材质﹑硬度及表面加工质量.三.冲裁力﹑卸(剥)料力﹑推件力﹑顶件力F冲= 1.3 * L * t *τ(N) (公式4-1)F卸= K卸* F冲(N) (公式4-2)F推= N * K推* K冲(N) (公式4-3)F顶= K顶* F冲(N) (公式4-4)其中:L ――冲切线长度(mm)t ――材料厚度(mm)τ――材料抗剪强度(N/mm2 )1.3 ――安全系数K卸――卸(剥)料力系数K推――推料力系数K顶――顶料力系数K卸K推K顶数值见表4-3表4-3 卸料力﹑推件力和顶件力系数料厚K卸K推K顶钢≦0.1>0.1~0.5>0.5~2.5>2.5~6.5>6.50.065~0.0750.045~0.0550.04~0.050.03~0.040.02~0.030.10.0630.0550.0450.0250.140.080.060.050.03铝﹑铝合金紫铜﹑黄铜0.025~0.080.02~0.060.03~0.070.03~0.09注:卸料力系数K卸在冲多孔﹑大搭边和轮廓复杂时取上限值.四.中性层弯曲半径R = r + x * t (mm) (公式4-5)其中:R――中性层弯曲半径(mm)r ――零件内侧半径(mm)x ――中性层系数中性层系数见表4-4(仅供参考)表4-4 中性层系数x值注: 弯曲件展开尺寸与下列因素有关:1.弯曲成形方式.2.弯曲间隙.3.有无压料.4.材料硬度﹑延伸率﹑厚度.5.根据实际状况精确修正.五.材料最小弯曲半径,见表4-5表4-5 最小弯曲半径注:表列数据用于弯曲中心角≧90∘﹑断面质量良好的情况.六﹑弯曲回弹半径及回弹角r凸= r0 / ( 1 + K r0 / t ) (公式4-6)回弹角的数值为Δα= (180°-α0 )( r0 / r凸- 1) (公式4-7)式中r凸――凸模的圆角半径, [r凸]为mm;r0 ――工件的圆角半径, [r0 ]为mm;α0 ――工件的弯曲角度, [α0]为(°);t ――工件材料厚度, [t]为mm;K ――简化系数, 见表4-6表4-6 简化系数k值名称牌号状态K 名称牌号状态K铝L4, L6 退火0.0012 磷青铜QSn65-0.1 硬0.015 冷硬0.0041铍青铜Qbe2软0.0064防锈铝LF21退火0.0021 硬0.0265冷硬0.0054 铝青铜QA15 硬0.0047 LF12 软0.0024碳钢08, 10, A2 0.0032硬铝LY11软0.0064 20, A3 0.005硬0.0175 30, 35, A5 0.0068 LY12软0.007 50 0.015硬0.026碳工钢T8退火0.0076铜T1, T2, T3 软0.0019 冷硬0.0035 硬0.0088不锈钢1Cr18Ni9Ti退火0.0044黄铜H62软0.0033 冷硬0.018 半硬0.008弹簧钢65Mn退火0.0076 硬0.015 冷硬0.015 H68软0.0026 60Si2MnA 冷硬0.021硬0.0148七﹑弯曲力计算针对“v”型弯曲:F弯= 0.6kbtσb/ (R + t ) (N) (公式4-8) 其中:b―――弯曲线长度(mm)t―――材料厚度(mm)r―――内侧半径(mm)σb――材料极限强度(N/mm2)k―――安全纟数,一般k=1.3八﹑拉深(抽引)系数m = d/D (公式4-9)其中:d ――拉深(抽引)后工件直径(mm)D――毛坯直径(mm)1. 无凸缘或有凸缘筒形件用压边圈拉深系数见表4-7表4-7 无凸缘或有凸缘筒形件用压边圈拉深的拉深系数(适用08,10号钢)注: 1) 随材料塑性高低,表中数值应酌情增减.2) ――线上方为直筒件(d凸=d1 ).3) 随d凸/D 数值增大, r/t 值可相应减小, 满足2r1≦h1, 保证筒部有直壁.4) 查用时, 可用插入法, 也可用偏大值.5)多次拉深首次形成凸缘时,为考虑多拉入材料,m1增大0.02.2. 带凸缘筒形件第一次拉深系见表4-8表4-8 带凸缘筒形件第一次拉深时的拉深系数m 1注:适用于08﹑10号钢 3.无凸缘筒形件用压边圈拉深系数见表4-9表4-9 无凸缘筒形件用压边圈时的拉深系数注: 1. 凹模圆角半径大时 (r 凹 = 8 ~ 15t ), 拉深系数取小值, 凹模圆角半径小时 (r 凹 = 4 ~ 8t ),拉深系数取大值.2. 