工艺流程图解
- 格式:pptx
- 大小:2.88 MB
- 文档页数:5

图解芯片制造工艺流程(全图片注解,清晰明了)该资料简洁明了,配图生动,非常适合普通工程师、入门级工程师或行业菜鸟,帮助你了解芯片制造的基本工艺流程。
首先,在制造芯片之前,晶圆厂得先有硅晶圆材料。
从硅晶棒上切割出超薄的硅晶圆,然后就可以进行芯片制造的流程了。
1、湿洗 (用各种试剂保持硅晶圆表面没有杂质)2、光刻 (用紫外线透过蒙版照射硅晶圆, 被照到的地方就会容易被洗掉, 没被照到的地方就保持原样. 于是就可以在硅晶圆上面刻出想要的图案. 注意, 此时还没有加入杂质, 依然是一个硅晶圆. )3、离子注入 (在硅晶圆不同的位置加入不同的杂质, 不同杂质根据浓度/位置的不同就组成了场效应管.) 4.1、干蚀刻(之前用光刻出来的形状有许多其实不是我们需要的,而是为了离子注入而蚀刻的。
现在就要用等离子体把他们洗掉,或者是一些第一步光刻先不需要刻出来的结构,这一步进行蚀刻).4.2、湿蚀刻 (进一步洗掉,但是用的是试剂,所以叫湿蚀刻)——以上步骤完成后, 场效应管就已经被做出来啦,但是以上步骤一般都不止做一次, 很可能需要反反复复的做,以达到要求。
5、等离子冲洗 (用较弱的等离子束轰击整个芯片) 6、热处理,其中又分为: 6.1 快速热退火 (就是瞬间把整个片子通过大功率灯啥的照到1200摄氏度以上, 然后慢慢地冷却下来, 为了使得注入的离子能更好的被启动以及热氧化)6.2 退火 6.3 热氧化 (制造出二氧化硅, 也即场效应管的栅极(gate) ) 7、化学气相淀积(CVD),进一步精细处理表面的各种物质 8、物理气相淀积 (PVD),类似,而且可以给敏感部件加coating 9、分子束外延 (MBE) 如果需要长单晶的话就需要。
10、电镀处理 11、化学/机械表面处理 12、晶圆测试13、晶圆打磨就可以出厂封装了。
版权:本素材由用户提供并上传,仅用于学习交流;如内容侵权,请举报或联系我们删除。
本网页已闲置超过10分钟,按键盘任意键或点击空白处,即可回到网页。

图解工业制氧生产工艺制氧站生产工艺流程制氧/制氮系统工艺流程及主要设备制氧/制氮系统是通过将空气中的氮气和氧气分离,从而生产出高纯度的氧气和氮气。
其工艺流程如下:空气经过空气过滤器进行初步过滤,然后进入空气压缩机进行压缩。
经过离心式空气压缩机的压缩,空气进入空冷塔,在空冷塔上升过程中,与塔上部喷入低温冷冻水和中部喷入的循环冷却水进行直接接触换热,将空气冷却后进入分子筛。
从空冷塔中出来的冷却水返回到冷却水循环系统中。
进入分子筛的空气经过吸附剂的吸附作用,分离出氮气和氧气。
氧气进入氧气液储槽,经过氧压机压缩后,存储在氧气储槽中。
氮气则进入氮气液储槽,经过氮压机压缩后,存储在氮气储槽中。
同时,制氧/制氮系统中还有氩气储槽,储存着制氧/制氮过程中产生的氩气。
工艺流程中各步骤工作原理及用途1、空气过滤器空气过滤器的作用是进行初步过滤,防止灰尘和小颗粒粉尘进入空气压缩机,影响制氧/制氮系统的正常运行。
空气经过过滤筒,灰尘和小颗粒粉尘会被滤网阻挡,干净的空气进入空气压缩机中。
