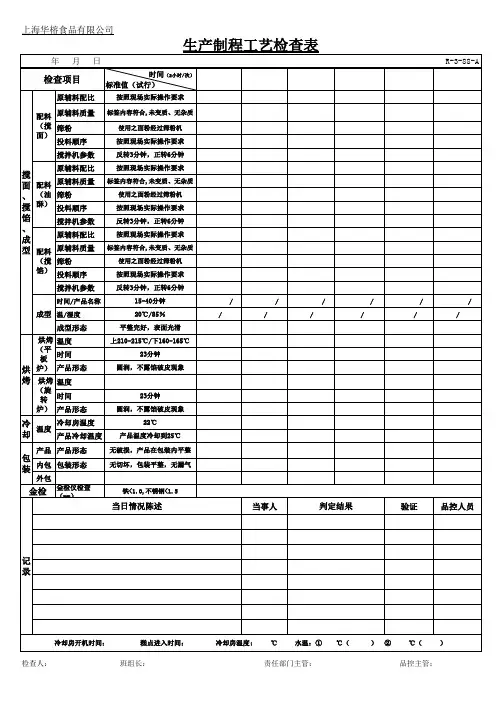
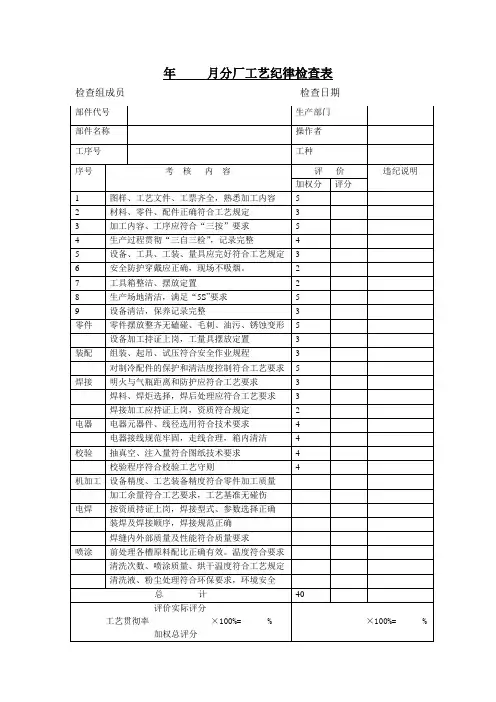
车间工艺过程记录及检查表
- 格式:docx
- 大小:16.26 KB
- 文档页数:1
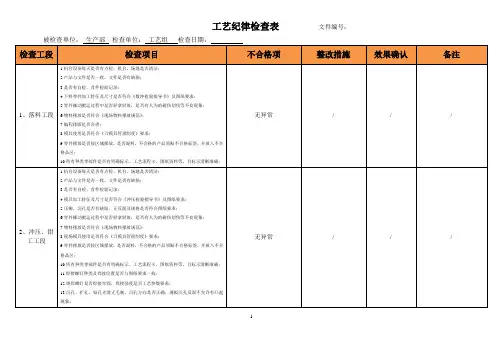

工艺纪律检查表范本1. 引言在制造业中,遵守工艺纪律是确保产品质量和生产效率的重要因素之一。
工艺纪律检查表是用于检查和记录生产中是否遵循了预定的工艺流程和标准的工具。
本文将介绍一个工艺纪律检查表的范本,包括表格结构和要填写的内容。
2. 工艺纪律检查表范本以下是一个工艺纪律检查表的范本,表格分为三个部分:产品信息、检查内容和备注。
2.1 产品信息产品名称产品编号生产批次日期产品A A001 20210101 2021/01/01产品B B002 20210102 2021/01/02产品C C003 20210103 2021/01/032.2 检查内容以下是一个工艺纪律检查表范本的检查内容部分,列出了常见的工艺纪律检查项目。
2.2.1 工艺流程1.是否按照规定的工艺流程操作?2.工艺参数是否设置正确?2.2.2 原材料1.使用的原材料是否符合规格要求?2.原材料是否经过检验和批准?3.是否按照标准配比使用原材料?2.2.3 设备设施1.设备设施是否正常运行?2.设备设施是否进行过维护和保养?2.2.4 操作规范1.操作人员是否按照规范操作?2.操作人员是否具备相关技能和证书?2.3 备注在备注部分,可以填写一些不适用于以上检查内容的额外信息或意见建议。
3. 如何使用工艺纪律检查表范本使用工艺纪律检查表范本时,可以按以下步骤进行操作:1.填写产品信息:根据实际情况填写产品名称、产品编号、生产批次和检查日期。
2.检查工艺纪律:按照表格中列出的检查内容,逐项进行检查。
对于每一项,根据实际情况勾选“是”或“否”。
3.填写备注:如有需要,可以在备注栏中填写额外的信息或意见建议。
4. 总结工艺纪律检查表是制造业中一种重要的工具,能够确保产品质量和生产效率。
本文介绍了一个工艺纪律检查表范本,包括表格结构和要填写的内容。
合理使用工艺纪律检查表范本,有助于提高生产过程中的工艺纪律性,并及时发现和纠正不符合要求的情况,从而保证产品质量和客户满意度。
焊接过程记录与检查表焊接过程记录与检查表(纵焊缝)订单号:JSHD/QYWJ-A16.2-1时间/班次。
焊接前:数量操作者焊丝型号焊丝批号焊接过程:焊机、焊接转台运行情况是否良好、正常异常情况描述:A:正常/不正常处理者发现者处理者相对湿度1.是否对焊缝坡口及附近油、锈、污垢、杂质进行清理。
