测量技术基础
- 格式:doc
- 大小:35.00 KB
- 文档页数:3
(一)測量技術基礎測量的基本概念測量,就是把被測量與复現計量單位的標準量進行比較,從而確定被測量量值的過程。
按其比較特點,可將測量進一步分為檢驗和測量。
檢驗的特點是:只能確定被測量是否要規定的极限範圍之內(即合格性判斷),而不能得出被測量的具體數值;測量的特點是:測量結果為被測量的具體數值(以測量單位的倍數或分數表示)。
測量過程包括四要素:被測對象、測量單位、測量方法和測量精度等。
測量方法是指測量時所採用的方法、計量器具和測量條件的綜合。
測量精度是指測量結果與其真值的一致程度。
任何測量過程都不可避免地存在測量誤差,但是,只要誤差足夠小,就可以認為測量結果是可靠的。
呎寸傳遞是指標準長度與被測長度之間的聯系關系。
按基準概念,呎寸傳遞關係可表示為:國際基準國家基準工作基準工作器具被測零件。
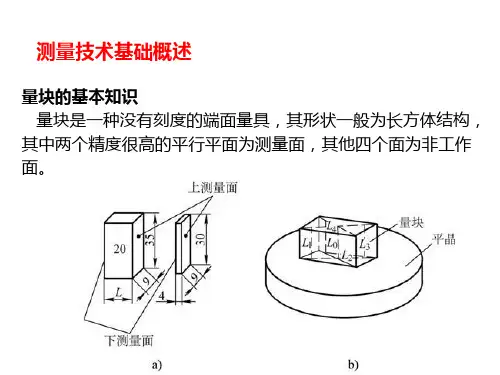
第一節常用量具及儀器一、量塊和极限量規量塊有時稱塊規,多制成長方體,量塊有兩個非常光潔且平面度很高的平行平面,這是它的測量面,上測量面中點到下測量面的垂直距離是量塊的工作呎寸。
极量規(通止規) 用來判斷零件的加工誤差是否在极限範圍之內。
它分別按被測實際呎寸的兩個极限呎寸制造。
按最大實體呎寸製造的稱為通端;按最小實體呎寸製造的稱為止端。
測量時分別使用通端和止端,能被通端通過又不能被止端通過的被測呎寸才是合格的呎寸。
二、游標尺和千分尺(1).游標尺按其用途可分為三類:游標卡、游標深度尺和游標高度尺。
(2).千分尺常用的有:外徑千分尺、內徑千分尺和深度千分尺。
三、百分表和千分表百分表和千分表的結構相類似,只是分度值不同。
前者為0.01mm,后者為0.001mm和0.002mm。
四、万能精度密量儀万能精密量儀包括万能測長儀、工具顯微鏡、投影儀和光學分度頭等。
第二節測量方法測量方法是指測量時所采用的測量原理、測量器具和測量條件的總和。
在實際工作中,往往單純從獲得結果的方式來理解測量方法,它可按不同特征分類。
一、按獲得結果的方式分類(1).直接測量-被測幾何量的數值直接由計量器具讀出。
第二章测量技术基础一、重点名词测量误差随机误差二、重点掌握/熟练掌握1.掌握量块的特性及量块的组合方法;2.掌握各种测量分类法的特点;3.掌握计量器具的分类及其技术性能指标。
4.掌握测量误差的含义及其表示法;5.掌握测量误差的基本类型及其处理原则;6.掌握随机误差的概念及测量结果的表示法;7.掌握测量误差的合成。
三、一般掌握1.掌握有关测量的概念;2.一般了解尺寸的传递系统。
88题一、判断题(正确的打√,错误的打╳)1.我国法定计量单位中,长度单位是米(m),与国际单位不一致。
(╳)2.量规只能用来判断零件是否合格,不能得出具体的尺寸。
(√)3.计量器具的示值范围即测量范围。
(╳)4.间接测量就是相对测量。
(╳)5.使用的量块越多,组合的尺寸越精确。
(╳)6.测量所得的值即为零件的真值。
(╳)7.通常所说的测量误差,一般是指相对误差。
(╳)8.多数随机误差是服从正态分布规律的。
(√)9.精密度高,正确度就一定高。
(╳)10.选择计量器具时,应保证其不确定度不大于其允许值u1。
(√)11.直接测量必为绝对测量。
(×)12.为减少测量误差,一般不采用间接测量。
(√)13.为提高测量的准确性,应尽量选用高等级量块作为基准进行测量。
(×)14.使用的量块数越多,组合出的尺寸越准确。
( ×)15.0~25mm千分尺的示值范围和测量范围是一样的。
(√)16.用多次测量的算术平均值表示测量结果,可以减少示值误差数值。
(×)17.某仪器单项测量的标准偏差为ζ=0.006mm,若以9次重复测量的平均值作为测量结果,其测量误差不应超过0.002mm。
(×)18.测量过程中产生随机误差的原因可以一一找出,而系统误差是测量过程中所不能避免的。
( ×)19.选择较大的测量力,有利于提高测量的精确度和灵敏度。
( × )20.对一被测值进行大量重复测量时其产生的随机误差完全服从正态分布规律。
第2章技术测量基础2.1技术测量的基础知识2.1.1技术测量的基本概念在生产和科学实验中, 经常要对一些现象和物体进行检测, 以对其进行定量或定性的描述。
在机械制造中, 技术测量重要研究对零件的几何量(涉及长度、角度、表面粗糙度、几何形状和互相位置误差等)进行测量和检查, 以拟定机器或仪器的零部件加工后是否符合设计图样上的技术规定。
所谓测量是指为拟定被测对象的量值而进行的实验过程。
即测量是将被测量与测量单位或标准量在数值上进行比较, 从而拟定两者比值的过程。