过滤器中的滤筒需要经常吹扫,以保证过滤效果。
2、空气压缩机空气压缩机是制氧/制氮系统中的主体设备,其作用是将原动机的机械能转换成气体压力能,压缩空气,提供制氧/制氮系统所需的气源。
制氧/制氮系统中采用离心式空气压缩机,其中EZ45-2+1空压机和47YD112空压机是常用的两种型号。
当空气压力不够时,会启动另外一台空气压缩机,以增加压力。
3、空冷塔和水冷塔空冷塔和水冷塔是制氧/制氮系统中的换热设备,其作用是将压缩空气进行冷却,以便于进一步分离氮气和氧气。
空气进入空冷塔,在空冷塔上升过程中,与塔上部喷入低温冷冻水和中部喷入的循环冷却水进行直接接触换热。
进入水冷塔的冷却水与从水冷塔底部进入的干燥空气进行逆流接触,干空气吸收水分达到饱和从塔顶释放,冷却水温度降低形成冷冻水,该冷冻水由泵打入空冷塔上部对空气进行冷却。
4、分子筛分子筛是制氧/制氮系统中的核心设备,其作用是将空气中的氮气和氧气分离。
水泥生产工艺流程(附详细图解)一看就懂水泥:是将黏土与石灰石配合烧制成块(熟料)再经磨细而成水硬性胶凝材料。
起源实际意义上的水泥发明在19世纪初由英国人阿斯普丁(J.Aspolin)发明的,称为波特兰水泥。
成分水泥熟料是制成水泥粉末的主要原料。
不同的制造商所用的原材料有所差异。
水泥生产发展历史水泥厂分类按生料制备方法分类:· 湿法· 干法按煅烧熟料窑的结构分类:· 立窑生产· 回转窑生产各种主要的生产方式的对比水泥生产流程典型水泥熟料生产线的工艺流程1) 石灰山矿山概念· 水泥主要原材料石灰石通过爆破矿山所得。
· 石灰石通过工具运输走以供破碎之用。
控制单元· 破碎机、输送设备、收尘设备、长皮带。
2) 石灰石破碎及储存原料的储存及预均化概念· 破碎是利用机械方法将大块物料变成小块物料的过程。
· 从矿山开采来的石灰石等原材料块度都较大,所以都需要破碎。
· 原料的储存及预均化。
控制单元· 平板喂料机属于破碎系统的喂料设备,采用变频调速调节破碎机的喂料量。
· 起动属重载启动,选型须大一档需配制动电阻。
· 破碎机(高压电机)。
· 收尘器。
· 皮带机。
· 堆取料机(一般带控制箱)一般只进行配电设计。
3) 原料配料概念· 根据熟料成分的需求配制符合要求的生料。
控制单元· 收尘设备· 电子皮带秤(调速)· 输送设备4) 原料粉磨概念· 生料,由石灰质原料、少量矫正原料按比例配合,粉磨到一定细度的物料。
控制单元· 生料磨、电收尘器、风机、废气处理(增湿塔)· 原料磨选粉机一般采用变频调速,用于调节原料细度,起动属重载启动,选型大一档。
5) 生料均化及输送6) 窑尾预热器、分解炉、回转窑、窑头箆冷机7) 窑尾预热器概念· 生料粉在旋风预热器系统中与高温热气在悬浮状态下进行热交换。

组件封装工艺流程图解
一、分选二、划片三、单焊
对电池片的电性能进行筛选,以及将电池片切割成所需要的将涂锡带〔行业称互联条〕焊接在
对电池片的色差、崩边、隐裂、缺尺寸规格。
单个电池片的负极主栅线上。
角等外不雅不良的筛选。
四、串焊五、叠层六、层压