清理/没有清理异常情况描述:首件巡检:序号检查项目工艺要求检查结果异常情况描述1 外焊 0.5~2.5mm,内焊0.5~1.5mm2 余高任意300mm内余高相差不超过0.5mm3 未焊满及凹坑不允许4 气孔夹渣不允许5 裂纹任意300mm内宽度相差不大于1.56 宽度不均匀任意300mm内长度不大于50mm,深度不大于0.3mm7 咬边不允许8 烧穿<10㎜9 接头搭接长度不允许10 漏焊或间断任意300mm内误差不超过2mm11 焊瘤不允许12 直线度异常情况描述发现者处理措施:停止工作/隔离/反馈/调整/检查焊接中电流电压速度角度产品编号/时间节点(操作工填写)产品编号/时间节点(检验员填写)发现者对焊缝焊接后外观检查:序号检查结果123456789101112焊接过程记录与检查表(环焊缝)订单号:JSHD/QYWJ-A16.2-2时间/班次。
焊接前:数量操作者焊丝型号焊丝批号焊接过程:焊机、焊接转台运行情况是否良好、正常异常情况描述:A:正常/不正常处理者发现者处理者相对湿度1.是否对焊缝坡口及附近油、锈、污垢、杂质进行清理。
清理/没有清理异常情况描述:首件巡检:序号检查项目工艺要求检查结果异常情况描述1 外焊 0.5~2.5mm,内焊0.5~1.5mm2 余高任意300mm内余高相差不超过0.5mm3 未焊满及凹坑不允许4 气孔夹渣不允许5 裂纹任意300mm内宽度相差不大于1.56 宽度不均匀任意300mm内长度不大于50mm,深度不大于0.3mm7 咬边不允许8 烧穿<10㎜9 接头搭接长度不允许10 漏焊或间断任意300mm内误差不超过2mm11 焊瘤不允许12 直线度异常情况描述发现者处理措施:停止工作/隔离/反馈/调整/检查焊接中电流电压速度角度产品编号/时间节点(操作工填写)产品编号/时间节点(检验员填写)发现者对焊缝焊接后外观检查:序号检查结果123456789101112在焊接过程中,要求任意300mm内宽度相差不大于 1.5,长度不大于50mm,深度不大于0.3mm。
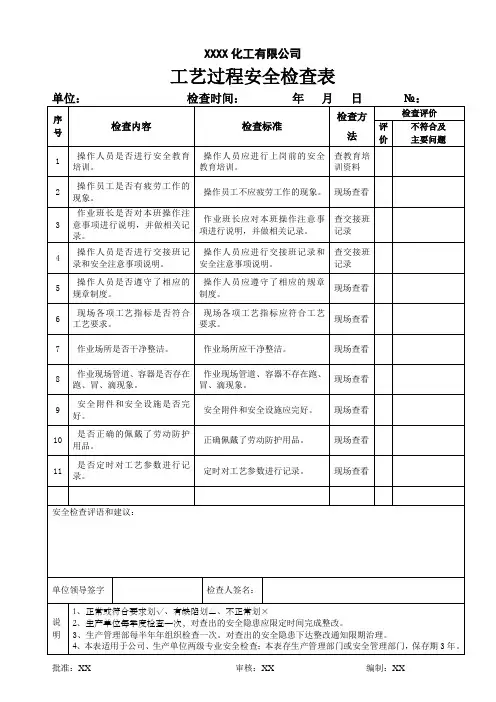
专项工艺过程安全检查表1. 前言专项工艺过程安全检查表是一项重要的工程管理工具,用于确保在生产过程中重点控制部位的安全一直得到保障,防止出现重大安全事故。
在工作中,我们将根据生产流程中的重点和难点,结合公司的实际情况,建立完善的安全检查表,并按照检查表的要求进行检查,确保生产过程中各个环节的安全。
2. 检查表使用方法2.1 检查表的目的本检查表主要用于检查生产过程中涉及的专项工艺过程的安全情况,包括但不限于设备、人员、材料和环境等因素的安全状况,以及作业规范、操作流程、应急措施等方面的合规性和实施情况。
