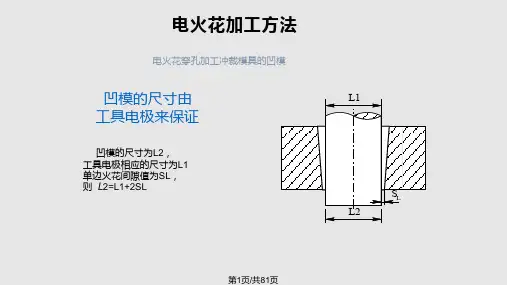
廓均匀地缩小一个放电间隙值。与型孔相对应的尺寸为:
三、电极设计
电极横截面尺寸分别按以下两种情况计算: 当按凸模尺寸和公差确定电极的横截面尺寸时, 随凸模、 凹模配合
间隙 Z( 双面) 的不同, 分为以下三种情况: Z= 2 δ时, 电极与凸模横截面公称尺寸完全相同; Z< 2 δ时, 电极轮廓应比凸模轮廓均匀地缩小一个数值, 但形状相似; Z> 2 δ时, 电极轮廓应比凸模轮廓均匀地放大一个数值, 但形状相似。
问题导入
单元1 电火花加工
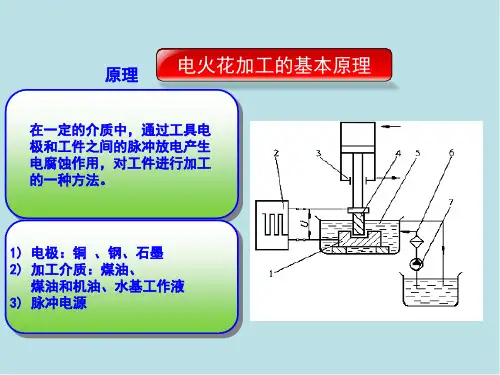
电火花加工又称放电加工EDM , 包括使用模具电极的型腔 加工( 简称电火花) 和使用金属丝电极的线切割加工( 简称 线切割) , 因其在加工过程中可以看见电火花, 故称为电火 花加工。
适用于各种型孔、 型槽、 刻字、 表面强化和涂覆等, 线切割加工适用于各种冲模、粉末冶金模、 各种样板、 磁 钢及硅钢片冲片和半导体或贵重金属的加工。
截面的尺寸公差取凹模刃口相应尺寸公差的1/2~2/3, 而在长度上没有公差 要求。电极侧平面的平行度误差在100mm 的长度上不超过0.01mm。电极的工作表 面的粗糙度值应不大于型孔的表面粗糙度值。
四、电火花线切割加工
1 . 电火花线切割加工的原理
电火花线切割加工的基本原理是, 将移动的细金属导线( 铜丝或钼丝) 作为 电极, 对工件进行脉冲放电, 利用电腐蚀 作用进行切割。工件接脉冲电源的正极, 电极丝接负极, 工件相对电极丝按预定的 要求运动, 从而使电极丝沿着所要求的切 割线路进行电腐蚀, 实现切割加工。
( 4 )超声清洗
超声清洗主要用于几何形状复杂、 清洗质量要求高的中、小型精密零件, 特 别是工件上的小深孔、微孔、弯孔、不通孔、沟槽、窄缝等部位的精清洗。