若以x表达被测量, 以E表达测量单位或标准量, 以q表达测量值, 则有:q=x/E一个完整的几何量测量过程应涉及以下四个要素。
被测对象: 零件的几何量, 涉及长度、角度、形状和位置误差、表面粗糙度以及单键和花键、螺纹和齿轮等典型零件的各个几何参数的测量。
计量单位: 几何量中的长度、角度单位。
在我国规定的法定计量单位中, 长度的基本单位为米(m), 其他常用的长度单位有毫米(mm), 微米(μm)。
平面角的角度单位为弧度(rad)、微弧度(μrad)及度(°)、分(′)秒(″)。
测量方法: 指测量时所采用的测量原理、计量器具和测量条件的综合, 一般情况下, 多指获得测量结果的方式方法。
测量精度: 指测量结果与真值的一致限度, 即测量结果的可靠限度。
在测量技术领域和技术监督工作中, 还经常用到检查和检定两个术语。
检查是拟定被检几何量是否在规定的极限范围内, 从而判断其是否合格的实验过程。
检查通常用量规、样板等专用定值无刻度量具来判断被检对象的合格性, 所以它不能得到被测量的具体数值。
检定是指为评估计量器具的精度指标是否合乎该计量器具的检定规程的所有过程。
例如, 用量块来检定千分尺的精度指标等。
2.1.2测量基准和尺寸传递系统1. 长度尺寸基准和传递系统在我国法定计量单位制中, 长度的基本单位是米(m)。
1983年第十七届国际计量大会的决议, 规定米的定义为:1m是光在真空中, 在1/s的时间间隔内的行程长度。
第三章测量技术基础
一、选择题与填空题
1.测量过程包括、、、四个
要素。
2.量块按制造精度分为级,分级主要是根据_
_ 等指标来划分的。
3.量块按检定精度分为等,分等的主要根据是_
__
4.一种计量器具要测量的读数越精确,就要要求它的哪一个度量指标越
小。
()
A. 刻度间距
B. 分度值
C. 稳定度
5.用游标卡尺测量一个零件的平面上两个轴线平行的孔的中心距时,其测量方法
是。
()
A. 绝对测量
B. 直接测量
C. 间接测量
6.等精度测量与不等精度测量的主要区别在于。
7.不同尺寸测量时,判断其测量精度的误差应当用而不
是。
8.属于哪一类测量误差,在数据处理时必须对其对应的测量值进行剔
除。
()
A. 粗大误差
B. 系统误差
C. 随机误差
9.单次测量之间误差无确定的规律,而多次重复测量它们的误差又是有一定的规
律,这种测量误差称为。
10.随机误差和系统误差都很小的测量,应当说哪一种测量精度高。
()
A. 精密度
B. 正确度
C. 精确度
11.在随机误差的评定中,能反映测得值精度高低的指标是。
()
A. 算术平均值
B. 标准偏差
C. 残余误差
12.系统误差的消除常用方法有。
13.拉依达准则也称准则,其表达式
为。
14.根据函数关系式和各直接测得值来计算测量的数据处理的方法
是。
二、判断题
1.精确的计量器具可以测得被测量的真值。
()
2.一个长方形量块,其上六个面的平面度的公差等级都应一致。
()
3.最高级的量块和最高等的量块都制造的一样精确,可以互相代替。
()
4.极限量规可以直接检测出被测对象的具体测量值。
()
5.有些计量器具的测量范围和示值范围是一样的,有些计量器具的测量范围和示
值范围是不一样的。
()
6.当测量条件一定时,多次测量的平均可以减弱系统误差对测量结果的影响。
()
7.在进行精密测量时,往往对测量的环境、温度、灰尘、振动、气压等有较严格
的要求,以保证测量结果的准确性。
()
8.测量结果中如果随机误差较大,则测量的精密度和正确度都不高。
()
三、解答题
1.从成套量块中组合下列尺寸(单位为mm):
(1)从83块一套的量块中组合:29.875,48.98,40.79,10.56。
(2)从91块一套的量块中组合:48.283,12.419。
2.仪器读数在20mm处的示值误差为+0.002mm,当用它测量工件时,读数正好为20mm,问工件的实际尺寸是多少?
3.用两种不同的方法分别测量两个尺寸,若测量结果分别为20±0.001mm和300±0.01mm,问哪种测量方法的精度高?
4.对某几何量进行了15次等精度测量,测得值如下(单位为mm):30.742,30.743,30.740,30.741,30.739,30.740,30.739,30.741,30.742,30.743,30.739,30.740,30.743,30.742,30.741。
求单次测量的标准偏差和极限误差。
5.用某一测量方法在等精度的情况下对某一试件测量了四次,其测得值如下(单位为mm):20.001,20.002,20.000,19.999。
若已知单次测量的标准偏差为0.6μm,求测量结果及极限误差。