2.2 检查表的适用范围本检查表适用于生产流程中涉及到的专项工艺过程,如高温热处理、有害气体处理、有毒有害物质处理等,以及其他生产过程中需要特殊注意的环节。
2.3 检查表的使用方法检查前,要仔细阅读检查项目和要点,对照实际情况,并在检查时认真填写。
检查人员应当全面、细致、客观地进行检查,如有不符合项,及时提出问题并制定改善措施,保障生产安全,保护工人身心健康。
3. 检查内容3.1 岗位职责检查工作人员的岗位职责是否清晰明确,并且与生产安全的实际情况保持一致。
主要包括以下内容:•岗位描述•岗位职责•工作任务•工作要求3.2 设备安全检查设备的安全性能是否符合要求以及是否存在潜在的安全隐患。
主要包括以下内容:•设备名称、型号、规格•设备状态、运行情况•设备安全装置是否完好•是否严格按照操作规程进行操作•设备是否存在漏电等危险情况3.3 操作规程检查操作规程是否规范、准确、完整,是否有操作流程,并且是否严格按照操作规程进行操作。
主要包括以下内容:•操作规程的有效性•操作规程的准确性•操作规程的完整性•操作流程的完整性•是否按照操作规程进行操作3.4 应急措施检查应急预案、应急措施是否完备,是否适用于专项工艺过程,是否达到预期效果。
主要包括以下内容:•应急预案的建立•应急措施的有效性•应急设施的备齐备灭•应急措施是否达到预期效果3.5 安全培训检查工作人员的安全培训情况,是否进行了专项培训,是否达到岗位职责的要求。
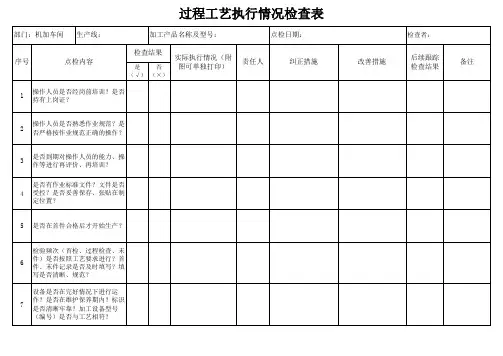
工艺纪律检查表范本工艺纪律检查表范本日期: ________________工艺名称:_____________________________________________________工艺编号:_____________________________________________________工艺步骤检查项目检查结果备注1.2.3.4.5.6.7.8.9.10.总体评价:创建与此标题相符的正文并拓展:工艺纪律是指在生产过程中遵守相应的规定和标准,确保产品质量稳定和工艺效率的一种行为准则。
工艺纪律检查表是一种用于记录和评估工艺纪律执行情况的工具。
通过使用工艺纪律检查表,可以及时发现和解决工艺纪律方面的问题,提高工艺执行的准确性和一致性。
在创建工艺纪律检查表时,需要明确工艺的名称和编号,以确保检查表与具体工艺步骤相符。
每个工艺步骤都应列出相应的检查项目,检查项目可以包括操作规范、材料配比、工艺参数等内容。
