发那科PMC编程讲义-设计篇
- 格式:ppt
- 大小:6.12 MB
- 文档页数:107
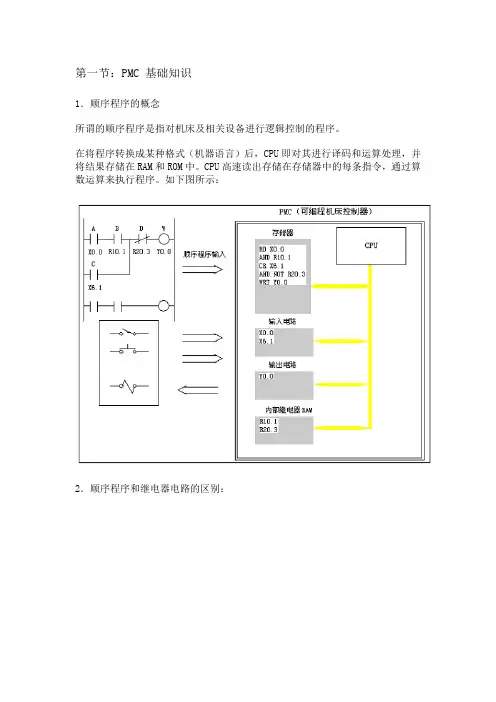
第一节:PMC 基础知识1.顺序程序的概念所谓的顺序程序是指对机床及相关设备进行逻辑控制的程序。
在将程序转换成某种格式(机器语言)后,CPU即对其进行译码和运算处理,并将结果存储在RAM和ROM中。
CPU高速读出存储在存储器中的每条指令,通过算数运算来执行程序。
如下图所示:2.顺序程序和继电器电路的区别:上图所示:继电器回路(A)和(B)的动作相同。
接通A(按钮开关)后线圈B和C中有电流通过,C接通后B断开。
PMC程序 A中,和继电器回路一样,A通后B、C接通,经过一个扫描周期后B 关断。
但在B中,A(按钮开关)接通后C接通,但B并不接通。
所以通过以上图例我们可以明白PMC顺序扫描顺序执行的原理。
3.PMC的程序结构对于FANUC的PMC来说,其程序结构如下:第一级程序—第二级程序—第三级程序(视PMC的种类不同而定)—子程序—结束如图:在PMC执行扫描过程中第一级程序每8ms 执行一次,而第二级程序在向CNC的调试RAM中传送时,第二级程序根据程序的长短被自动分割成n等分,每8ms 中扫描完第一级程序后,再依次扫描第二级程序,所以整个PMC的执行周期是n*8ms。
因此如果第一级程序过长导致每8ms扫描的第二级程序过少的话,则相对于第二级PMC所分隔的数量n就多,整个扫描周期相应延长。
而子程序是位于第二级程序之后,其是否执行扫描受一二级程序的控制,所以对一些控制较复杂的PMC程序,建议用子程序来编写,以减少PMC的扫描周期。
输入输出信号的处理:一级程序对于信号的处理:如上图可以看出在CNC内部的输入和输出信号经过其内部的输入输出存储器每8MS 由第一级程序所直接读取和输出。
而对于外部的输入输出经过PMC内部的机床侧输入输出存储器每2MS由第一级程序直接读取和输出。
二级程序对于信号的处理:而第二级程序所读取的内部和机床侧的信号还需要经过第二级程序同步输入信号存储器锁存,在第二级程序执行过程中其内部的输入信号是不变化的。

FANUCPMC设计与编程第三节PMC画面和操作56
四、PMC配置菜单功能介绍
1、标头画面
定义顺序程序的名称、PMC的版本号、相关的机械厂家信息。
2、PMC设定总画面
在PMC设定总画面上,设定PMC功能使用条件的参数。
3、PMC状态画面
警告:在机械运行过程中,如果停止顺序程序的运行,机械就可能发生无法预料的动作。
停止顺序程序时,确认机械附近没有人,并请在确认刀具和工件、机械不冲撞之后再进行。
这些操作发生错误时,可能导致使用者死亡或负重伤。
而且刀具、工件和机械可能发生破损。
4、符号画面
通过设定地址的符号和注释,在观察顺序程序和信号诊断时,了解地址的含义,便于分析程序。
符号:显示PMC地址中设定的符号。
当是相对于子程序的局部符号时,以“程序名.符号”的形式显示。
注释:显示PMC地址中设定的注释。
1个地址中设定了多个注释时,能够使用软件切换显示。
5、信息画面
在信息数据显示画面,能通过功能指令DISPB确认输出NC画面的外部信息数据的内容。
6、在线设置
7、在线调试
FANUC Ladder-Ⅲ 有离线方式和在线方式两种:
将 CNC 与 PC 连接起来,可以在线进行基于 FANUC LADDER-Ⅲ 的梯图程序维护。
FANUC 0i-D 系列中的 0i-MD / 0i-TD 系统都标准装配有支持 100Mbps 的内嵌式以太网,而 0i-Mate MD 和 0i-Mate TD 只标配PCMCIA 网卡,PCMCIA 网卡和内嵌式以太网相比,功能接近,只是不支持 FANUC 程序传输软件。