将焊接好的假设干个〔按技术要求〕串焊好的电池串按图纸要求进行摆列,并将将叠层好的组件,放入已经调试、电池片从正极互相焊接成一个电池每个电池串的两头引线全部串联成一个回路,设定好温度、抽真空时间等参数的串。
将玻璃、EV A、TPT、电池串按序叠放。
层压机进行封装。
七、装框八、清洗九、测试
将符合要求的组件,进行铝合金边框对组件外表进行清洗。
对组件进行电性能的测试,并分档。
的安装,同时安装接线盒。
组件封装所用原材料
电池片EV A TPT
玻璃铝合金型材互联条硅胶接线盒电池组件
封装设备图片
全自动层压机半自动层压机
〔RDCY—Z系列〕〔RDC—Y系列〕
秦皇岛瑞晶太阳能科技出产的全自动和半自动层压机,可按照电池组件不同的工艺要求,设置不同的工艺参数,并采用了多点温度控制技术来包管温度的均匀性,降低了碎片率,能有效的提高层压组件的优质品率。
并在对设备进行了全面的布局调整,最大限度的便利组件放入和取出,橡胶板的更换极其便利。
激光划片机
单片测试仪
组件测试仪
单、串焊台〔RHT型〕叠层台〔RJT〕修复台〔RPT〕
装框机〔RZK—1〕待装框组件周转车〔RCZ〕待压组件周转车〔RCY〕。
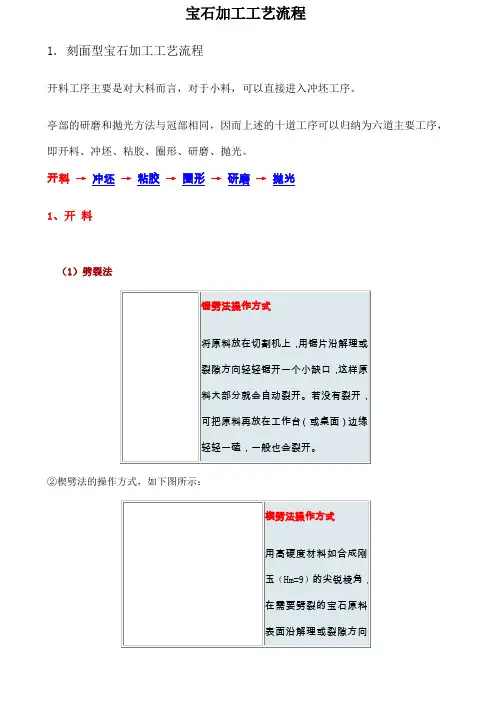
宝石加工工艺流程1. 刻面型宝石加工工艺流程开料工序主要是对大料而言,对于小料,可以直接进入冲坯工序。
亭部的研磨和抛光方法与冠部相同,因而上述的十道工序可以归纳为六道主要工序,即开料、冲坯、粘胶、圈形、研磨、抛光。
开料→冲坯→粘胶→圈形→研磨→抛光1、开料(1)劈裂法②楔劈法的操作方式,如下图所示:(2)锯切法①大料的切割A B②小料的切割2、冲坯3、粘胶预热宝石粘接宝石顶平校正4、圈形手工圈形示意图5、刻磨用八角手加工刻面宝石的机械装置示意6、抛光抛光顺序:对宝石各部分刻面的抛光顺序与研磨顺序基本一样。
所以,在抛光宝石时,要适当控制抛光剂的供给量,抛光剂过多或过少都对抛光不利。
(标准圆钻式琢型的加工顺序和方法)2. 凸面型宝石的一般加工工艺流程:凸面型宝石加工工艺流程图开料→出坯→圈形→粘胶→造型→细磨→抛光→上蜡8.3.1 开料8.3.2 出坯(1)画线(2)切割修整切割修整过程示意8.3.3 圈形轮磨凸面型宝石侧面底面边缘打磨出一圈小斜面8.3.4 粘胶8.3.5 造型凸面型宝石的成形步骤8.3.6 细磨软面磨盘结构与柔性磨削作用8.3.7 抛光8.3.8 拆胶、清洗、修饰、上蜡3. 玉雕工艺流程选料 -> 设计 -> 琢磨 -> 抛光 -> 上腊4. 玉镯加工工艺(1)选料 (2)片料设计与开料(3)镯环设计及制环坯 (4)镯料形状确定设计 (5)倒角(6)加工外圆 (7)加工内圆 (8)后期处理(1)选料(2)片料设计与开料(3)镯环设计及制环坯(4)镯料形状确定设计仔细观察镯坯侧面有无先前未发现的小裂纹和瑕疵,在充分考虑去杂质方案后,再进行镯料设计,并确定镯料截面形状门口圆形、椭圆形或馒头形),如图 (c)所示。
(5)倒角使用内外倒角轮磨削棱角(6)加工外圆使用内圆夹自环内夹住镯环,打磨、抛光外圆(7)加工内圆使用外圆夹自环外夹住镯环,打磨、抛光内圆(8)后期处理清洗、上腊4. 珠形款式加工工序开石-> 出坯 -> 预形 -> 粗磨 -> 细磨 -> 抛光 -> 过蜡 -> 穿孔(1)开石(2)出坯(3)预形(4)粗磨5)细磨6) 抛光(7)过蜡8) 穿孔。