表中拉深系数适用于08﹑10S ﹑15S 钢与软黄铜H62 ﹑ H68. 当拉深塑性更大的金属时(05﹑08Z 及10Z 钢﹑铝等), 应比表中数值减小1.5-2%. 而当拉深塑性较小的金属时(20﹑25﹑A2﹑A3﹑酸洗钢﹑硬铝﹑硬黄铜等), 应比表中数值增大1.5-2%(符号S 为深拉深钢, Z 为最深拉深钢).4. 无凸缘筒形件不用压边圈拉深系数见表4-10表4-10 无凸缘筒形件不用压边圈时的拉深系数注:适用于08﹑10以及15Mn等材料5. 有工艺切口的第一次拉深系数见表4-11表4-11有工艺切口的第一次拉深系数m1 (材料:08﹑10)6. 有工艺切口的以后各次拉深系数见表4-12表4-12有工艺切口的以后各次拉深系数m n(材料:08﹑10))7. 有工艺切口的各次拉深系数见表4-13表4-13有工艺切口的各次拉深系数软钢﹑铝0.67 0.78 0.80 0.82 0.85 0.90 九﹑拉深(抽引)力F抽=3(σb + σs )( D – d - r凹)t (N) (公式4-10)其中:σb――材料极限强度(N/mm2)σs――材料屈服强度(N/mm2)D―――毛坯直径(mm)d―――拉深凹模直径(mm)r凹――拉深凹模圆角(mm)t―――材料厚度(mm)十﹑孔的翻边1. 翻边系数K = d/D (公式4-11)d ――预冲孔直径(mm)D ――翻边后平均直径(mm)各种材料极限翻边系数见表4-14,表4-15表4-14 低碳钢的极限翻边系数K翻边方法孔的加工方法比值d/t100 50 35 20 15 10 8 6.5 5 3 1球形凸模鑚后去毛刺用冲孔模冲孔0.700.750.600.650.520.570.450.520.400.480.360.450.330.440.310.430.300.420.250.420.20—圆柱形凸模鑚后去毛刺用冲孔模冲孔0.800.850.700.750.600.650.500.600.450.550.420.520.400.500.370.500.350.480.300.470.25—表4-15 其它一些材料的翻边系数退火的材料翻边系数K K min2. 预冲孔直径d = D-2( h - 0.43r - 0.72t ) (公式4-12)h ――翻边高度(mm)r ――翻边圆角(mm)t ――材料厚度(mm)3. 翻边高度h = D/[( 1-k )/2] + 0.4r + 0.72t (公式4-13)4. 翻边口部材料厚度t1 = t√k (mm) (公式4-14)5.翻边力F = 1.1tπtσs( D-d )σs ――材料屈服强度(Mpa)十一设计连接器五金零件应注意的要点1.尺寸标注:1)尺寸标注在最显要位置,直观,不封闭;2)重要﹑关键尺寸直接标注,不能有累积公差;3)尺寸公差大小应综合考虑功能及制造成本,并非越小越好,体现“该精就精,该粗就粗”一般经济公差为:下料±0.03,成形±0.05,角度±0.5°4)重要及关键尺寸应综合考虑制程稳定性、装配、使用功能并非多益善.5)设计基准,制造基准,测量基准相统一;2.形位公差:1)基准(面或线)不应有变形2)标注应清楚明确,方便量测;3)设计基准,制造基准,测量基准相统一;4)应综合考虑制程稳定性及使用要求,并非多多益善,精度一般可达到0.10;5)很稳定的尺寸, 如下料尺寸等可以不标.3.结构设计及强度要求1)材料选用满足使用要求,又方便采购的原料;2)零件外形园角,防止滚镀表面刮伤;3)零件应有足够的强度及刚性,防止在贮存,电镀、搬运过程中的变形及尺寸变异;4)特殊零件,可采用多种工序组合方式,如多轴成形加工.五金模具+治具等不同方式来完成;5)连续料带要求:A)Carrier应有足够的强度及刚性B)尽量采用双侧CarrierC)注意包装时Carrier及零件是否变形D)连续电镀的孔径、孔距特殊要求4.五金零件加工工艺:1)冲裁A)断面质量、光亮面比例大小B)毛刺大小(一般不超过0.05)及方向,对外观、功能的影响C)倒刺结构,不允许有园角D)尽量避免长悬臂或长槽E)零件平整度要求,一般为0.102)弯曲A)最小弯曲半径B)外侧龟裂的影响C)弯起高度应大于2t,如图4-4D)孔边距离应大于t,如图4-5,也可采用如图4-6所示工艺F)材料方向性对使用性能的影响3)抽引A)形状尽量简单对称B)R角不应太小,一般可达R0.30, 如图4-7C)内外尺寸不可同时标注D)表面模痕不应有苛刻要求E)平面度一般可达0.10第八章工程图面作业标准第二节五金模具一.