在检查时,将检查结果填写在检查结果一栏,并在备注栏中记录相关的情况说明。
对于每个工艺步骤的检查结果,可以根据实际情况给予评价。
评价可以分为合格、不合格和待改进等分类,以便于整体评估工艺纪律的执行情况。
最后,在总体评价一栏中对整体执行情况进行综合评价。
在实际应用中,工艺纪律检查表可以用于各个生产环节和工序,以确保产品质量和工艺效率的稳定性。
定期进行工艺纪律检查可以帮助发现问题并及时解决,提高生产过程的可控性和稳定性。
总之,工艺纪律检查表是一种重要的工具,可以帮助企业监控和改进工艺纪律执行情况。
通过合理使用工艺纪律检查表,企业可以提高产品质量和工艺效率,提升竞争力和市场份额。
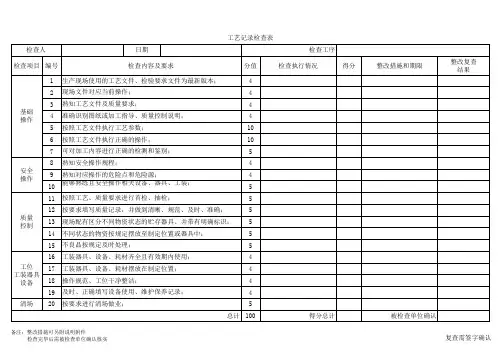
现场工艺纪律检查记录表车间检杳确认具体检查记录检查不合格记录1 现场工序作业有无指导性工艺文件?(查现场作业文件)7 工装/设备、检具的检定、标识和维护?(查检定标识和点检记录)■ ■;!■ ■ ■■ ■ ■;!■Bin ■■ ■;!■ ■ ■■■«■ ■■ ■;« ■>^B ■■■■■■*・■BWB ■■■ n・■V*・■■■ n・■■« ■ ■■ n・■BWB ■■■ 18现场产品标识和不合格品隔离处理?(查:有无待检、合格和不合格区;8.不合格放置和标识)扌口分量2 操作工是否熟悉作业文件?即:工序操作是否符合作业文件要求?b a 丄n ・-* * i a」4 ・u —i - aa- i i a」4 ・ a —i - aa」亠』4 a a a i i a」4 ・ a . ^aa a」』4 a a a 1 a a 4 ・ a n n a a =,_■ 1 a』4 ・a -HJJ L M』亠・・ a 1 a』厶・ a m a a n M 4 J.BS -〔 a J&HB N N A A Z M JABBB.-_ _分3-K・——」」—'._…6 操作员工资格确认?(检查员工对产品、零部件和流程的了解程度)扣分项扣分数得分数=100-扣分数3分/次3分/次3分/次3分/次现场工艺纪律检查注意事项1时间安排:A、每周检查一次并须覆盖所有车间;B检查前须通知被检查车间主任,同时检查发现的问题须及时向责任车间主任通报。
2、人员安排A、检查人员为产品项目质量工程师;B所有检查人员:曹爱军、王祖均、郎春升、韦鸿、孙伟航;C每次检查设立一个检查小组长3、检查表的填写A、检查采用随机抽样方式进行;B每项内容检必须查不少于一处;C每处检查无论合格与否必须详细填写检查记录;D每张检查表必须填写检查车间、检查人、日期和扣分项、扣分数、得分数;4、检查表的总结A、检查总结内容:检查车间扣分项内容、扣分项和最终得分。