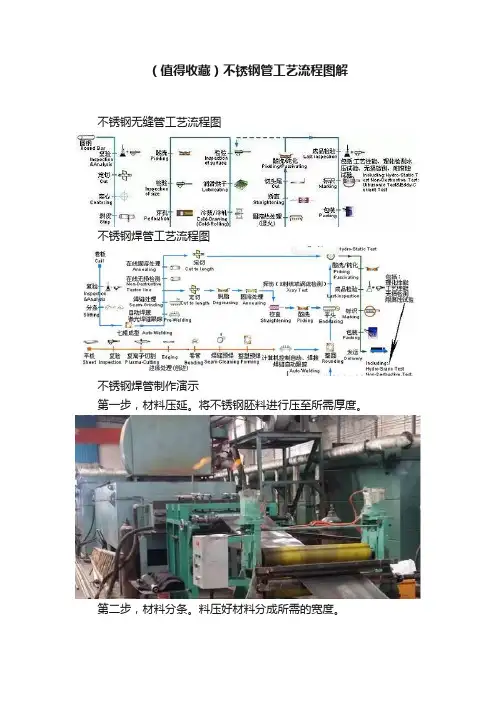
(值得收藏)不锈钢管工艺流程图解
不锈钢无缝管工艺流程图
不锈钢焊管工艺流程图
不锈钢焊管制作演示
第一步,材料压延。
将不锈钢胚料进行压至所需厚度。
第二步,材料分条。
料压好材料分成所需的宽度。
第三步,将材料装上制管机前的材料固定区。
第四步,逐步挤压,制管机前段模具将分条好钢带逐步挤压成圆形。
第五步,接边焊接,将挤压成圆形的两接边进行焊接。
第六步,成型调直,将焊接成型的圆管根据需求进一步挤压成所需规格(圆管、方管、椭圆管等)。
第七步,定尺切割,根据需求固定切割开关,自动定尺切割。
第八步,表面处理,将切割好钢管根据需求进行表面抛光或拉砂处理。
第九步,质量检验,表面处理好的钢管进行检验。
检验:外径、厚度、表面。
第十步,材料打包,合格产品进行打包计数。
第十一步,材料入库,人工将钢管分类放进货架中。
第十二步,不锈钢管仓库待售。
新产品设计-工艺开发流程图解新产品设计/工艺开发 APQP计划流程图解生产制造可行性分析报告及工艺开发 N多功能小组评审初始过程流程图Y过程初始特殊特性明细表设备、工装及检具清单的编制新设备、工装及检具清单的确定过程特殊特性编制过程流程图车间平面布置图特性矩阵图PFMEA的编制过程特殊特性的修订试生产控制计划的编制指导书的编制生产作业指导书的编制自制件检验指导书的编制新设备的采购新工装、检具设计(自制部分)自制工装、检具验收新工装及专用检具的采购初始过程能力研究计划过程审核(A部分)下面是赠送的团队管理名言学习,初始过程能力研究不需要的朋友可以编辑删除!!!谢谢!!!生产节拍分析1、沟通是管理的浓缩。
生产控制计划编制2、管理被人们称之为是一门综合艺术--“综合”是因为管理涉及基本原理、自产能确认我认知、智慧和领导力;“艺术”是因为管理是实践和应用。
3、管理得好的工厂,总是单调乏味,没有仸何激劢人心的事件发生。
结束4、管理工作中最重要的是:人正确的事,而不是正确的做事。
5、管理就是沟通、沟通再沟通。
6、管理就是界定企业的使命,幵激励和组织人力资源去实现这个使命。
界定使命是企业家的仸务,而激励不组织人力资源是领导力的范畴,二者的结合就是管理。
7、管理是一种实践,其本质不在于“知”而在于“行”;其验证不在于逻辑,而在于成果;其唯一权威就是成就。
8、管理者的最基本能力:有效沟通。
9、合作是一切团队繁荣的根本。
10、将合适的人请上车,不合适的人请下车。
11、领导不是某个人坐在马上指挥他的部队,而是通过别人的成功来获得自己的成功。
12、企业的成功靠团队,而不是靠个人。
13、企业管理过去是沟通,现在是沟通,未来还是沟通。
14、赏善而不罚恶,则乱。
罚恶而不赏善,亦乱。
15、赏识导致成功,抱怨导致失败。
16、世界上没有两个人是完全相同的,但是我们期待每个人工作时,都拥有许多相同的特质。
17、首先是管好自己,对自己言行的管理,对自己形象的管理,然后再去影响别人,用言行带劢别人。