五金模具开发流程,见表8-1二.五金模具装配图(图8-1)三.模具图面常见符号含义M,MC ――铣SP ――――基准点H ―――热处理TYP ――――典型尺寸ELE ――镀铬RP ――――圆弧点DYE ――染黑CEN,CL ――中心线G ―――磨TAN ――――切点PG ―――光学曲线磨THR ――――穿孔JG ―――坐标磨BOTT ―――底面W/C,W ――线割TOP ――――顶面E,EDM――放电SYM ――――对称L ――――车T ―――――厚度INT ―――交点CB ――――沉孔C ――――倒角CLEAR ―――间隙四.典型零件排样1.HOOK类,见图8-22.抽引类,见图8-33.外壳类,见图8-4。

拉深件坯料形状和尺寸是以冲件形状和尺寸为基础,按体积不变原则和相似原则确定。
体积不变原则,即对于不变薄拉深,假设变形前后料厚不变,拉深前坯料表面积与拉深后冲件表面积近似相等,得到坯料尺寸;相似原则,即利用拉深前坯料的形状与冲件断面形状相似,得到坯料形状。
当冲件的断面是圆形、正方形、长方形或椭圆形时,其坯料形状应与冲件的断面形状相似,但坯料的周边必须是光滑的曲线连接。
对于形状复杂的拉深件,利用相似原则仅能初步确定坯料形状,必须通过多次试压,反复修改,才能最终确定出坯料形状,因此,拉深件的模具设计一般是先设计拉深模,坯料形状尺寸确定后再设计冲裁模。
由于金属板料具有板平面方向性和模具几何形状等因素的影响,会造成拉深件口部不整齐,因此在多数情况下采取加大工序件高度或凸缘宽度的办法,拉深后再经过切边工序以保证零件质量。
切边余量可参考表4.3.1和表4.3.2。
当零件的相对高度H/d很小,并且高度尺寸要求不高时,也可以不用切边工序。
首先将拉深件划分为若干个简单的便于计算的几何体,并分别求出各简单几何体的表面积。
把各简单几何体面积相加即为零件总面积,然后根据表面积相等原则,求出坯料直径。
图 4.3.1 圆筒形拉深件坯料尺寸计算图在计算中,零件尺寸均按厚度中线计算;但当板料厚度小于1mm时,也可以按外形或内形尺寸计算。
常用旋转体零件坯料直径计算公式见表4.3.3。
4才对比较准确该类拉深零件的坯料尺寸,可用久里金法则求出其表面积,即任何形状的母线绕轴旋转一周所得到的旋转体面积,等于该母线的长度与其重心绕该轴线旋转所得周长的乘积。
如图4.3.2所示,旋转体表面积为 A。
图4.3.2 旋转体表面积计算图1.拉深系数的定义图4.4.1 圆筒形件的多次拉深在制定拉深工艺时,如拉深系数取得过小,就会使拉深件起皱、断裂或严重变薄超差。
因此拉深系数减小有一个客观的界限,这个界限就称为极限拉深系数。
极限拉深系数与材料性能和拉深条件有关。


d 3.00mm 毛坯直径19.53mm h
40.00mm 相对高度13.33mm r
10.00mm 相对厚度 5.12mm t
1.00mm 拉深因数0.15mm 修边余量#NAME?材料
牌号抗剪强度抗拉强度伸长率屈服强度普通钢SPCC 380 τ/MPa 440 σ/MPa 3 δ/MPa 240 σ/MPa 5次M1
M2M3拉深因数
0.49拉深因数0.74拉深因数0.77凸模直径
9.57mm 凸模直径8.19mm 凸模直径7.46mm 直径调整
11.07mm 直径调整9.69mm 直径调整8.96mm 拉深高度
60.97mm 拉深高度39.60mm 拉深高度27.35mm 凹模R
50.63mm 凹模R33.75mm 凹模R22.50mm 间隙
1.2间隙 1.2间隙 1.2压边力
24吨压边力0吨压边力0吨拉深力
11吨拉深力10吨拉深力9吨冲床力
46吨冲床力13吨冲床力12吨
M4
M5拉深因数
0.79mm 拉深因数0.81mm 凸模直径
7.08mm 凸模直径 5.99mm 直径调整
7.40mm 直径调整7.24mm 拉深高度
23.18mm 拉深高度19.07mm 凹模R
15.00mm 凹模R10.00mm 间隙
1.1间隙 1.05压边力
0吨压边力0吨拉深力
8吨拉深力7吨冲床力10吨冲床力10吨拉深次数:
无凸缘圆筒拉深件数据
SPCC
SPCE
SECC
60Si2Mn
65Si2WA
1Cr13
4Cr13
1Cr18Ni9Ti
2Cr18Ni90.490.49。