FANUCPMC设计与编程第三节PMC画面和操作46三、PMC梯形图菜单功能介绍1、按功能键“SYSTEM”,再按软键“+”“PMC梯形图”,PMC梯形图画面显示如下。
2、PMC梯形图列表画面画面的左侧显示有程序列表,一次最多可显示18个程序,其右侧显示当前程序列表的光标所指向的程序的梯形图。
在左侧的程序列表显示区,光标停留在不同位置可进行操作的权限不同。
“大小区”以字节为单位显示程序大小。
程序大小超过1024字节时,以一千字节为单位来显示程序容量,并附加“K”。
如1000字节即显示为“1000”,20000字节显示为“19K”。
3、基本配置画面4、梯形图画面按软键“操作”“缩放”或“梯形图”,进入梯形图显示画面。
菜单层级5、编辑梯形图按软键“编辑”,进入梯形图编辑画面。
缩放:修改光标所在位置的网格。
追加新网:在光标位置之前编辑新的网格。
【自动】:地址号自动分配(避免出现重复使用地址号的现象)【选择】:选择需复制、删除、剪切的程序。
【删除】:删除所选择的程序。
【剪切】:剪切所选择的程序。
【复制】:复制所选择的程序。
【粘贴】:粘贴所复制、剪切的程序到光标所在的位置。
【地址交换】:批量更换地址号。
【地址图】:显示程序所使用的地址分布。
【更新】:编辑完成后更新程序的RAM区。
【恢复】:恢复更改前的原程序(更新之前有效)。
6、地址图显示使用地址图可以显示程序中所使用地址的情况。
按软键“地址图”,显示地址图。
7、双线圈画面按软键“PMC梯形图”“双线圈”,进入双线圈输出检查画面。
按软键“操作”“跳转” ,跳转到相应的梯形图画面。

3. I/O模块的连接〔1〕信号的连接当我们进行输入输出信号的连线时,要注意系统的I/O对于输入〔局部〕/输出的连接方式有两种,按电流的流动方向分源型输入〔局部〕/输出和漏型〔局部〕输入输出,而决定使用哪种方式的连接由DICOM/DOC0M\和输出的公共端来决lo如图:E漏量检人】D1G0MIQV八----------- ■?U 丝江乜可由M树厘遇供片【源知输入】作源量摘人住用时.把DI COM鼐子与-24V型子褶连接――输入使用时1拇M COM蜗子与0V■子榔t镖.通常情况下当我们使用分线盘等I/O模块时,局部可选择一组8点信号连接成漏型和源型输入通过DICOM®。
原那么上建议采用漏型输入即+24V开关量输入,避免信号端接地的误动作。
[源型输出】把婆动负承的电源接在印刷柜的DOC0M±・〔因为电流总从口刷板上流出的.所以林为源电〕【漏型输出】PWC接通喻出但号CO时*印刷板内的驱动回施即动帘.输出瑞子交为。
丸!因为电源是流入口刷板的,所以称为漏里〕当使用分线盘等I/O模块时,输出方式可全部采用源型和漏型输出通过DOCOM 端,平安起见推荐使用源型输出即+24V输出,同时在连接时注意续流二极管的极性,以免造成输出短路。
第四节FANUC-PM编制的相关信号,参数和地址1.机床的保护信号机床设计人员在设计调试机床PMC勺第一步应事先处理机床的保护信号,如急停、复位、垂直轴的刹车、行程限位等,以防在调试过程中出现紧急情况下可以进行中断系统的运行。
注:在以下所介绍的信号中标有*标记的点表示低电平有效急停信号:*X8.4 :作为系统的高速输入信号而不经过PMC勺处理而直接相应*G8.4: PMC俞入至ij NC的急停信号只要当以上两个信号中的任意一个信号为低电平,那么系统就会产生急停报警。
复位信号系统的复位信号分两类,一类是内部复位信号,一类是外部复位信号。
F1.1:当系统的MDI键盘上的RESET!按下时,系统执行内部复位操作中断当前系统的操作,同时输出此信号给PMC用来中断机床其它的辅助动作。